一种汽车塑料风道长度、孔位及壁厚检测装置及方法与流程
本发明涉及汽车部件检测领域,具体说是汽车塑料风道长度、孔位及壁厚检测装置及方法。
背景技术:
1、汽车塑料风道的结构如图1所示,它包括主道101和两个支道102,远离支道102的主道101一端为进气口,远离主道101的主道102一端为出气口,主道101与两个支道102的相连处有连接部103,连接部103上有固定孔104。汽车塑料风道一般是由吹塑工艺制得的。为了保证产品质量,生产厂商均需要对塑料风道长度、孔位及壁厚进行检测。传统的做法是设置一个简易的定位装置,将塑料风道固定后,利用皮尺对汽车塑料风道的两支道出气口到主到进气口的位置进行测量,从而检测汽车风道的长度,通过测量两个支道出气口间的距离,检测汽车风道的孔位。人工使用皮尺测量孔位和长度的需要的步骤较多,检测效率较低。塑料风道的主道到支道相连处较短,可以采用手持测厚规测量该段的壁厚。然而,塑料风道的支道较长,手持测厚规无法伸入其中进行测量。现有技术的做法是采用将塑料风道的支道切断呈若干短段,再用手持测厚规进行测量。然而,该方法属于破坏性测量,只适合抽检的情况。遇到客诉需要对整批产品进行全检时,破坏检测的方式就无法适用,现有技术的做法是通过超声波测厚仪进行测量,然而,超声波测厚仪需要配合专用的耦合剂使用,耦合剂为消耗品,一般需由超声波测厚仪的厂商定制,价格较高,导致检测的成本较高。
技术实现思路
1、本发明要解决的技术问题是提供一种汽车塑料风道长度、孔位及壁厚检测装置及方法,采用该装置及方法的效率高,适合全检,成本较低。解决了现有技术中检测效率低,适用全检和检测成本较高的问题。
2、为解决上述问题,提供以下技术方案:
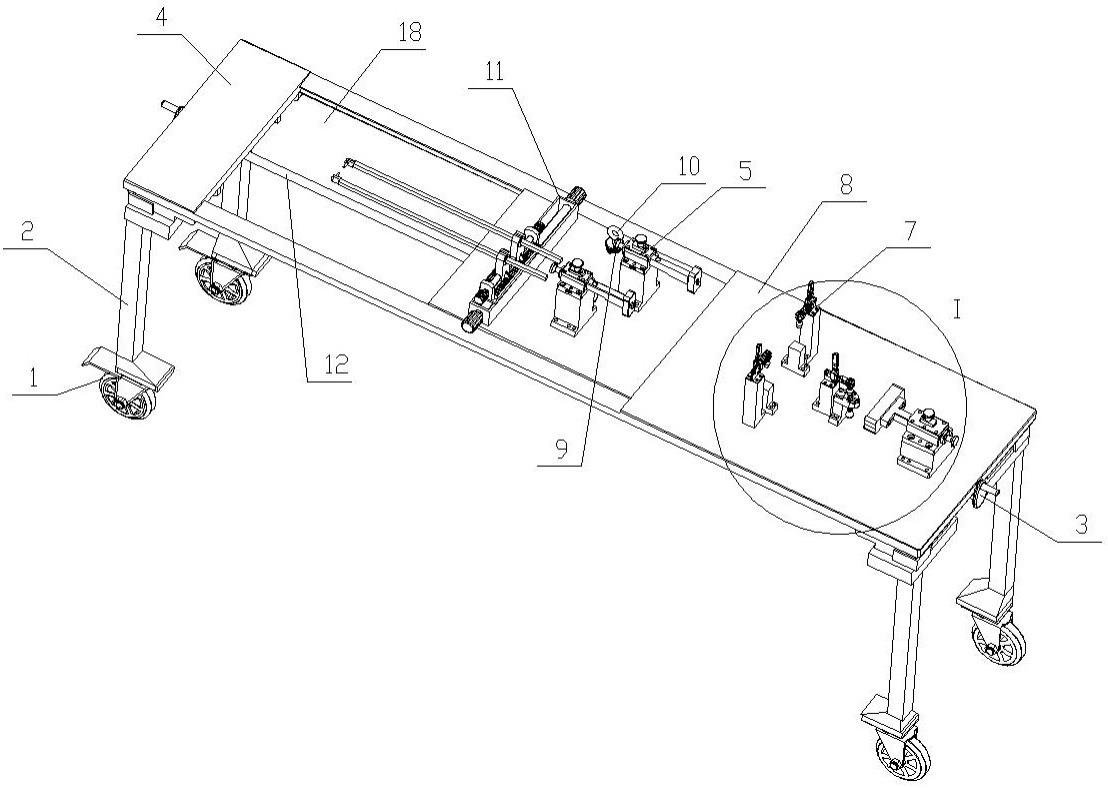
3、本发明的汽车塑料风道长度、孔位及壁厚检测装置包括支架,支架顶部有水平布置的支撑板,支撑板上板面上有用于放置塑料风道连接部的支撑垫,支撑垫的上表面上有与塑料风道连接部固定孔相适配的定位销,支撑垫后方两侧的支撑板上板面上有用于放置塑料风道两支道的等高垫,所述支撑垫后方和等高垫外侧的支撑板上均有压紧机构。其特点是,所述支撑垫前方和等高垫后方均有用于检测塑料风道进气口、出气口孔位和大小的第一检测部件。所述第一检测部件包括支撑座和检测头,检测头与对应的进气口或出气口大小相适配,检测头与支撑座间有用于带动检测头进入、退出进气口或出气口的连接件。所述等高垫后方有用于检测塑料风道支道壁厚的第二检测部件。所述第二检测部件包括位于等高垫后方的滑块,滑块呈沿塑料风道的横向滑动状配合,滑块上有两个活动块,活动块与滑块间均呈沿塑料风道的横向滑动状配合,活动块上均有沿塑料风道长度方向布置的水平长杆,两个水平长杆间呈并排布置,水平长杆与活动块间呈沿水平长杆的长度方向滑动状配合,水平长杆的前端均有朝向另一个水平长杆布置的水平探针。
4、采用上述方案,当塑料风道的长度大于或小于预设值,三个检测头完全进入对应的进气口和出气口,当塑料风道的进气口和出气口的孔位出错时,三个检测头也没法完全进入对应的进气口和出气口,因而,通过调整三个检测头的位置即可实现塑料风道的长度和孔位检测。通过调整水平长杆的位置即可对应塑料风道支道的壁厚进行检测,无需破坏塑料风道,也无需使用到耦合剂。
5、其中,所述连接件包括位于支撑座顶部的固定套,固定套的轴线与对应的进气口或出气口的轴线重合,固定套内有移动杆,移动杆与固定套间呈滑动状配合,固定套的顶部有插销孔,插销孔内有竖直布置的插销,插销下方的移动杆上沿移动杆滑动方向依次设置有两个定位孔,所述检测头位于进气口或出气口对应的移动杆一端上,当插销位于靠近对应进气口或出气口的那个定位孔中时,检测头位于对应的进气口或出气口外,当插销位于远离对应进气口或出气口的那个定位孔中时,检测头位于对应的进气口或出气口内。
6、采用上述方案,通过两个定位孔设定检测位置和待检测位置,检测时,通过将移动杆向塑料风道移动,检测头可完全进行,则判断合格,不可完全进行则判断不合格,进一步简化了检测过程,提高了检测效率。
7、所述等高垫后方的支撑板上有沿塑料风道纵向布置的第一导向槽,第一导向槽的两个侧壁间有水平布置的滑板,滑板与第一导向槽间呈沿第一导向槽的纵向滑动状配合。所述滑板的上板面上有向上凸出的中心圆台,所述支撑板上方有长方形的转动板,中心圆台对应的那段转动板上有中心孔,转动板通过中心孔套在中心圆台上,且转动板与中心圆台间呈竖向固定、周向转动状配合。用于检测塑料风道出风口的两个第一检测部件位于所述中心孔一侧的转动板上,所述第二检测部件位于中心孔另一侧的转动板上,第一检测部件和第二检测部件依次沿转动板的纵向布置;当转动板转动到第一检测部件靠近塑料风道,用于检测塑料风道的长度和孔位;当转动板转动到第二检测部件靠近塑料风道,用于检测塑料风道支道的壁厚。
8、采用上述方案,将两个第一检测部件和第二检测部件安装在转动板上,利用转动板的转动切换检测项目,从而减少了整个装置的体积,且避免了两者在检测过程中出现干涉现象。
9、所述中心圆台两侧的滑板对称设置有限位孔,两个限位孔依次沿第一导向槽的横向布置,所述转动板上有竖向布置的限位销,限位销的下端呈半球形,限位销与转动板间呈上、下滑动状配合,限位销对应的转动板上有让位孔,限位销与转动板间有拉伸弹簧,在拉伸弹簧处于未收外力时,限位销穿过让位孔伸入到其中一个限位孔内。
10、采用上述方案,需要旋转转动板时,向上拉动限位销,使其下端离开所在的限位孔,再旋转转动板,当限位销转动到另一个限位孔上方时,在拉伸弹簧的作用下,限位销自动进入到该限位孔中,从而确保旋转角度的精确性。
11、所述第一导向槽下方的支架上有贯穿其纵向的第一水平螺杆,第一水平螺杆两端与支架间均呈周向转动、轴向固定状配合,所述滑板底部固定有第一水平螺母,第一水平螺母与第一水平螺杆螺纹连接,使得转动第一水平螺杆,滑板沿第一导向槽的纵向滑动。
12、采用上述方案,通过转动第一水平螺杆带动滑板和转动板活动,且利用第一水平螺母与第一水平螺母的螺纹自锁,可避免检测过程中出现移位而导致检测结果不准确的问题。
13、所述第二检测部件含有贯穿转动板横向的导向条,导向条的上表面上有沿其纵向布置的导槽,导槽内有水平布置的第二螺杆,第二螺杆两端穿过导向条两端伸出在外,第二螺杆与导向条间呈周向转动、轴向固定状配合,所述滑块位于导槽内,滑块两侧与导槽的槽壁间呈滑动状配合,滑块下部有螺纹孔,滑块通过螺纹孔套在第二螺杆上,使得转动第二螺杆,滑块沿导槽滑动。所述滑块顶部有沿转动板横向布置的第二导向槽,所述活动块下部均位于第二导向槽内,且活动块均与第二导向槽间呈滑动状配合,活动块外侧的滑块一端均有竖直布置的支撑牌,支撑牌与靠近的那个活动块间均有水平布置的第三螺杆,第三螺杆的一端穿过支撑牌伸出的支撑牌外侧,第三螺杆的另一端均穿过对应的活动块伸入到两个活动块间,第三螺杆与对应的活动块间呈螺纹连接,使得第三螺杆转动,活动块沿第二导向槽滑动。所述第二导向槽两侧的滑块上表面上均有刻度,刻度对应的活动块侧壁上均有凸出的指示部。
14、采用上述方案,利用滑块带动同时带动两个水平长杆移动,因而仅需一套水平长杆即可实现对两个塑料风道支道的检测,节约了成本。而且,采用第二螺杆与滑块的螺纹自锁、第三螺杆与活动块的螺纹自锁也避免检测过程中出现移位而导致检测结果不准确的问题。
15、所述活动块的上部有方孔,方孔内壁覆盖有阻尼块,所述水平长杆的断面呈方形,水平长杆穿过对应的方孔,且水平长杆外壁与阻尼块相抵,水平长杆的外壁上有刻度。
16、采用上述方案,利用方孔与方形的水平长杆配合,可防止水平长杆转动,利用阻尼块可避免滑动过松影响测量,采用刻度可确保两个水平探针同轴。
17、一种汽车塑料风道长度、孔位及壁厚检测方案,其特点是:
18、采用上述的装置作为其中一个检测设备,具体操作步骤如下:
19、第一步,固定塑料风道
20、将待检测的塑料风道放置到支撑垫与等高垫间,使定位销插入到塑料风道连接部的固定孔中,再锁紧三个压紧机构,使得汽车塑料风道固定在支撑板上。
21、第二步,大端壁厚检测
22、利用手持测厚规对塑料风道大端的壁厚进行检测,如果壁厚检测合格则进入第三步,如果壁厚检测不合格,松开压紧机构,取下塑料风道,判断该产品为不合格产品,结束此次测量。
23、第三步,长度和孔位检测
24、首先,旋转转动板180°,使第一检测部件靠近塑料风道;接着,驱动滑板前进,使靠近第一检测部件的转动板一端与靠近塑料风道的第一导向槽一端相抵;之后,依次将三个第一检测部件的插销调整到位于远离对应进气口或出气口的那个定位孔中,在调整过程中,如果有任一检测头无法完全进入对应的进气口或出气口中,则判断该塑料风道不合格,复位第一检测部件,松开压紧机构,取下塑料风道,结束此次测量,如果检测头均完全进入对应的进气口或出气口中则进入第四步;
25、第四步,支道壁厚检测
26、s1,首先,复位三个第一检测部件;之后,驱动滑板带动转动板后退到极限位置,旋转转动板180°,使第二检测部件靠近塑料风道;接着,驱动滑板前进,直至活动块到目标支道的长度小于水平长杆的最大伸出长度;之后,转动第二螺杆带动滑块移动,使其中一个水平长杆朝向塑料风道的一个支道出气口,另一个水平长杆朝向塑料风道的两个支道间;
27、s2,自该支道的出气口到该支道与主道相连处依次任选6个以上的测量点进行壁厚测量,测量点需要包括支道出气口和支道与主道相连处;
28、测量的过程是:先推动位于两个支道间的那个水平长杆,使其水平探针位于第一个测量点;然后,推动朝向支道出气口的那个水平长杆、使其探针进入到对应的支道,通过刻度确保两个水平长杆的水平探针同轴;然后,转动位于支道内的那个水平长杆的对应第三螺杆,驱动对应的活动块带动水平长杆、使水平探针与支道内侧壁相抵;之后,转动另一个第三螺杆,使另一个水平长杆的水平探针与支道的外侧壁相抵;之后,通过两个活动块的指示部与滑块的刻度读出两个活动块间的距离d,根据该d即可得出当前位置的支道壁厚;如此往复,如果水平长杆最大伸出的长度后,水平探针仍没法到达测量点外侧,则驱动滑板移动,确保水平长杆的最大伸出的长度后,水平探针可到达测量点外侧,直至所有测量点全部检测完成即可;在测试过程,如果有测量点的壁厚不符合要求,复位水平长杆,松开压紧机构,取下塑料风道,判断该塑料风道不合格,结束此次测量,如果所有测量点的壁厚均符合要求,则进入下一步;
29、s3,先向后移动两个水平长杆,使两个水平长杆均后退到出风口后方,驱动滑板带动转动板后退到极限位置;接着,驱动滑板前进,直至活动块到目标支道的长度小于水平长杆的最大伸出长度;转动第二螺杆带动滑块移动,使其中一个水平长杆朝向塑料风道的第二个支道,另一个水平长杆朝向塑料风道的两个支道间;重复s2,在测试过程,如果有测量点的壁厚不符合要求,复位水平长杆,松开压紧机构,取下塑料风道,判断该塑料风道不合格,结束此次测量,如果有所有测量点的壁厚均符合要求,复位水平长杆,松开压紧机构,取下塑料风道,判断该塑料风道为合格品,结束此次测量。
30、其中,选出测量点后,在每个测量点对应的塑料风道外侧壁上均涂覆标记点。
31、采取以上方案,具有以下优点:
32、由于本发明的汽车塑料风道长度、孔位及壁厚检测装置的支撑垫前方和等高垫后方均有用于检测塑料风道进气口、出气口孔位和大小的第一检测部件,等高垫后方有用于检测塑料风道支道壁厚的第二检测部件,第二检测部件包括位于等高垫后方的滑块,滑块呈沿塑料风道的横向滑动状配合,滑块上有两个活动块,活动块与滑块间均呈沿塑料风道的横向滑动状配合,活动块上均有沿塑料风道长度方向布置的水平长杆,两个水平长杆间呈并排布置,水平长杆与活动块间呈沿水平长杆的长度方向滑动状配合,水平长杆的前端均有朝向另一个水平长杆布置的水平探针。检测方法是,先将待检测的塑料风道固定到检测装置上,再利用手持测厚仪测试塑料风道大端壁厚,之后利用检测装置检测塑料风道的长度、孔位和支道壁厚即可。该检测装置通过改变三个第一检测部件的检测头位置即可实现塑料风道的长度和孔位检测,与背景技术中需要通过皮尺测量相比大大简化了检测过程,提高了检测效率。而且,利用第二检测部件即可实现塑料风道支道壁厚检测,且无需破坏塑料风道,从而可适用全检,且没有消耗品,成本较低。
- 还没有人留言评论。精彩留言会获得点赞!