一种确定钢铁阳极反应速率控制过程的方法
本发明属于钢铁的腐蚀与防护,具体涉及一种确定钢铁阳极反应速率控制过程的方法。
背景技术:
1、钢铁材料作为最常见的结构材料被广泛应用各种工业领域。然而在实际应用过程中,钢铁腐蚀是一种常见的现象,因钢铁腐蚀对经济造成的巨大损失以及环境污染问题引起广泛关注。纯铁是常用钢铁材料的基体材料,广泛应用于电磁材料、合金材料等领域。管线钢作为油气运输管道的主要材料,其工况复杂,油气长输管道不可避免途径地质条件或环境条件恶劣的特殊地段,管道表面极易受到土壤中离子的侵蚀而发生局部腐蚀,一旦发生会导致材料失效,就会影响管道运输的稳定性,造成经济损失的同时,管道内泄露的天然气和原油还会污染环境,给人民群众的生命安全带来严重威胁。因此,在管线钢材料投入使用之前需要对其在特定服役环境下的腐蚀性能进行研究,并通过一系列的防护措施尽量的减少局部腐蚀、延迟局部腐蚀发生的时间,避免因为管线钢局部腐蚀造成的损失和意外。
2、点蚀是钢铁局部腐蚀中最典型的一种形式,且一旦发生可能会诱导应力腐蚀或腐蚀疲劳的产生。一般认为钢铁的点蚀与其阳极反应速率控制过程有关,由于点蚀的局部几何空间狭小且常常有腐蚀产物遮住孔口,导致直接测量点蚀形状和尺寸困难,影响对点蚀作用下钢铁阳极反应速率控制过程的准确判断。因此,目前确定钢铁阳极反应速率控制过程的方法还比较复杂,且测量过程不易控制。
技术实现思路
1、本发明的目的在于提供一种确定钢铁阳极反应速率控制过程的方法,通过在电化学极化过程中引入外部磁场,影响溶液中离子和腐蚀产物的迁移,控制钢铁阳极反应速率。
2、为达到上述发明创造目的,本发明采用如下技术方案:
3、一种确定钢铁阳极反应速率控制过程的方法,该方法包括如下步骤:
4、1)电极体系准备
5、将纯铁或x70管线钢电极试样非工作面用点焊与铜线相连,之后用环氧树脂进行绝缘封装,并将工作面打磨后进行机械抛光;将工作电极、参比电极和对电极构成三电极体系,并与电化学工作站接通;
6、2)配制腐蚀溶液
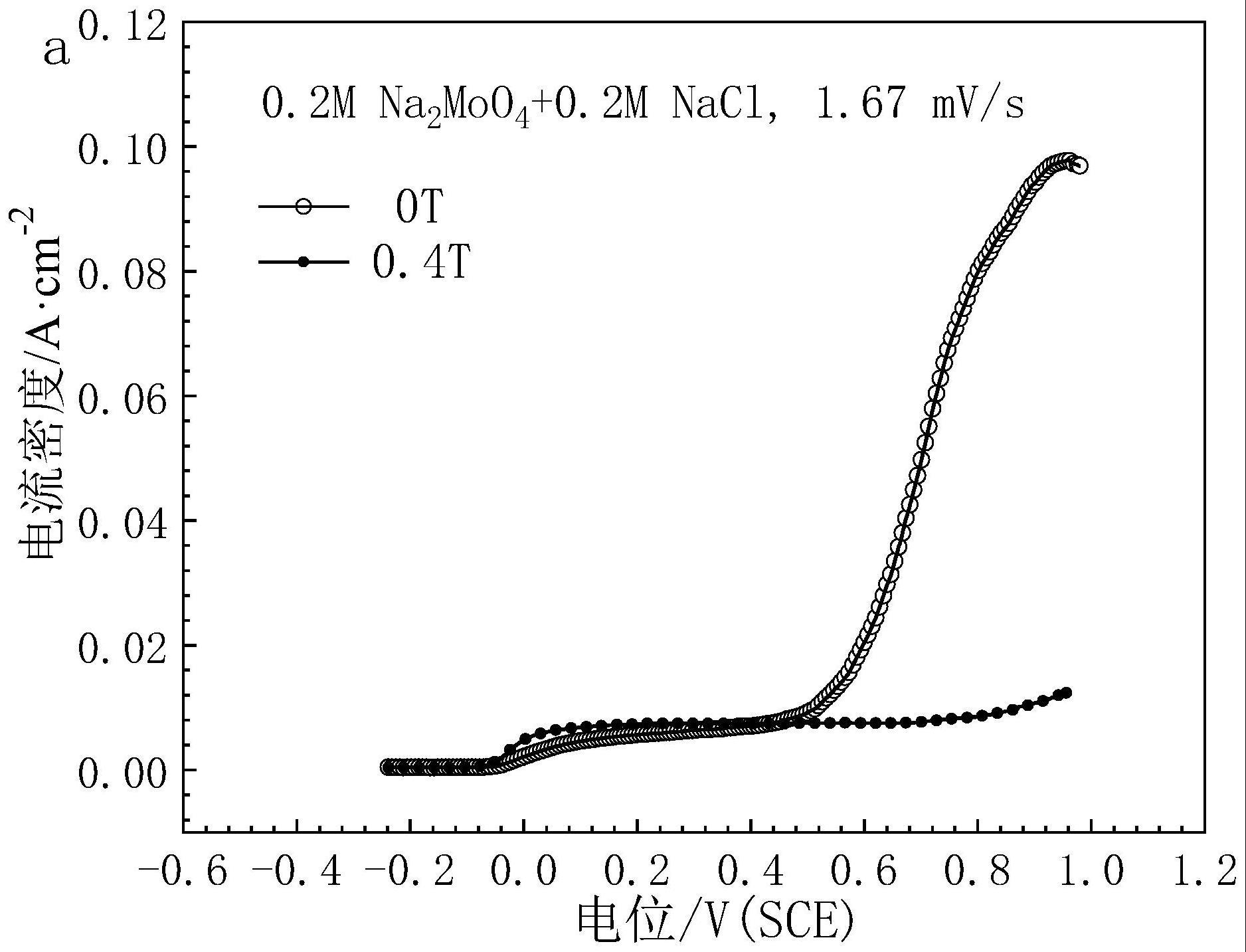
7、所述的电极试样为纯铁电极时,用去离子水配制xmol/lna2moo4+0.20mol/lnacl溶液作为纯铁电极的腐蚀溶液,x=0.02~0.30;所述的电极试样为x70管线钢电极时,用去离子水配制0.1mol/lnahco3+ymol/lna2so4的溶液作为x70管线钢的腐蚀溶液,y=0.0001~0.60;
8、3)开路电位测试
9、将工作电极在上述腐蚀溶液中浸泡直至开路电位达到稳定状态;
10、4)施加磁场后的动电位扫描极化曲线测试
11、将电极体系放置于外加磁场环境中,外加磁场为与钢铁电极工作面平行的水平磁场,磁感应强度为0.10~1.00t,然后进行动电位扫描极化曲线测试,获得阳极极化曲线;动电位扫描极化曲线测试从自腐蚀电位开始至过钝化区电位结束,扫描速率为10~200mv/min;
12、5)恒电位极化
13、所述的电极试样为纯铁电极时,根据纯铁的阳极极化曲线,在预钝化区、钝化区和过钝化区,电位在0~1v范围内选取2~3个不等电位间距的电位,进行磁场作用下的恒电位极化,极化时间为50~1800s;
14、所述的电极试样为x70管线钢电极时,根据x70管线钢的阳极极化曲线,在预钝化区,电位在-0.7v~0v范围内取4个等电位间距的电位,进行磁场作用下的恒电位极化,极化时间为100~1500s;
15、6)确定钢铁局部腐蚀反应速率控制过程
16、根据恒电位极化过程中,施加磁场后电流密度是上升或者下降来确定纯铁或管线钢局部腐蚀反应速率控制过程。当电流密度上升时,说明腐蚀过程中宏观磁流体动力学控制的作用较小;当电流密度下降时,说明腐蚀过程中宏观磁流体动力学的作用占主导地位。
17、优选地,在所述步骤1)中,工作电极试样是直径为1~10mm,高度为2~8mm的钢铁圆柱电极,非工作面用环氧树脂封存。
18、优选地,在所述步骤1)中,依次用400#、600#、1000#、1500#水磨砂纸对钢铁电极的工作面打磨,然后依次用去离子水和酒精清洗、脱脂后吹干。
19、优选地,在所述步骤1)中,工作电极为纯铁或x70管线钢电极,参比电极为饱和甘汞电极,对电极为铂电极。
20、优选地,在所述步骤2)中,纯铁的腐蚀溶液为含xmol/lna2moo4+0.20mol/lnacl溶液,x=0.1~0.2,优选由分析纯化学试剂na2moo4和温度为25℃时电阻率不低于1.0mω·cm的去离子水配制而成;
21、x70管线钢的腐蚀溶液为含0.1mol/lnahco3+ymol/lna2so4溶液,y=0.05~0.50。优选由分析纯化学试剂nahco3与na2so4和温度为25℃时电阻率不低于1.0mω·cm的去离子水配制而成。
22、在所述步骤3)中,工作电极在腐蚀性溶液中的浸泡时间为10~200min,优选浸泡时间60min。
23、优选地,在所述步骤4)中,磁场由配备恒流电源的em-3型电磁铁产生,磁场方向平行于钢铁电极工作面,磁感应强度为0.10~0.50t。
24、优选地,在所述步骤4)中,动电位扫描极化曲线测试从自腐蚀电位开始至过钝化区电位结束,无特别说明,所述电位均相对于参比电极;优选扫描速率为30~180mv/min,最优选扫描速率为100mv/min。
25、优选地,在所述步骤5)中,所述的电极试样为纯铁电极时,纯铁在钝化区和过钝化区,电位在0.1~0.9v范围内选取2~3个不等电位间距的电位,进行磁场作用下的恒电位极化,极化时间为80~1600s;所述的电极试样为x70管线钢电极时,根据x70管线钢的阳极极化曲线,在预钝化区,电位在-0.7v~0v范围内取4个等电位间距的电位,进行磁场作用下的恒电位极化,极化时间为300~1200s。
26、优选地,外加磁场确定钢铁局部腐蚀反应速率控制过程的方法中,所有过程均在室温下(22~25℃)进行。
27、通过观察外加磁场对纯铁在xmol/lna2moo4+0.20mol/lnacl溶液中,x=0.02~0.30,x70管线钢在0.1mol/lnahco3+ymol/lna2so4溶液中,y=0.0001~0.60,恒电位极化过程中阳极电流密度的影响,同时结合施加磁场前电极表面的点蚀形貌。发现外加磁场后阳极电流密度增加时,对应的工作电极表面点蚀形貌基本为开口型,此时主要是宏观磁流体动力学控制;而外加磁场后阳极电流密度降低时,对应的工作电极表面点蚀形貌基本为闭口型时,此时主要是微观磁流体动力学控制。
28、本发明与现有技术相比较,具有如下显而易见的突出实质性特点和显著优点:
29、1.本发明不需要直接测量点蚀的形貌,通过在钢铁材料恒电位极化时施加磁场或撤去磁场后阳极电流密度的变化,就能准确确定与钢铁点蚀有关的阳极反应速率控制过程。
30、2.本发明测量可重复性好,测量过程易于控制;
31、3.本发明方法简单易行,成本低,适合推广使用。
- 还没有人留言评论。精彩留言会获得点赞!