一种取料吸嘴性能检测装置及检测方法与流程
本发明涉及吸嘴制造,尤其是指一种取料吸嘴性能检测装置及检测方法。
背景技术:
1、取料吸嘴是用于机械生产制造中一种常见的取料配件,其构造主要为扁平锥形吸嘴和风琴形吸嘴;常见的取料吸嘴主要为柔性的橡胶材质;取料吸嘴的工作是由真空泵抽出取料吸嘴与物体表面间的气体,使取料吸嘴与物体表面之间形成负压,从而使取料吸嘴牢牢吸附于物品表面,用于物料的搬运工作。
2、取料吸嘴是通过内部的负压将物料进行吸附,因此,取料吸嘴的密封性能便至关重要;取料吸嘴在加工制造完成后,需要进行质量检测,取料吸嘴在加工完成后,通过送料机穿过外观检测机进行外观质量检测,由于去除残缺损坏的取料吸嘴;但是,取料吸嘴中存在部分是外观没有损伤,而是内部存在裂缝的质量缺陷;为此,会在取料吸嘴生产过程中随机抽样进行密封性能检测。
3、虽然抽样进行密封性能检测能够有效的判断同批生产的取料吸嘴质量问题,但是取料吸嘴中只有少量内部存在裂缝的质量缺陷时,抽样检测的方式,难以完成去除存在质量问题的取料吸嘴,容易造成存在质量问题的取料吸盘流入市场中,造成经济和信誉的损失。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中随机抽样进行密封性能检测时,难以完成去除存在质量问题的取料吸嘴的问题。
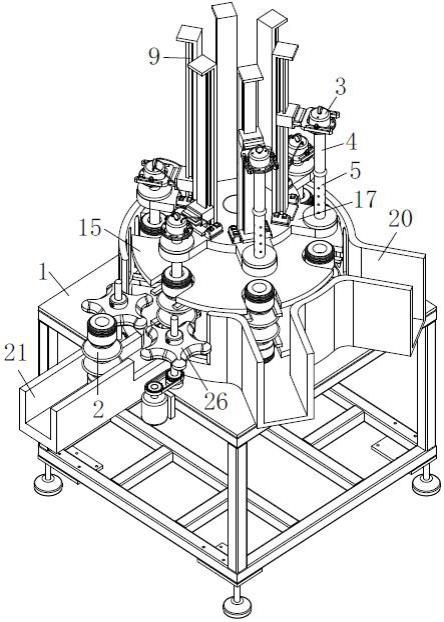
2、为解决上述技术问题,本发明提供了一种取料吸嘴性能检测装置,包括操作台;所述操作台的一侧设置有直线送料结构,且送料机构用于输送取料吸嘴;所述操作台的中部设置有旋转送料结构;所述旋转送料结构的顶部环绕设置有多个升降结构;所述升降结构上设置有空心顶座;所述空心顶座的底部螺纹安装有空心连接杆;所述空心连接杆的底部螺纹安装有空心抽气管;所述空心抽气管的外圈均匀开设有多个气孔;所述空心抽气管滑动贯穿取料吸嘴的内圈;所述空心抽气管的顶部与底部外圈均设置有气密结构;所述旋转送料结构的顶部固接有多个一号气泵,且一号气泵与升降结构相对应;所述一号气泵与空心顶座通过弹簧气管连通;所述空心顶座的顶面中部固接有气压传感器,且气压传感器的检测端贯穿空心顶座的顶面;通过直线送料结构输送到旋转送料结构上,旋转送料结构带动取料吸嘴进行匀速旋转.升降结构带动空心抽气杆和空心连接杆竖直插入到取料吸嘴的内部,气密结构将取料吸嘴的两端堵塞密封,使得取料吸嘴的内部处于密封环境;一号气泵将取料吸嘴内部的空气抽出,使得取料吸嘴的内部保持负压环境;通过气压传感器实时检测取料吸嘴内部的气压变化,判断取料吸嘴是否存在漏气的情况;从而实现了取料吸嘴的全面检测,提高了取料吸嘴的质量。
3、在本发明的一个实施例中,所述升降结构包括直线滑轨;所述旋转送料结构的顶部环绕固接有多个直线滑轨,且直线滑轨竖直设置;所述空心顶座的外圈栓接有u形固定板;所述u形固定板与直线滑轨的滑块固接;直线滑轨的滑块带动空心顶座、空心抽气杆和空心连接杆进行升降,从而使得空心连接杆能够准确地插入到取料吸嘴的内部。
4、在本发明的一个实施例中,所述气密结构包括二号气泵;所述旋转送料结构的顶部固接有多个二号气泵,且二号气泵与升降结构相对应;所述空心抽气管的两端内部均设置有气管接头;所述气管接头的顶部与底部均设置有连接口;所述气管接头的中部外圈均匀设置有多个分流口;两个所述气管接头之间的连接口通过一号气管连通;底部所述气管接头的底部连接口安装有密封塞;顶部所述气管接头的顶部连接口连接有二号气管;所述二号气管的顶端贯穿空心顶座的顶面,所述二号气泵与二号气管通过弹簧气管连通;所述空心抽气管的两端凹槽内部固接有环形密封气囊;所述环形密封气囊的内圈连通多个气嘴;所述环形密封气囊的气嘴贯穿空心抽气管的外壁,且环形密封气囊的气嘴与气管接头的分流口连通;所述空心抽气管的底端螺纹安装有密封帽;环形密封气囊充气膨胀,环形密封气囊的外壁与取料吸嘴的两端内壁挤压接触,使得取料吸嘴的内部处于密封环境,从而便于对取料吸嘴的内部进行负压检测。
5、在本发明的一个实施例中,所述旋转送料结构包括主轴;所述操作台的中部转动安装有主轴;所述操作台的底部设置有驱动单元,且驱动单元驱动主轴旋转;所述主轴的顶部外圈固接有一对转盘;所述转盘的外圈均匀开设有多个槽口;所述取料吸嘴的两端外圈分别与相对应的两个槽口滑动配合;所述主轴的顶端固接有顶板;所述直线滑轨、一号气泵和二号气泵均固接在顶板的顶面;所述顶板的外圈固接有多个凸起,且凸起与转盘的槽口相对应;所述空心连接杆与空心抽气管滑动贯穿顶板的凸起;用于带动取料吸嘴进行旋转运输,便于将每个取料吸嘴进行单独检测,以及良品和次品的分离工作。
6、在本发明的一个实施例中,所述驱动单元包括一号电机;所述操作台的底部固接有一号电机;所述一号电机的转轴外圈与主轴的底部外圈均固接有齿轮;两个所述齿轮之间相啮合;为旋转送料结构提供充足的动力。
7、在本发明的一个实施例中,所述操作台的顶面固接有圆筒形的外壳;所述外壳的内部底面与底部的转盘底面滑动配合;所述外壳的内圈套在两个转盘的外圈;所述外壳的一侧开设有进料口,且进料口连通直线送料结构;所述外壳的外侧设置有次品出口和良品出口;通过外壳与转盘之间的配合,阻挡槽口内部的取料吸嘴在旋转运输的过程中脱离的概率,提高了取料吸嘴运输的安全性。
8、在本发明的一个实施例中,所述直线送料结构包括直线送料机;所述直线送料机的出口连通外壳的进料口;所述直线送料机上均匀输送取料吸嘴,且取料吸嘴为竖直状态;所述直线送料机的出口两侧均设置有步进上料单元;所述步进上料单元包括转杆;所述操作台的顶面靠近直线送料机的一侧转动安装有转杆;两个所述转杆分别位于直线送料机的出口两侧;所述操作台靠近直线送料机的一侧顶部固接有二号电机;所述二号电机的转轴外圈与转杆的底部外圈均固接有同步轮;两个所述同步轮的外圈套设有同步带;所述转杆的外圈栓接有拨料轮;所述拨料轮的外圈均匀开设有多个料槽;两侧所述拨料轮的转动方向相反,且转速相同;两侧所述拨料轮的料槽相对应;两侧所述拨料轮的料槽与取料吸嘴的外壁滑动配合;两个拨料轮的料槽将取料吸嘴夹持送入到转盘的槽口的内部,从而实现了取料吸嘴的分隔步进上料工作,继而将取料吸嘴进行分隔,便于后续的检测工作。
9、在本发明的一个实施例中,两个所述转盘之间固接有安装柱;所述安装柱的外圈均匀设置有多个夹持单元;所述夹持单元与转盘的槽口相对应;所述夹持单元包括横梁;所述安装柱的外圈中部均匀固接有多个横梁;所述横梁远离安装柱的一端外圈滑动安装有滑梁;所述横梁与滑梁之间设置有一号液压缸;所述滑梁远离安装柱的一端两侧均固接有二号液压缸;两个所述二号液压缸的活塞杆分别为竖直向上与竖直向下;所述二号液压缸的活塞杆端部固接有u形夹板;两个所述u形夹板的内圈与取料吸嘴两端的凹陷处滑动配合;两个二号液压缸分别推动两个u形夹板相远离,将取料吸嘴拉直固定,从而降低了取料吸嘴在进行负压检测时发生脱落的概率,同时,降低了气密结构与取料吸嘴发行分离漏气的概率;两个u形夹板将存在漏气情况的取料吸嘴推出外壳的次品出口和良品出口,从而完成取料吸嘴的下料工作。
10、在本发明的一个实施例中,所述滑梁的顶面固接有竹节喷头;所述竹节喷头的出风端指向u形夹板的中部;所述竹节喷头通过气管连通高压气泵;竹节喷头的出风端喷出高速气流,高速气流喷射向取料吸嘴的顶部侧面,使得取料吸嘴向外壳的次品出口和良品出口处倾倒,从而有利于取料吸嘴的下料工作。
11、一种取料吸嘴性能检测方法,该检测方法采用上述的一种取料吸嘴性能检测装置,且检测方法包括以下步骤:
12、s1:取料吸嘴生产制造完成后,通过直线送料结构输送到旋转送料结构上,旋转送料结构进行匀速旋转,使得转盘的槽口与直线送料机的出口对齐连通;
13、s2:取料吸嘴被送入到转盘的槽口中;同时,此处的夹持单元开始夹持工作,一号液压缸推动滑梁向槽口滑动,推动两个u形夹板卡到取料吸嘴两端的凹陷处,两个二号液压缸分别推动两个u形夹板相远离,将取料吸嘴拉直固定;
14、s3:旋转送料结构的转盘匀速旋转,带动取料吸嘴转动,直线滑轨推动空心抽气杆和空心连接杆竖直插入到取料吸嘴的内部,使得空心抽气杆两端的气密结构分别位于取料吸嘴的两端内部;
15、s4:之后,二号气泵通过弹簧气管、一号气管和二号气管将空气输送到气管接头的内部,再输送到环形密封气囊的内部,使得环形密封气囊充气膨胀,环形密封气囊的外壁与取料吸嘴的两端内壁挤压接触,使得取料吸嘴的内部处于密封环境;
16、s5:然后,一号气泵通过弹簧气管、空心顶座、空心抽气杆和空心连接杆将取料吸嘴内部的空气抽出,使得取料吸嘴的内部保持负压环境;通过气压传感器实时检测取料吸嘴内部的气压变化,判断取料吸嘴是否存在漏气的情况;
17、s6:存在漏气情况的取料吸嘴转动到外壳的次品出口时,该处的夹持单元开始下料工作,两个二号液压缸分别推动两个u形夹板相靠近,将取料吸嘴松开,同时,一号液压缸推动滑梁向槽口滑动,推动两个u形夹板将存在漏气情况的取料吸嘴推出外壳的次品出口;
18、s7:质量合格的取料吸嘴转动到外壳的良品出口,该处的夹持单元开始下料工作,将质量合格的取料吸嘴推出外壳的良品出口;
19、s8:转盘的槽口内部的取料吸嘴完成出料后,转盘的槽口转动到与直线送料机的出口对齐连通,重复上料工作。
20、本发明的上述技术方案相比现有技术具有以下优点:
21、本发明所述的一种取料吸嘴性能检测装置,通过设置旋转送料结构、升降结构、空心连接杆、空心抽气管、一号气泵和气压传感器;旋转送料结构带动取料吸嘴进行匀速旋转.升降结构带动空心抽气杆和空心连接杆竖直插入到取料吸嘴的内部;一号气泵通过弹簧气管、空心顶座、空心抽气杆和空心连接杆将取料吸嘴内部的空气抽出,使得取料吸嘴的内部保持负压环境;通过气压传感器实时检测取料吸嘴内部的气压变化,判断取料吸嘴是否存在漏气的情况;从而实现了取料吸嘴的全面检测,提高了取料吸嘴的质量。
22、本发明所述的一种取料吸嘴性能检测装置,通过设置二号气泵、气管接头、环形密封气囊;二号气泵通过弹簧气管、一号气管和二号气管将空气输送到气管接头的内部,再输送到环形密封气囊的内部,使得环形密封气囊充气膨胀,环形密封气囊的外壁与取料吸嘴的两端内壁挤压接触,使得取料吸嘴的内部处于密封环境,从而便于对取料吸嘴的内部进行负压检测。
- 还没有人留言评论。精彩留言会获得点赞!