一种用于节点检测的检测装置及检测方法
本发明属于检测装置领域,更具体地,涉及一种用于节点检测的检测装置及检测方法。
背景技术:
1、随着工业的快速发展,对于复杂结构性能的研究成为重要内容,尤其是一些大型零件生产中,焊接节点的疲劳性能的强度已经越来越成为安全生产的重要保障。
2、在实际生产中,对于一种k型零件,包括主管和两个支管,两个支管均焊接于主管上同一位置,使得主管和支管的焊接节点为同一位置,两个支管在焊接节点位置形成一定夹角,由于其尺寸大、结构复杂以及承受多重载荷等问题存在多重限制,特别是复杂管管节点由于结构复杂、难以装夹等原因,需要开展大型复杂焊接结构的结构级试样疲劳性能分析,充分考虑尺寸效应,在复杂载荷条件下对大型复杂结构的疲劳行为特点进行分析。
3、现有相关技术中存在以下问题:k型零件结构级试样的疲劳性能分析所需要的试验力大、试样制备复杂、载荷施加复杂、能源消耗大,且试样与测试系统连接部位容易出现断裂等问题,干扰疲劳性能分析的进程,难以较为准确的测量出节点在多种复杂荷载条件下的力学性能。
技术实现思路
1、为了准确的测量出大型零件的焊接节点在多种复杂荷载条件下的力学性能,本发明提供一种用于节点检测的检测装置及检测方法。
2、本发明提供的一种用于节点检测的检测装置采用如下的技术方案:
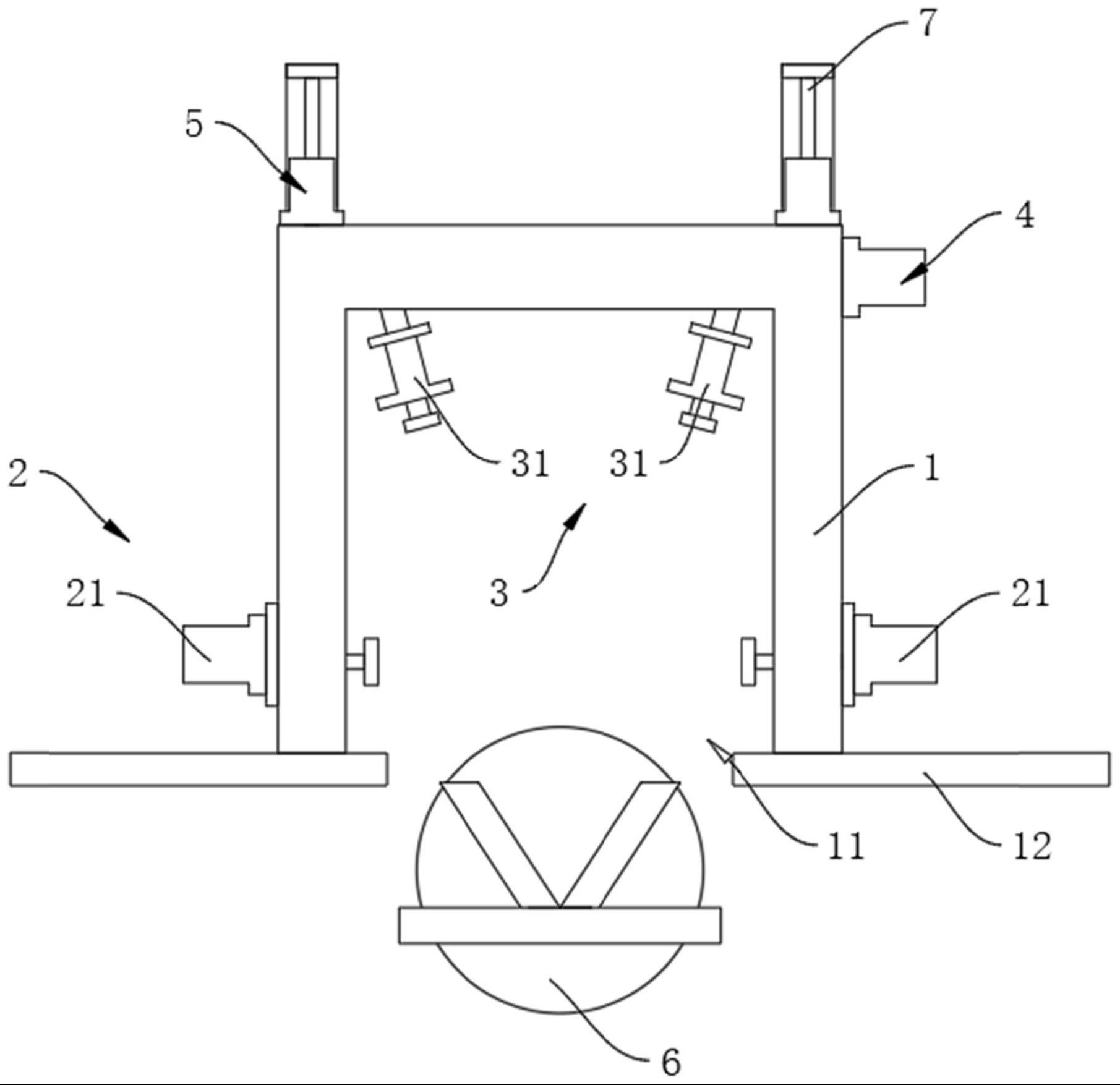
3、一种用于节点检测的检测装置,包括框架主体及设置于框架主体上的主管定位组件、支管定位组件、第一驱动组件,所述框架主体的一侧开设有开口,所述支管定位组件设置于所述开口内部,所述第一驱动组件用于调节所述支管定位组件,使其与两个支管的位置相适配;检测时,支管位于开口内,主管定位组件用于连接主管的两端,支管定位组件用于连接两个支管;所述主管定位组件对主管施力检测主管焊接节点,所述支管定位组件对两个支管施力检测支管焊接节点。
4、通过采用上述技术方案,对零件试样进行检测时,使支管进入框架主体上的开口内部,通过主管定位组件连接主管的两端,支管定位组件与两个支管连接,主管定位组件和支管定位组件能够从不同角度对主管和支管施加力,从而能够准确测量出焊接节点在多种复杂荷载条件下的力学性能,且主管与支管之间的节点朝向开口,避免支管脱落后发生事故,检测过程中安全性能较好。
5、作为进一步优选的,所述主管定位组件包括两个第一油缸,两个所述第一油缸分别设置于所述开口的两侧。
6、通过采用上述技术方案,将主管的端部与第一油缸的活塞杆进行焊接,从而使主管和第一油缸连接成整体,通过第一油缸对主管施加拉力和推力,能够检测主管上焊接节点位置在不同荷载下的力学性能。
7、作为进一步优选的,所述支管定位组件包括两个第二油缸,两个所述第二油缸均活动连接于所述开口内部。
8、通过采用上述技术方案,检测时使第二油缸与支管进行连接,连接前通过第一驱动组件驱动第二油缸移动,使第二油缸处于合适的位置,以便于其能够较好的与支管的位置相对应,从而在连接时更加稳定,检测结果更加准确。
9、作为进一步优选的,所述第一驱动组件包括双向丝杆、第一驱动件和两个安装块,两个所述安装块沿平行于主管的轴线方向滑动连接于所述框架主体上,两个所述第二油缸设置于对应的安装块上,所述双向丝杆转动连接于所述框架主体上,两个所述安装块分别与双向丝杆对应的端部螺纹连接适配,所述第一驱动件用于驱动双向丝杆转动。
10、通过采用上述技术方案,第一驱动件驱动双向丝杆转动时,能够驱动两个安装块同时相互靠近或者相互远离,进而带动两个第二油缸运动,由于待检测零件试样呈k型,两个支管呈对称设置,因此两个第二油缸同步运动能够较好较快的实现与对应的支管位置相对接,提高零件试样的安装效率。
11、作为进一步优选的,所述第一驱动组件还包括两个连接座,两个所述连接座分别转动连接于对应的所述安装块上,所述第二油缸可拆卸连接于所述连接座上。
12、通过采用上述技术方案,第二油缸安装于连接座上,连接座与安装块之间为转动连接,从而便于调节第二油缸与安装块之间的角度,以便于第二油缸能够较好的与支管进行连接。
13、作为进一步优选的,所述第一油缸沿所述开口开设方向滑动设置,所述框架主体上设置有用于驱动第一油缸运动的第二驱动组件。
14、通过采用上述技术方案,第二驱动组件驱动第一油缸运动,使得第一油缸能够与支管进行连接,实现与第二油缸不同方向对焊接节点施力,进一步提高了对该零件试样的荷载复杂程度,提高检测准确性。
15、作为进一步优选的,所述第二驱动组件包括滑块、螺纹杆和第二驱动件,所述滑块滑动设置于所述框架主体上,所述第一油缸设置于所述滑块上,所述螺纹杆转动连接于所述框架主体上且与所述滑块螺纹连接适配,所述第二驱动件用于驱动螺纹杆转动。
16、通过采用上述技术方案,第二驱动件驱动螺纹杆转动使滑块在框架主体上滑动,第一油缸设置于滑块上,从而能够带动第一油缸运动,提高第一油缸的运动稳定性。
17、作为进一步优选的,所述框架主体上滑动设置有两个限位件,两个所述限位件用于开启和关闭所述开口,所述限位件与主管的外壁抵接,使主管位于开口内部或外部。
18、通过采用上述技术方案,当检测时仅对支管进行推动或拉动,通过滑动限位件,使限位件对主管的位置进行限位,能够便于实现对支管进行推动或拉动,从而无需使主管与第一油缸之间进行连接,提高检测效率,降低工作人员劳动强度。
19、作为进一步优选的,还包括放置盘和滑动轨道,所述框架主体滑动设置于所述滑动轨道上,所述放置盘在放置主管和支管后转动角度。
20、通过采用上述技术方案,在对零件进行检测时,将其放置于放置盘上,通过驱动放置盘转动,调整零件的角度,从而使零件处于最佳检测角度,零件调整后,框架主体在滑动轨道上运动,使支管进入开口内部,避免零件进入开口内部后需要调整不便于操作的情况。
21、本发明提供的一种用于节点检测的检测方法采用如下的技术方案:
22、一种用于节点检测的检测方法,其采用检测装置进行,包括如下步骤:
23、步骤一:确定框架主体和主管、支管的相对位置,使支管位于开口内;
24、步骤二:通过主管定位组件连接主管的两端,支管定位组件与两个支管连接;
25、步骤三:主管定位组件对主管施加拉力,测量主管上焊接节点的性能;
26、步骤四:支管定位组件对支管施加拉力或推力,测量支管和主管之间焊接节点的性能。
27、综上所述,本发明至少包括以下有益技术效果:
28、1.对零件试样进行检测时,使支管进入框架主体上的开口内部,通过主管定位组件连接主管的两端,支管定位组件与两个支管连接,主管定位组件和支管定位组件能够从不同角度对主管和支管施加力,从而能够准确测量出焊接节点在多种复杂荷载条件下的力学性能;
29、2.检测时使第二油缸与支管进行连接,连接前通过第一驱动组件驱动第二油缸移动,使第二油缸处于合适的位置,以便于其能够较好的与支管的位置相对应,从而在连接时更加稳定,检测结果更加准确;
30、3.在对零件进行检测时,将其放置于放置盘上,通过驱动放置盘转动,调整零件的角度,从而使零件处于最佳检测角度,零件调整后,框架主体在滑动轨道上运动,使支管进入开口内部,避免零件进入开口内部后需要调整不便于操作的情况。
- 还没有人留言评论。精彩留言会获得点赞!