精细化测量复合材料螺旋桨叶片变形场的装置及方法
本发明涉及船舶复合材料螺旋桨测量,尤其涉及一种精细化测量复合材料螺旋桨叶片变形场的装置及方法。
背景技术:
1、复合材料螺旋桨是一种采用增强纤维、树脂基体和/或夹芯材料制备的推进装置,具有明显的自适应水弹性特性,通过合理设计可以利用其弯扭耦合变形以降低推力脉动,达到改善水动力性能以及减小低频振动噪音的目的。复合材料螺旋桨叶片的制备一般采用rtm、模压等方式,工艺实施过程中有很多不可控因素,即便是制备同步试件测量成型后的材料参数,也会因为变厚度、弯扭的复杂几何问题,导致复合材料螺旋桨叶片的材料参数反演不能直接采用试件的模量测试结果,需根据变形测量来进行双向较准。因此,准确测量复合材料螺旋桨叶片的加载变形量,尤其是多点变形所反映出的变形场特征,是检测其能否满足设计要求的基础。
2、复合材料螺旋桨叶片的变形是三维复杂的,可以分解为沿轴向的纵倾变形、沿扭转方向的螺距变形、沿盘面切向的侧斜变形,设法测得叶片多个半径、多个弦长位置处的变形量,是研究者不懈追求的试验目标,基于此可以参数化反演叶片的型值参数变形,从而可分析螺旋桨因此变形场而产生的水动力性能改变,这对于弹性叶片的性能研究是至关重要的。
3、当前,复合材料螺旋桨叶片的变形场测量是通过对比加载前后桨叶的空间位置而实现的,测量方法可以有机械位移计测量法、手持激光式位移计测量法、3d激光扫描仪测量法等。但由于螺旋桨复杂的三维曲面结构,上述方法易受到场地、测点数量、参考点位置不一致、设备成本过高等诸多不稳定因素限制,导致无法准确捕捉复合材料螺旋桨毫米级别的变形幅值。具体问题如下:
4、(1)机械位移计测量法:采用三轴旋转臂定位在测点上,但因旋转臂的相互干涉导致测点数量有限,且大变形时针尖会滑动,很难复位,另外调整垂直大地方向也较难手动控制;
5、(2)手持激光式位移计测量法:其通过激光直线折返测距。但桨叶弯扭变形前后,测点的空间位置发生改变,由于激光测距仪需采取远端固定方式,因此很难基于固定参考方向测量同一点的空间位移;
6、(3)3d激光扫描仪测量法:其通过在底板上贴反光片来定位平面基准,在叶片上贴反光片来定位空间形态,进一步扫描形成叶片三维面。但扫描生成文件仅为曲面,没有点和线,需通过肉眼选取多个点进行重影定位,从而产生较大误差。
7、综上,小尺度复合材料螺旋桨叶片的变形测量难点可归结为尺度小、变形小、测点多、精度要求高,测量仪器的微小扰动都会对试验结果的精确性产生严重影响。
8、有鉴于此,有必要设计一种改进的精细化测量复合材料螺旋桨叶片变形场的装置及方法,以解决上述问题。
技术实现思路
1、为克服上述缺陷,本发明的目的在于提供一种精细化测量复合材料螺旋桨叶片变形场的装置及方法,实现精细化测量复合材料螺旋桨的叶片变形场,能够精确、稳定、高效、低成本地测量复合材料螺旋桨的微小变形幅值,从而为仿真计算提供准确的试验数据支撑,且能适用于不同型号不同尺度复合材料螺旋桨的变形测量。
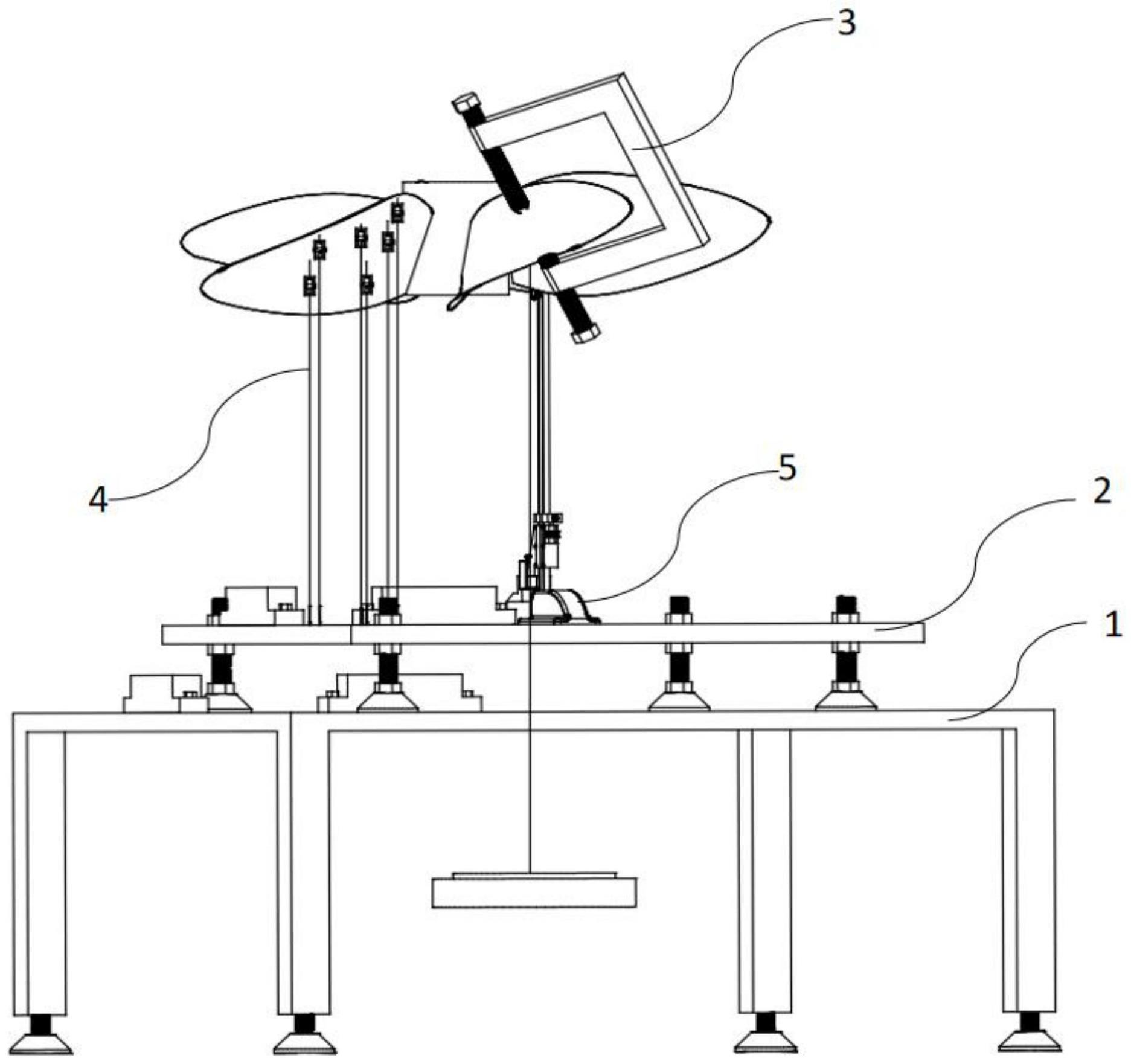
2、为实现上述发明目的,本发明提供了一种精细化测量复合材料螺旋桨叶片变形场的装置,其包括:
3、可调节高度的水平测控台,布置于待测量的螺旋桨叶片的下方;
4、若干个可调节长度的位移标定探针,上端固定于螺旋桨叶片表面指定测点处,用以测量螺旋桨叶片特定位置的变形量;
5、水平板,设置于所述水平测控台上方,用于将固定于螺旋桨叶片表面的位移标定探针的下端调整至同一水平面;
6、桨叶加载点固定装置,用以对螺旋桨叶片进行指定位置指定载荷的集中加载;
7、电子游标卡尺及基座装置,用于读取螺旋桨叶片经过桨叶加载点固定装置加载前后,若干个所述位移标定探针下端的轴向坐标。
8、作为本发明的进一步改进,所述桨叶加载点固定装置包括固定部、加载砝码以及用于连接固定部和加载砝码的刚性承托绳索。
9、作为本发明的进一步改进,所述固定部包括“c”型固定件和与所述“c”型固定件旋转连接且用于调整与螺旋桨叶片的接触程度的螺纹旋杆;
10、所述螺纹旋杆与螺旋桨叶片采用球状结构点接触方式;接触点垂直下方连接所述刚性承托绳索。
11、作为本发明的进一步改进,所述位移标定探针由与螺旋桨叶片固定连接的连接头、长度调节装置以及探针组成。
12、作为本发明的进一步改进,所述水平测控台上表面安装有两个相互垂直的水平仪;所述水平测控台表面贯穿一预定直径的圆孔。
13、作为本发明的进一步改进,所述水平板包括透明玻璃板和用于调节所述透明玻璃板高度的支撑部,通过外置水平仪调整水平状态;
14、所述透明玻璃板上设置有与所述圆孔垂直贯通的水平通孔。
15、作为本发明的进一步改进,所述电子游标卡尺及基座装置采用紧固组装式结构,包括电子游标卡尺和水平基座。
16、为实现上述发明目的,本发明还提供了一种精细化测量复合材料螺旋桨叶片变形场的方法,其采用上述精细化测量复合材料螺旋桨叶片变形场的装置进行精细化测量,测量步骤如下:
17、s1,在螺旋桨叶片测量前,将若干个可调节长度的位移标定探针固定在螺旋桨叶片表面指定测点处;通常螺旋桨叶片变形测量以轴向为参考方向,而轴向又保持垂直;
18、s2,按照上述方向设置,固定螺旋桨叶片后,在螺旋桨叶片下方布置可调节高度的水平测控台,通过水平测控台上的水平板将固定于螺旋桨叶片表面的位移标定探针下端的探针调整至同一水平面;
19、s3,采用集中加载模式,将桨叶加载点固定装置与螺旋桨叶片连接,进行加载;
20、s4,通过电子游标卡尺及基座装置读取加载前后若干个测点的探针的轴向坐标;
21、s5,得到上述各测点精确的变形数据后,推导螺旋桨叶片准确的变形场参数,由此实现复合材料螺旋桨叶片变形场的精细化测量。
22、作为本发明的进一步改进,所述桨叶加载点固定装置下段为承托式结构,步骤s3中,通过调整加载砝码的数量进行0.5kg~50kg的等效加载。
23、作为本发明的进一步改进,步骤s1中,根据测量尺度均匀布置20~50个测点,覆盖不同螺旋桨叶片半径处导随边的特征点。
24、作为本发明的进一步改进,步骤s5中,得到各测点精确的变形数据后,选取各半径处0.0、0.5、1.0br处的变形值,根据以下公式,可对各半径处的螺距比变化、弦长各点的挠度曲线进行进一步分析:
25、s51,螺距比反推公式:
26、
27、公式(1)中,pr为螺距,d为直径,r为半径,r为所选半径,r/r表示相对半径,x1为随边监测点(0.0cr)x方向坐标,x2为导边监测点(1.0cr)x方向坐标,br为r半径处的弦长;
28、其中,pr/d表示半径r处的螺距比,r/r表示相对半径,arcsin函数表示求给定数值的角度;
29、s52,挠度变化公式:
30、
31、公式(2)中,挠度yb为半径r处监测点x方向上的变化量,因此yb可由监测点x方向上的变形量直接读出,即yb=δxr;q为均布载荷,br为r半径处的弦长,e为弹性模量,i为惯性矩;
32、通过读取不同半径处0.0、0.5、1.0br的变形量△x0.0、△x0.5、△x1.0,可总结分析出弦向各点处变形随半径的挠度曲线规律。
33、本发明的有益效果是:
34、1、本发明提供的精细化测量复合材料螺旋桨叶片变形场的装置,整体可拆卸移动,测量方便快捷。
35、2、本发明提供的精细化测量复合材料螺旋桨叶片变形场的装置,测量探针可密集布置,初始位置水平平齐,桨叶加载变形后可通过各探针垂向位移大致观察出桨叶的弯扭趋势,初步形成变形云图。
36、3、本发明提供的精细化测量复合材料螺旋桨叶片变形场的装置,电子游标卡尺读数精准,精度达到0.01mm。
37、4、本发明提供的精细化测量复合材料螺旋桨叶片变形场的装置,变形后通过探针测得的垂向位移仍是原测点的,保证了测点的一致性。
38、5、本发明提供的精细化测量复合材料螺旋桨叶片变形场的方法,能够精确、稳定、高效、低成本地测量复合材料螺旋桨的微小变形幅值,从而为仿真计算提供准确的试验数据支撑,且能适用于不同型号不同尺度复合材料螺旋桨的变形测量。
- 还没有人留言评论。精彩留言会获得点赞!