一种精加工玻璃平行直边的测量装置及控制方法与流程
本发明涉及玻璃尺寸检测,涉及一种精加工玻璃平行直边的测量装置及控制方法。
背景技术:
1、有的楼房一整面外墙全都是玻璃幕墙,在水平方向上幕墙玻璃并排挨个排列,相邻幕墙玻璃之间的竖直缝隙宽度要均匀,使用玻璃胶粘结,形成的玻璃胶区域宽度均匀,在竖直方向上相邻两列之间使用金属材料相隔开,金属材料当作承重支架,从楼顶到楼底,许多竖直缝隙都要对齐,都要保持竖直,缝隙宽度都要均匀,这要求单块幕墙玻璃的两长边要严格符合直线度和平行度公差要求。
2、大部分玻璃加工厂家能提供符合要求的产品,也有少数厂家给建筑施工方提供了长边直线度和平行度达不到公差要求的幕墙玻璃。有的玻璃加工厂家没有足够大规格的玻璃切割设备,为了节省生产成本,用短的玻璃切割设备加工超长规格的长边。切割过程中切割刀具的行程不够,需要把玻璃毛坯挪移一下然后再继续切割,俗称接刀。有经验的工人可以把玻璃毛坯比较精确地平行挪移,加工出合格的玻璃,少数工人做不到精确平行挪移,造成生产的幕墙玻璃的长边有弯曲部位,长边形成了折线形,两长边的直线度和平行度达不到公差要求,在安装后相邻两块幕墙玻璃之间的缝隙宽度不均匀,粘结的玻璃胶区域宽度不均匀,影响外观,客户不接受,有时还需要拆除更换,严重影响施工单位的信誉。也有其它原因造成长边的直线度和平行度达不到公差要求,比如在切割过程中玻璃毛坯没有固定牢靠,在加工时移动,造成长边有弯曲部位。幕墙玻璃形体较大、重量较重、硬脆易碎、运输成本高,返工、退换货会增加生产成本。
3、幕墙玻璃形体较大,重量较重,搬运不方便,通用的量具不方便测量,很难精确测量出长边的直线度和平行度尺寸偏差。量程为1.5米的游标卡尺重约20公斤,需要两个人协调起来使用,测量幕墙玻璃的宽度很不方便,测量的数据往往不多,工作效率较低,劳动强度较大,很容易漏过不合格的尺寸,每个工人测量和读数的习惯不同,也造成读数误差。把幕墙玻璃的一条长边放置在检测平台上,竖直放置,使用塞尺测量长边的直线度,搬运不方便,一旦倾倒,会导致幕墙玻璃破碎,检测风险性较大。到目前为止很少有人研制专用于测量幕墙玻璃长边直线度、平行度的量具。
技术实现思路
1、本发明就是针对现有技术存在的上述不足,提供一种精加工玻璃平行直边的测量装置及控制方法,本发明能用来测量通用量具很难精确测量的形体较大、重量较重、搬运不方便的幕墙玻璃,测量的数据较多,漏过不合格尺寸的可能性较小,工作效率较高,劳动强度较小,幕墙玻璃平放测量,不必搬动,风险性较小。
2、为实现上述目的,本发明提供如下技术方案:
3、一种精加工玻璃平行直边的测量装置,包括第一测量器;所述第一测量器包括第一辊轮组件、第一弹簧、第一位移传感器和第一支架;所述第一支架上设有第一导套;
4、所述第一辊轮组件包括第一辊轮、第一导杆和第一辊轮支架,第一导杆上设有第一平键;
5、第一辊轮支架和第一导杆的前端固定联接,第一辊轮和第一辊轮支架通过转动副相联,旋转轴心线竖直方向设置;第一导杆的后端设置第一突肩,第一突肩的后面设置第一后端面;
6、所述第一支架上设置第一导套,第一导套上设置第一平键槽;第一导套和第一导杆滑动配合,第一平键和第一平键槽滑动配合;
7、第一弹簧套设在第一导杆外围,第一弹簧的前端压紧第一辊轮支架的后端面,第一弹簧的后端压紧第一导套的前端面,第一导套的后端面压紧第一突肩;
8、所述第一位移传感器包括第一传感器壳体和第一传感器探头,所述第一传感器探头在第一传感器壳体内伸缩;所述第一支架上设有第一传感器固定环;
9、所述第一传感器壳体和第一传感器固定环固定联接,所述第一传感器探头垂直抵触在第一后端面上。
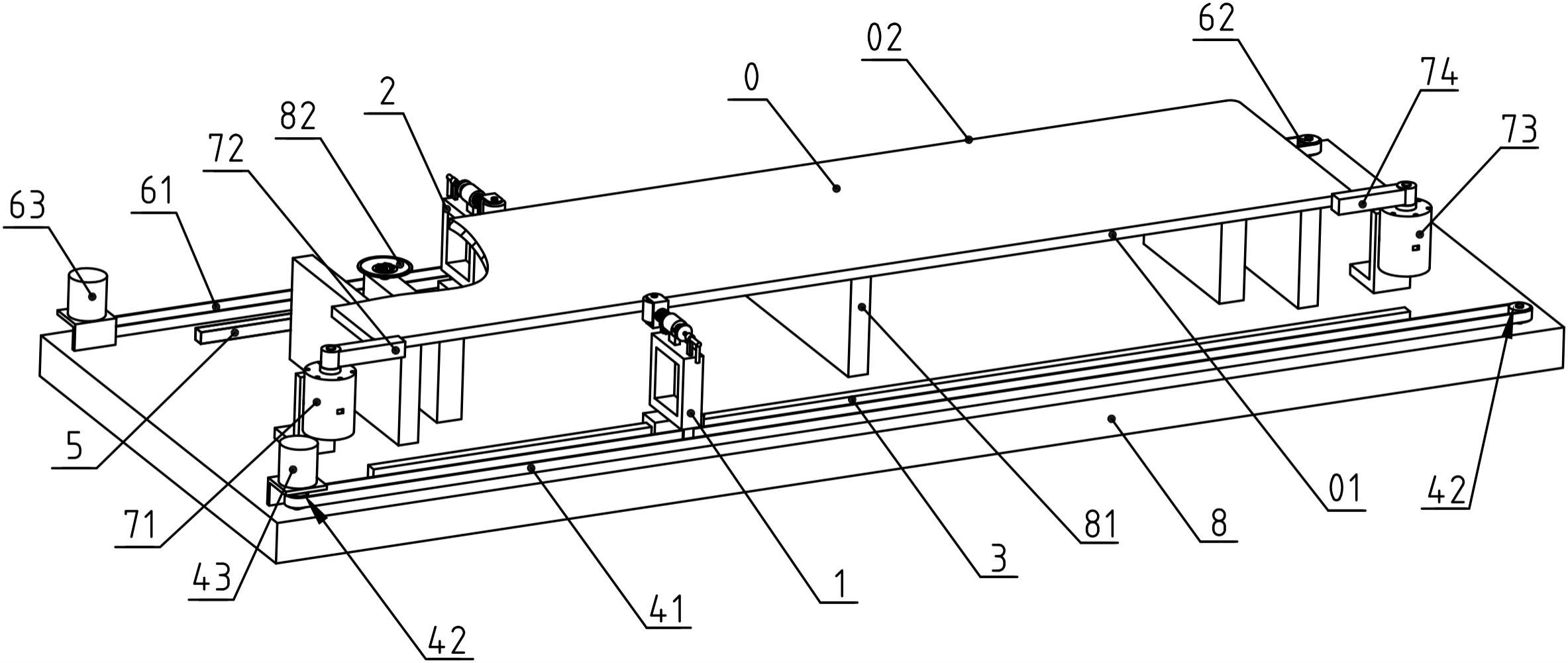
10、本发明还包括机架、第一导轨、第一同步带、两个第一同步轮和第一伺服电机;所述机架上设置玻璃支撑架,幕墙玻璃水平放置在玻璃支撑架上,幕墙玻璃的前长边朝前、后长边朝后,前长边和后长边分别沿着左右方向设置;
11、所述第一导轨和机架固定联接,所述第一导轨沿着左右方向设置;两个所述第一同步轮分别和机架通过转动副相联;第一同步带张紧地绕在两个第一同步轮上;所述第一支架上设置有第一皮带夹,所述第一皮带夹和第一同步带固定联接;所述第一伺服电机的外壳与机架固定联接,所述第一伺服电机的输出轴和其中一个第一同步轮固定联接;所述第一测量器还包括第一滑块,所述第一滑块和第一支架固定联接,所述第一滑块和第一导轨组成直线导轨副;所述第一伺服电机驱动第一支架在左右方向上平移。
12、所述第一测量器还包括第一微动开关,所述第一微动开关的壳体和第一支架固定联接,所述第一微动开关的第一滚珠抵触在第一辊轮支架的后端面上。
13、本发明还包括第二测量器;所述第二测量器包括第二辊轮组件、第二弹簧、第二位移传感器和第二支架;所述第二支架上设有第二导套;
14、所述第二辊轮组件包括第二辊轮、第二导杆和第二辊轮支架,第二导杆上设有第二平键;
15、第二辊轮支架和第二导杆的后端固定联接,第二辊轮和第二辊轮支架通过转动副相联,旋转轴心线竖直方向设置;第二导杆的前端设置第二突肩,第二突肩的前面设置第二前端面;
16、所述第二支架上设置第二导套,第二导套上设置第二平键槽;第二导套和第二导杆滑动配合,第二平键和第二平键槽滑动配合;
17、第二弹簧套设在第二导杆外围,第二弹簧的后端压紧第二辊轮支架的前端面,第二弹簧的前端压紧第二导套的后端面,第二导套的前端面压紧第二突肩;
18、所述第二位移传感器包括第二传感器壳体和第二传感器探头,所述第二传感器探头在第二传感器壳体内伸缩;所述第二支架上设有第二传感器固定环;
19、所述第二传感器壳体和第二支架固定联接,所述第二传感器探头垂直抵触在第二前端面上。
20、本发明还包括第二导轨、第二同步带、两个第二同步轮和第二伺服电机;
21、所述第二导轨和机架固定联接,所述第二导轨沿着左右方向设置,所述第二导轨和第一导轨平行;两个所述第二同步轮分别和机架通过转动副相联;第二同步带张紧地绕在两个第二同步轮上;所述第二支架上设置有第二皮带夹,所述第二皮带夹和第二同步带固定联接;所述第二伺服电机的外壳与机架固定联接,所述第二伺服电机的输出轴和其中一个第二同步轮固定联接;所述第二测量器还包括第二滑块,所述第二滑块和第二支架固定联接,所述第二滑块和第二导轨组成直线导轨副;所述第二伺服电机驱动第二支架在左右方向上平移。
22、所述第二测量器还包括第二微动开关,所述第二微动开关的壳体和第二支架固定联接,所述第二微动开关的第二滚珠抵触在第二辊轮支架的前端面上。
23、本发明还包括第一摆臂组件和第二摆臂组件;所述第一摆臂组件包括第一摆动气缸和第一摆臂;所述第一摆动气缸的缸体和机架固定联接,所述第一摆臂的第一端和第一摆动气缸的输出轴固定联接,所述第一摆动气缸驱动第一摆臂摆动到工作位置,所述第一摆臂的第二端前侧面给幕墙玻璃的后长边左端当作定位面,幕墙玻璃的后长边左端紧靠在第一摆臂的第二端前侧面;第一摆臂摆动到闲置位置,能避开第一测量器的运动轨迹,不妨碍第一测量器测量;
24、所述第二摆臂组件包括第二摆动气缸和第二摆臂;所述第二摆动气缸的缸体和机架固定联接,所述第二摆臂的第一端和第二摆动气缸的输出轴固定联接,所述第二摆动气缸驱动第二摆臂摆动到工作位置,所述第二摆臂的第二端前侧面给幕墙玻璃的后长边右端当作定位面,幕墙玻璃的后长边右端紧靠在第二摆臂的第二端前侧面;第二摆臂摆动到闲置位置,能避开第一测量器的运动轨迹,不妨碍第二测量器测量。
25、所述机架上还固定设置有吸盘,所述吸盘的开口朝上,所述吸盘的上吸附面与玻璃支撑架的上表面在同一个水平面上,幕墙玻璃水平放置在玻璃支撑架上,所述吸盘能牢固地吸附住幕墙玻璃的下表面,防止幕墙玻璃在检测中受到水平力时平移,避免影响检测数值。
26、本发明还包括可编程逻辑控制器;所述第一位移传感器、第一微动开关、第二位移传感器、第二微动开关、第一伺服电机和第二伺服电机分别与可编程逻辑控制器电联接。
27、本发明还包括校正架;所述校正架上设有校正架后边和校正架前边,校正架后边的长度等于后长边的长度,校正架前边可以设置得较短一些,校正架后边和校正架前边相平行,校正架后边和校正架前边的垂直距离等于前长边和后长边的垂直距离,校正架后边和校正架前边的直线度公差、距离公差控制得非常严格,校正架使用刚度较强的钢材制造,可以用作校正尺。
28、以测量长6000毫米、宽1500毫米的幕墙玻璃为例进行说明,本发明的工作过程是这样的。
29、1.先使第一摆动气缸驱动第一摆臂摆动到工作位置,第二摆动气缸驱动第二摆臂摆动到工作位置,然后把校正架放置到玻璃支撑架上,使校正架后边朝后、校正架前边朝前,校正架后边的左端紧靠在第一摆臂的第二端前侧面,校正架后边的右端紧靠在第二摆臂的第二端前侧面;
30、在第一弹簧的弹性力作用下,第一辊轮的前侧靠紧校正架后边,第一位移传感器检测校正架后边上被压紧部位的位移,其工作过程参考下面的步骤6,并把此时的读数记为零毫米;以此为基准,当第一传感器探头向里缩进时检测值为正值,向外伸出时检测值为负值。
31、在第二弹簧的弹性力作用下,第二辊轮的后侧靠紧校正架前边,第二位移传感器检测校正架前边上被压紧部位的位移,其工作过程参考下面的步骤9,并把此时的读数记为零毫米。以此为基准,当第二传感器探头向里缩进时检测值为正值,向外伸出时检测值为负值。取走校正架。
32、2.把幕墙玻璃水平放置到玻璃支撑架上,使后长边朝后、前长边朝前,后长边的左端紧靠在第一摆臂的第二端前侧面,后长边的右端紧靠在第二摆臂的第二端前侧面;幕墙玻璃定位完毕。
33、3.吸盘牢固地吸附住幕墙玻璃的下表面,防止幕墙玻璃在检测中受到水平力时平移。
34、4.第一摆动气缸驱动第一摆臂摆动到闲置位置,第二摆动气缸驱动第二摆臂摆动到闲置位置,避开第一测量器的运动轨迹,不再妨碍测量。
35、5.第一辊轮在第一弹簧的弹性力作用下其前侧靠紧后长边,第一微动开关的第一滚珠处于被按压下的状态;第一伺服电机驱动第一测量器朝左平移,直到第一滚珠滚动到后长边左端的倒圆角处,第一辊轮组件向前窜动,第一滚珠弹起,第一微动开关产生电信号,第一伺服电机停止运行。
36、6.第一位移传感器开始采集数据,第一伺服电机驱动第一测量器朝右平移,第一滚珠离开后长边左端的倒圆角,第一微动开关的第一滚珠重新处于被按压下的状态;以此位置设为原点o,朝右方为横坐标x轴正方向,建立第一平面直角坐标系,x轴的单位是毫米。第一辊轮沿着后长边滚动;如果后长边不是直边,有弯曲,第一辊轮组件随着弯曲部位前后窜动,第一传感器探头随着第一后端面同步前后移动,第一传感器壳体前后方向不动,第一位移传感器检测到的数值就是后长边的直线度偏差值y,以后长边的直线度偏差值为第一平面直角坐标系的纵坐标y,单位是毫米。
37、7.直到第一滚珠滚动到后长边右端的倒圆角,第一滚珠弹起,产生电信号,第一伺服电机停止运行,第一位移传感器停止采集数据。后长边的直线度偏差值y随着后长边长度x的变化曲线是向上凸起的折线形。曲线左右两端的弧线部分是采集到的倒圆角处的尺寸,没有意义,在分析时去除。本发明是用小规格的玻璃切割设备加工大规格的该幕墙玻璃,在挪移玻璃毛坯时没有做到精确平行挪移,产生了微小转角,造成后长边被切割成凸形折线,检测到的直线度偏差值y是正值。
38、8.第二辊轮在第二弹簧的弹性力作用下其后侧靠紧前长边,第二微动开关的第二滚珠处于被按压下的状态;第二伺服电机驱动第二测量器朝左平移,直到第二滚珠滚动到前长边左端的倒圆角处,第二滚珠弹起,产生电信号,第二伺服电机停止运行。
39、9.第二位移传感器开始采集数据,第二伺服电机驱动第二测量器朝右平移,第二滚珠离开前长边左端的倒圆角,第二微动开关的第二滚珠重新处于被按压下的状态,以此位置设为原点o,朝向右方与x轴平行的方向为横坐标u轴正方向,建立第二平面直角坐标系,u轴的单位是毫米;第二辊轮沿着前长边滚动;如果前长边不是直边,有弯曲,第二辊轮组件随着弯曲部位前后窜动,第二传感器探头随着第二前端面同步前后移动,第二传感器壳体前后方向不动,第二位移传感器检测到的数值就是前长边的直线度偏差值v,以前长边的直线度偏差值为第二平面直角坐标系的纵坐标v,单位是毫米。
40、10.直到第二滚珠滚动到前长边右端的倒圆角,第二辊轮组件向前窜动,第二滚珠弹起,产生电信号,第二伺服电机停止运行,第二位移传感器停止采集数据。前长边的直线度偏差值v随着前长边长度u的变化曲线。曲线左右两端的弧线部分是采集到的倒圆角处的尺寸,没有意义,在分析时去除。同样地,在挪移玻璃毛坯时没有做到精确平行挪移,产生了微小转角,造成前长边被切割成凹形折线,检测到的直线度偏差值v是大多数是负值。
41、11.分析数据。除去倒圆角处采集到的数据,如果第一位移传感器和第二位移传感器采集到的直线度偏差值都在预设定的区间范围[-1,+1]毫米,则该幕墙玻璃长边的直线度和平行度达到公差要求,合格;否则,有一个直线度偏差值不在该区间范围,则该幕墙玻璃不合格。不合格的还可以返工修磨,或者按照其它的图纸加工成规格较小的幕墙玻璃。
42、如果后长边的中部某处直线度偏差值为绝对值较大的负数值,足以使第一微动开关的第一滚珠弹起,产生电信号导致自动中止程序运行,则该幕墙玻璃严重不合格。
43、如果前长边的中部某处直线度偏差值为绝对值较大的负数值,足以使第二微动开关的第二滚珠弹起,产生电信号导致自动中止程序运行,则该幕墙玻璃严重不合格。
44、本发明中所述的前、后、左、右是这样定义的,第一摆动气缸在第二摆动气缸的左边,第二导轨在第一导轨的前边,前、后、左、右都是指水平方向,前后方向垂直于左右方向。
45、一种精加工玻璃平行直边的测量装置的控制方法,包括如下步骤:
46、s1.第一伺服电机驱动第一测量器朝左平移;
47、s2.第一微动开关产生电信号;
48、s3.第一伺服电机停止运行;
49、s4.第一位移传感器开始采集数据;
50、s5.第一伺服电机驱动第一测量器朝右平移;
51、s6.第一微动开关产生电信号;
52、s7.第一位移传感器停止采集数据;
53、s8.第一伺服电机停止运行;
54、s9.第二伺服电机驱动第二测量器朝左平移;
55、s10.第二微动开关产生电信号;
56、s11.第二伺服电机停止运行;
57、s12.第二位移传感器开始采集数据;
58、s13.第二伺服电机驱动第二测量器朝右平移;
59、s14.第二微动开关产生电信号;
60、s15.第二位移传感器停止采集数据;
61、s16.第二伺服电机停止运行;
62、s17.如果采集的数据全部落入区间[-1,+1]毫米,则幕墙玻璃合格;否则幕墙玻璃不合格。
63、本发明的有益效果是:能用来测量通用量具很难精确测量的形体较大、重量较重、搬运不方便的幕墙玻璃,测量的数据较多,漏过不合格尺寸的可能性较小,工作效率较高,劳动强度较小,幕墙玻璃平放测量,不必搬动,没有倾倒破碎的风险,风险性较小。采购到的幕墙玻璃要先经过本发明装置检测,合格的才运往施工现场,避免运送不合格品,避免不合格品安装到建筑上,减少运输工作量和避免返工。本发明装置不仅适用于幕墙玻璃,还能测量其它具有两条平行边的大形板状工件。
- 还没有人留言评论。精彩留言会获得点赞!