一种被动元器件供料中影像检测方法与流程
本发明涉及一种测包机供料设备,尤其涉及一种被动元器件供料中影像检测方法,主要用于贴片元器件的四周外表面的检测。
背景技术:
1、贴片式被动元气件(如电容、电阻、电感、保险丝、二极管等)在测试包装前为保证外观品质,加载ccd外观检查装置对外观品质监控。目前被动元气件在测试包装前对外观的检查分为三种情况:其一,不进行外观检查;其二,测试包装中进行正面与反面外观检查;其三,外观机上面进行6面检测后,投入测试包装设备,在测试包装中再进行正面与反面外观检查。
2、而目前的外观检查方式都各自存在着缺陷:不检查外观虽然成本低,但品质无保证;只进行正反面检测,虽在包装完成后成品检查不出不良,但有4面(侧面及两端)未检测,一样品质无法保证;在外观机上面进行6面检测后,投入测试包装设备,在测试包装中再进行正面与反面外观检查方法,首先单独外观机成本比较高,其次在检测后投入测试包装设备中生产时,有再次产生不良未检测到的风险。
技术实现思路
1、本发明目的是提供一种被动元器件供料中影像检测方法,通过使用该方法,有效提高了检测效率,减少了空间的占用,降低了设备成本。
2、为达到上述目的,本发明采用的技术方案是:一种被动元器件供料中影像检测方法,其步骤为:
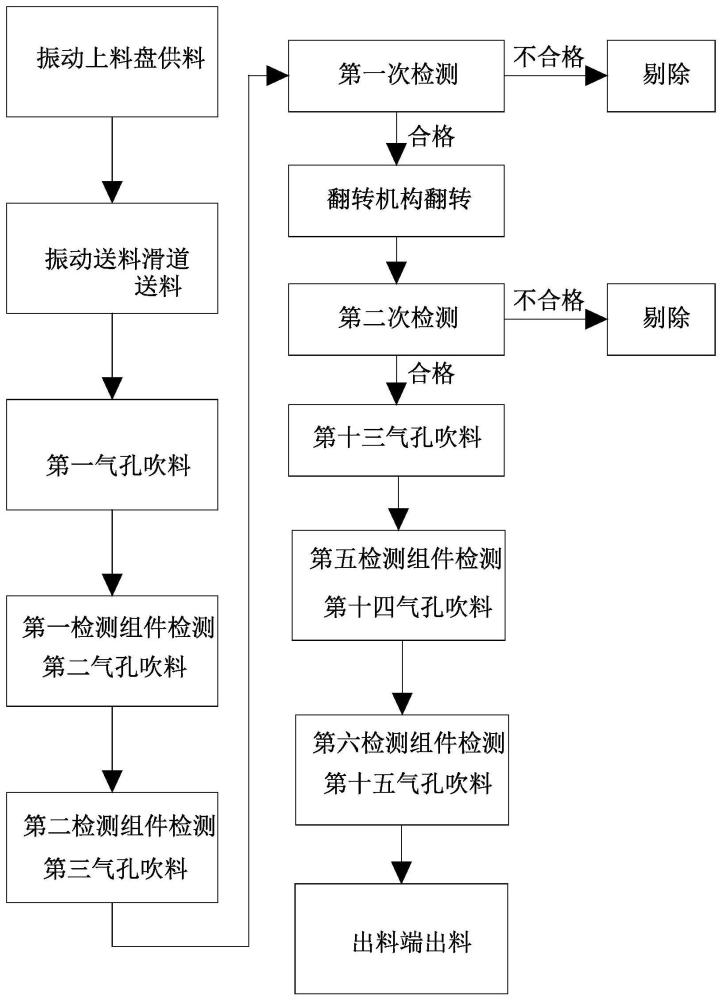
3、①整列:利用振动送料滑道送料,通过振动送料滑道的进料端处的整列机构,对产品进行整列,使产品依次排序朝向振动送料滑道的出料端方向输送;
4、②第一次检测:产品会依次排序移动到振动送料滑道的一次检测位处,在移动到一次检测位处的时候,利用一次定位机构将一次检测位处的一组产品定位,并能够将待检测产品单独隔开,通过一次工业相机分别将产品的顶面及一侧的侧面进行拍照,并通过控制器对一次工业相机的拍照数据进行分析,合格的产品继续朝向出料端方向移动,不合格的产品则被一次定位机构剔除,实现产品相邻两个外表侧面的检测;
5、③利用翻转机构将第一次检测合格的产品翻转,使得产品的底部朝上,并且输送到振动送料滑道的二次检测位处;
6、④第二次检测:在产品移动到二次检测位处的时候,利用二次定位机构将二次检测位处的一组产品定位,并能够将待检测产品单独隔开,通过二次工业相机将产品的另一侧的侧面、以及从底部朝上翻转的底面进行拍照,并通过控制器对二次工业相机的拍照数据进行分析,合格的产品朝向出料端方向移动,不合格的产品则被二次定位机构剔除,实现产品相邻另外两个外表侧面的检测,进而实现产品在供料过程中外表四个面的检测。
7、上述技术方案中,所述整列机构包括依次设置于所述进料端与一次检测位之间的第一气孔、第二气孔及第三气孔,所述第三气孔处设有第二检测组件,所述第二气孔处设有第一检测组件,产品经过供料机构送入到振动送料滑道内的时候,第一气孔常开,产生吹力,将立料或者叠料吹离振动送料滑道,使产品依次朝向出料端排序输送;
8、当产品经过第二气孔处的时候,第一检测组件检测产品是否反白,如果反白,则第二气孔吹气,将产品的白面吹动翻转180度,使产品的黑面朝上,或者将产品吹离振动送料滑道;
9、当产品经过第三气孔处的时候,第二检测组件如果检测到该处的产品过多或叠料,则第三气孔打开,将第三气孔处过多的产品吹离振动送料滑道。
10、上述技术方案中,还具有控制第二气孔通气或断开的第一电磁阀以及控制第三气孔通气或断开的第二电磁阀,当第一检测组件检测到产品反白的时候,第一电磁阀打开,使得第二气孔通气,将产品的白面吹动翻转180度,使产品的黑面朝上,或者将产品吹离振动送料滑道,完成之后,第一电磁阀关闭;当第二检测组件检测到第三气孔处产品过多或者叠料的时候,第二电磁阀打开,使得第三气孔通气,将产品吹离振动送料滑道,产品吹离之后,第二电磁阀关闭,使得产品有序的依次朝向出料端方向移动。
11、上述技术方案中,所述一次定位机构包括由进料端至出料端依次设置的第四气孔、第五气孔、第六气孔、第七气孔及第八气孔,所述一次工业相机包括第一工业相机及第二工业相机,所述第八气孔处设有第三检测组件;
12、所述第八气孔处为一次检测位,产品移动到第八气孔处的时候,产品还正对第七气孔,第三检测组件检测到产品移动到一次检测位时,然后第四气孔、第五气孔及第八气孔吸气,第八气孔吸附住一个产品,第四气孔及第五气孔共同吸附一组产品或分别吸附一组产品,同时第六气孔定时的将第五气孔与第八气孔之间的产品吹离振动送料滑道,使第八气孔处的产品被单独隔开;
13、然后第一工业相机对产品外表面的顶面拍照,第二工业相机对产品外表面的一侧面拍照,并将拍照数据反馈至控制器,控制器分析拍照的产品两侧面是否合格,如果合格,则第四气孔、第五气孔、第八气孔停止吸气并解除对产品的定位,然后产品朝向出料端方向移动;
14、如果产品被判定不合格,则第七气孔吹气,其吹力大于第八气孔的吸力,将产品吹离振动送料滑道并剔除,然后第四气孔、第五气孔、第八气孔停止吸气并解除对产品的定位,然后产品朝向出料端方向移动,继续下一组产品的一次检测。
15、上述技术方案中,还具有第三电磁阀、第四电磁阀及第五电磁阀,所述第三电磁阀与第四气孔、第五气孔及第八气孔相连,所述第三电磁阀打开时,所述第四气孔、第五气孔及第八气孔产生负压,将产品吸附定位在振动送料滑道上,所述第三电磁阀关闭时,所述第四气孔、第五气孔及第八气孔不产生负压,产品经振动送料滑道朝向出料端输送;
16、所述第六气孔与所述第四电磁阀相连,所述第四电磁阀打开时,第六气孔吹气,将产品吹离振动送料滑道,所述第四电磁阀关闭时,第六气孔停止吹气;
17、所述第七气孔与所述第五电磁阀相连,所述第五电磁阀打开时,第七气孔吹气,将产品吹离振动送料滑道并剔除,所述第五电磁阀关闭时,所述第七气孔停止吹气。
18、上述技术方案中,二次定位机构包括由进料端至出料端之间依次设置的第九气孔、第十气孔、第十一气孔及第十二气孔,所述二次工业相机包括第三工业相机及第四工业相机,所述第十一气孔处第四检测组件;
19、所述第十一气孔处为二次检测位,产品移动到第十一气孔处的时候,产品还正对第十二气孔,第四检测组件检测到产品移动到二次检测位时,第九气孔及第十一气孔吸气,第十一气孔吸附住一个产品,第九气孔也吸附住一个产品,同时第十气孔定时的将第九气孔与第十一气孔之间的产品吹离振动送料滑道,使第十一气孔处的产品被单独隔开;
20、然后第三工业相机对已经翻转的产品外表面的底面拍照,第四工业相机则对产品外表面的另一侧面拍照,并将拍照数据反馈至控制器,控制器分析拍照的产品两侧面是否合格,如果合格,则第九气孔及第十气孔停止吸气并解除对产品的定位,然后产品朝向出料端方向移动;
21、如果产品被判定不合格,则第十二气孔吹气,其吹离大于第十一气孔的吸力,将产品吹离振动送料滑道,然后第九气孔、第十一气孔停止吸气并解除对产品的定位,然后产品朝向出料端方向移动,继续下一组产品的二次检测。
22、上述技术方案中,还具有第六电磁阀、第七电磁阀及第八电磁阀,所述第六电磁阀与所述第九气孔及第十一气孔相连,所述第六电磁阀打开时,所述第九气孔及第十一气孔处产生负压,将产品吸附定位在振动送料滑道上;所述第六电磁阀关闭时,所述第九气孔及第十一气孔不产生负压,产品经振动送料滑道朝向出料端输送;
23、所述第七电磁阀与所述第十气孔相连,所述第七电磁阀打开时,所述第十气孔吹气,将产品吹离振动送料滑道,所述第七电磁阀关闭时,所述第十气孔停止吹气;
24、所述第十二气孔与所述第八电磁阀相连,所述第八电磁阀打开时,所述第十二气孔吹气,将产品吹离振动送料滑道并剔除,所述第八电磁阀关闭时,所述第十二气孔停止吹气。
25、上述技术方案中,在二次定位机构与出料端之间的振动送料滑道上面还具有后端整列机构,所述后端整列机构包括依次设置在二次定位机构与出料端之间的第十三气孔、第十四气孔及第十五气孔,所述第十四气孔处设有第五检测组件,所述第十五气孔处设有第六检测组件;
26、当产品经过第十三气孔处的时候,第三气孔常开,产生吹力,将立料或者叠料吹离振动送料滑道,使产品依次朝向出料端排序输送;
27、当产品经过第十四气孔处的时候,第五检测组件检测产品是否反白,如果反白,则第十四气孔吹气,将产品的白面吹动翻转180度,使产品的黑面朝上,或者将产品吹离振动送料滑道;
28、当产品经过第十五气孔处的时候,第六检测组件如果检测该处产品过多或叠料,则第十五气孔打开,将第十五气孔处过多的产品吹离振动送料滑道。
29、上述技术方案中,还具有第九电磁阀及第十电磁阀,所述第十四气孔与所述第九电磁阀相连,所述第九电磁阀打开时,所述第十四气孔打开吹气,将产品吹动翻转或者将产品吹离振动送料滑道,所述第九电磁阀关闭时,所述第十四气孔停止吹气;
30、所述第十五气孔与所述第十电磁阀相连,所述第十电磁阀打开时,所述第十五气孔打开垂直,将产品吹离振动送料滑道,所述第十电磁阀关闭时,所述第十五气孔停止吹气。
31、上述技术方案中,在振动送料滑道的旁侧还设有振动回流通道及两组剔料盒,所述一次定位机构剔除的不合格产品会有其中一组剔料盒进行收集,所述二次定位机构剔除的不合格产品则会由另外一组剔料盒进行收集;
32、除被剔除的不合格产品之外,其他产品从振动送料滑道掉落的产品则会掉落到振动回流通道内,通过振动回流通道回流到给予振动送料滑道供料的供料机构内。
33、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
34、1.本发明中直接在振动送料滑道对产品进行送料的时候,能够通过一次工业相机对产品的相邻两个外表侧面进行拍照并检测,再利用二次工业相机对产品另外相邻两个外表侧面进行拍照并检测,实现产品在通过振动送料滑动送料过程中就利用工业相机分别对产品外表四个面进行拍照检测,实现产品四个面的提前检测,这样在进入测包机内只需要对产品正面、背面进行快速的检测即可,和以往结构相比,不需要单独的六面检测设备,能够有效的减少空间的占用,还能够降低检测成本;
35、2.本发明中会先利用对应的气孔将立料、叠料等吹离振动送料滑道,使得产品依次排序输送,再利用气孔将反白的产品吹离或者翻转,使得产品送入到后端设备内是以合格的角度进入,并且,在两次检测过程中,均利用气孔吸力的负压将待检测产品定位并单独隔开,使得工业相机能够对其外表面进行拍照,从而实现产品在上料过程中就完成4周外表面的检测以及剔料,提高后续产品的合格率,提高检测效率,降低检测成本。
- 还没有人留言评论。精彩留言会获得点赞!