一种组合垫片的视觉检测装置及方法与流程
本发明属于组合垫片检测,具体涉及一种组合垫片的视觉检测装置及方法,尤其涉及一种针对组合垫片的转盘式视觉检测自动化装置及方法。
背景技术:
1、随着工业4.0时代的推进,各大制造型企业为推动制造业,以“智能制造”赋能高质量发展,对组合垫片产品的品质、产能等提出了更高的标准。在生产过程中,时常因生产和运输环境中的不可控因素,易导致产品出现外观划痕、压伤、尺寸不一致等问题。相关方案中,组合垫片的检测方案,一般是采用人工检测,因人工检测易受主观因素的影响,而导致检测精度、效率、一致性不高等问题,直接影响产品品质和产能。
2、上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现思路
1、本发明的目的在于,提供一种组合垫片的视觉检测装置及方法,以解决相关方案中采用人工检测方式对组合垫片进行检测,因人工检测易受主观因素的影响,会导致对组合垫片的检测精度低且效率低,影响了组合垫片的产品品质和产能的问题,达到通过针对组合垫片设置视觉检测自动化装置,能够有效检测组合垫片的各个面的缺陷,且能实现全自动上下料,有利于减少人工劳动强度并提高生产效率的效果。
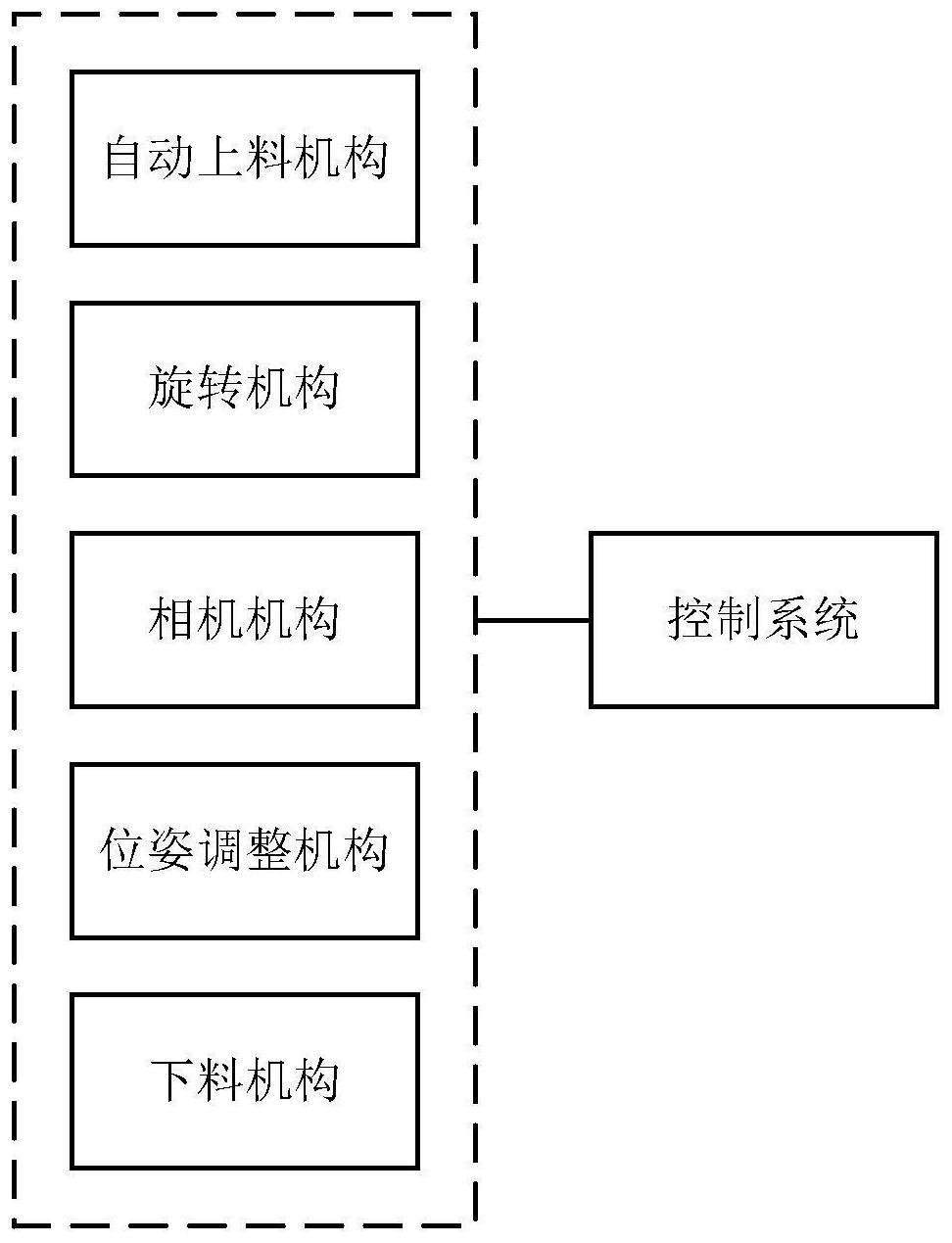
2、本发明提供一种组合垫片的视觉检测装置中,所述组合垫片,包括:橡胶圈和金属环;所述组合垫片的视觉检测装置,包括:自动上料机构、旋转机构、相机机构、位姿调整机构、下料机构和控制系统;所述自动上料机构、所述相机机构、所述位姿调整机构和所述下料机构,分别与所述旋转机构配合设置;所述控制系统,用于控制所述自动上料机构、所述旋转机构、所述相机机构、所述位姿调整机构和所述下料机构;其中,所述自动上料机构,用于在所述控制系统的控制下,将待检测的组合垫片作为物料,自动上料至所述旋转机构上预设的检测位;所述旋转机构,用于在所述控制系统的控制下进行旋转,以带动所述预设的检测位上的物料旋转,使所述相机机构对所述物料进行拍摄;所述位姿调整机构,用于在所述控制系统的控制下,对所述预设的检测位上的物料的倾斜角度进行调整,使所述相机机构对所述物料进行拍摄;所述相机机构,用于在所述控制系统的控制下,配合所述旋转机构与所述位姿调整机构,对所述物料进行拍摄,得到所述物料的上面、下面、内圈及外圆面的n个角度的图片;n为大于或等于2的正整数;所述控制系统,用于根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料;所述下料机构,用于在所述控制系统确定所述物料属于正常料还是缺陷料之后,在所述控制系统的控制下,若所述物料为正常料则将所述物料下料至预设的正常料的下料箱,若所述物料为缺陷料则将所述物料下料至预设的缺陷料的下料箱。
3、在一些实施方式中,所述相机机构,包括:上相机、下相机、m个平行相机、p个斜向相机,m、p均为大于或等于2的正整数;其中,所述上相机,用于拍摄所述物料的上表面的图片;所述下相机,用于拍摄所述物料的下表面的图片;所述m个平行相机,用于拍摄所述物料的圆柱面外侧的图片;所述斜向相机,用于拍摄所述物料的内圈的图片;其中,使所述旋转机构逆时针旋转,在所述旋转机构逆时针旋转的情况下,使所述自动上料机构将所述物料自动上料至所述旋转机构上预设的检测位;使所述m个平行相机拍摄所述物料的圆柱面外侧的图片,使所述上相机和所述下相机拍摄所述物料的上下表面的图片;之后,使所述位姿调整机构调整所述物料的位姿,以使所述p个斜向相机拍摄所述物料的内圈的图片;之后,再次使所述m个平行相机拍摄所述物料的圆柱面外侧的图片,以此,得到所述物料的上面、下面、内圈及外圆面的n个角度的图片。
4、在一些实施方式中,所述控制系统,根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料,包括:根据所述物料的上面的图片和所述物料的下面的图片,利用预先训练得到的检测模型,确定所述物料的上下面是否有缺陷;根据所述物料的内圈的图片,利用预先训练得到的检测模型,确定所述物料的内圈是否有缺陷;以及,根据所述物料的外圆面的图片,利用预先训练得到的检测模型,确定所述物料的外圆面是否有缺陷;若确定满足所述物料的上下面无缺陷、所述物料的内圈无缺陷、以及所述物料的外圆面无缺陷,则确定所述物料属于正常料;否则,确定所述物料属于缺陷料。
5、在一些实施方式中,所述位姿调整机构旋转的角度,由所述物料的检测范围、所述物料的直径、以及所述相机机构中相机镜头的视野范围决定的。
6、在一些实施方式中,所述自动上料机构,包括:振动盘、入料通道、阻挡气缸和阻挡片;其中,所述振动盘通过所述入料通道连通至所述旋转机构,所述阻挡气缸设置在所述入料通道通向所述旋转机构的一侧,所述阻挡片设置在所述入料通道通向所述旋转机构的一侧、且位于所述阻挡气缸远离所述振动盘的一侧。
7、在一些实施方式中,所述旋转机构,包括:金属转盘、玻璃板和伺服电机;其中,所述玻璃板设置在所述金属转盘上,用于提供预设的检测位;所述伺服电机设置在所述金属转盘的下方,用于在所述控制系统的控制下,带动所述金属转盘的旋转。
8、在一些实施方式中,所述位姿调整机构,包括:支撑机构、上下气缸、旋转气缸和夹爪机构;其中,在所述支撑机构竖直设置的情况下,所述上下气缸、所述旋转气缸、所述夹爪气缸和所述夹爪,自上向下依次设置在所述支撑机构的侧部。
9、在一些实施方式中,所述下料机构,包括:吹气机构和下料口;所述下料口,包括:正常料下料口和缺陷料下料口;对应的下料口,设置在所述旋转机构与对应的下料箱之间;所述吹气机构,用于将对应的料吹至对应的下料口,以实现对检测完毕的物料的类型的筛选。
10、在一些实施方式中,所述控制系统,根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料,还包括:根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,进行预处理,得到所述物料的预处理图片;针对所述物料的预处理图片,提取主干特征,得到所述物料的主干特征图片;针对所述物料的主干特征图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料。
11、与上述方法相匹配,本发明另一方面提供一种电压检测装置的控制装置,包括:控制所述自动上料机构,将待检测的组合垫片作为物料,自动上料至所述旋转机构上预设的检测位;控制所述旋转机构,进行旋转,以带动所述预设的检测位上的物料旋转,使所述相机机构对所述物料进行拍摄;控制所述位姿调整机构,对所述预设的检测位上的物料的倾斜角度进行调整,使所述相机机构对所述物料进行拍摄;控制所述相机机构,用于在所述控制系统的控制下,配合所述旋转机构与所述位姿调整机构,对所述物料进行拍摄,得到所述物料的上面、下面、内圈及外圆面的n个角度的图片;n为大于或等于2的正整数;根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料;控制所述下料机构,用于在确定所述物料属于正常料还是缺陷料之后,若所述物料为正常料则将所述物料下料至预设的正常料的下料箱,若所述物料为缺陷料则将所述物料下料至预设的缺陷料的下料箱;其中,根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料,包括:根据所述物料的上面的图片和所述物料的下面的图片,利用预先训练得到的检测模型,确定所述物料的上下面是否有缺陷;根据所述物料的内圈的图片,利用预先训练得到的检测模型,确定所述物料的内圈是否有缺陷;以及,根据所述物料的外圆面的图片,利用预先训练得到的检测模型,确定所述物料的外圆面是否有缺陷;若确定满足所述物料的上下面无缺陷、所述物料的内圈无缺陷、以及所述物料的外圆面无缺陷,则确定所述物料属于正常料;否则,确定所述物料属于缺陷料;根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料,还包括:根据所述物料的上面、下面、内圈及外圆面的n个角度的图片,进行预处理,得到所述物料的预处理图片;针对所述物料的预处理图片,提取主干特征,得到所述物料的主干特征图片;针对所述物料的主干特征图片,利用预先训练得到的检测模型,对所述物料的预设缺陷进行检测,以确定所述物料属于正常料还是缺陷料。
12、与上述装置相匹配,本发明再一方面提供一种与所述组合垫片的视觉检测装置对应的组合垫片的视觉检测方法,包括:以上所述的电压检测装置的控制装置。
13、与上述方法相匹配,本发明再一方面提供一种存储介质,所述存储介质包括存储的程序,其中,在所述程序运行时控制所述存储介质所在设备执行以上所述的组合垫片的视觉检测装置。
14、由此,本发明的方案,通过设置自动上料机构、旋转机构、相机机构、位姿调整机构和下料机构,利用自动上料机构将待检测的组合垫片的物料上料至旋转机构上的检测位,在物料到达旋转机构上的检测位后,使旋转机构、位姿调整机构与相机机构相配合,在旋转机构带动物料旋转的过程中、以及结合位姿调整机构对物料的位姿的调整,使相机机构对物料的上面、下面、内圈及外圆面进行各个角度的拍摄,得到物料的上面、下面、内圈及外圆面进行各个角度的图片;针对物料的上面、下面、内圈及外圆面进行各个角度的图片,利用预先训练得到的检测模型进行检测,确定物料属于正常料还是缺陷料,若物料为正常料则通过下料机构将物料下料至正常料的下料箱,若物料为缺陷料则通过下料机构将物料下料至缺陷料的下料箱,从而,通过针对组合垫片设置视觉检测自动化装置,能够有效检测组合垫片的各个面的缺陷,且能实现全自动上下料,有利于减少人工劳动强度并提高生产效率。
15、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
16、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!