一种适用于多规格石膏板的板材对角线检测系统及方法与流程
本发明涉及对角线检测,具体涉及一种适用于多规格石膏板的板材对角线检测系统及方法。
背景技术:
1、纸面石膏板板材在生产过程中应切割成矩形,两对角线的偏差应不大于5mm,在实际生产过程中,由于设备磨损或设备故障,极易造成对角线偏差大,因此在石膏板生产过程中,需要对石膏板对角线长度进行检测,传统测量石膏板对角线的方式通常是工作人员定时抽检、手动测量,这种测量方式速度较慢,很容易因测量不及时,而造成对角线偏差较大的不合格板材批量生产的情况,既耽误生产进程,又造成资源的浪费。
2、为解决人工检测不准确的问题,现有技术还存在机器自动对角检测,在石膏板运输到规定的位置时停止运输,对石膏板边角位置进行固定,之后通过对角位置设置的激光发射、接收器来检测对角线的长度。
3、现有技术虽然能够实现对角线的自动检测,但是由于定位结构对石膏板边角位置固定的过程存在固定的轨迹,最终在石膏板边角位置实现定位,只适用于一种规格的石膏板进行对角线进行测量,不适用于生产线上多个规格石膏板的对角线进行测量,适用场景存在局限性。
技术实现思路
1、为此,本发明提供一种适用于多规格石膏板的板材对角线检测系统及方法,有效的解决了现有技术中的对角自动检测技术只适用于一种规格的石膏板进行对角线进行测量、不适用于生产线上多个规格石膏板的对角线进行测量、适用场景存在局限性的问题。
2、为解决上述技术问题,本发明具体提供下述技术方案:一种适用于多规格石膏板的板材对角线检测系统,具备:
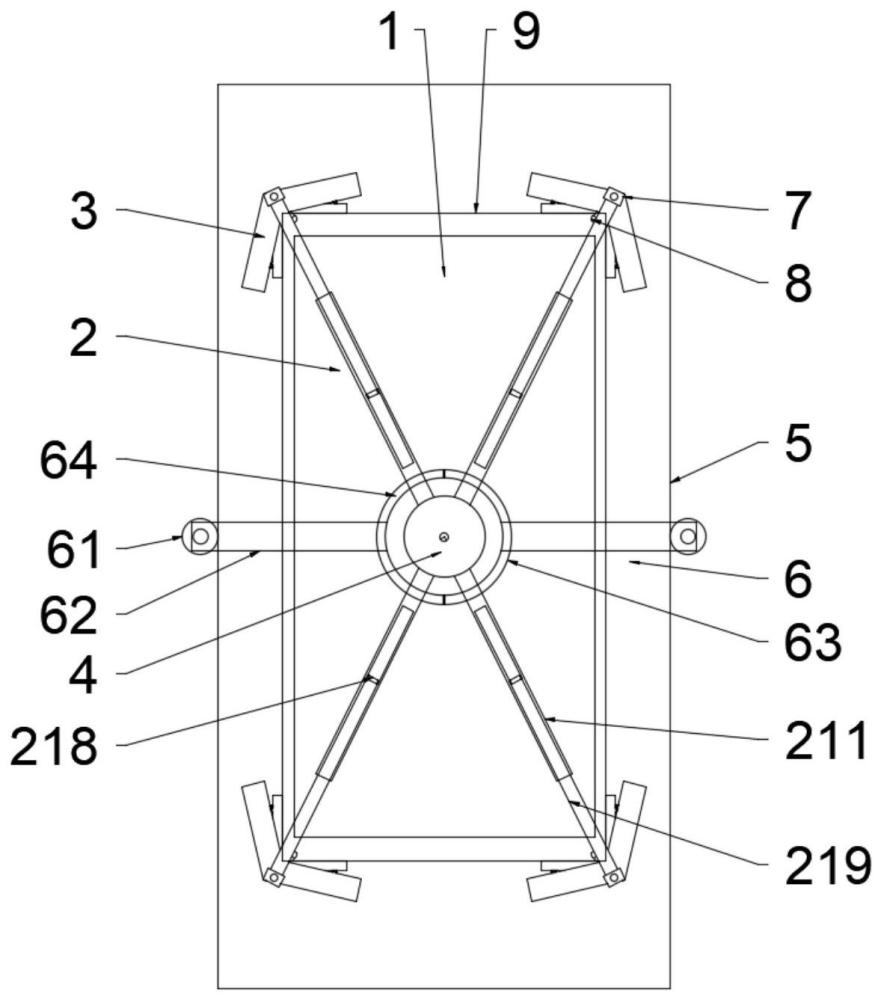
3、交叉式导轨,设置在传送带的正上方,所述传送带侧边设置有升降机架,所述交叉式导轨安装在所述升降机架上,所述交叉式导轨由两段相互交叉的滑轨组成,沿着所述滑轨长度方向活动设置有安装座;
4、对角定位件,安装在所述安装座的底部,所述对角定位件贴合定位在石膏板的边角处,所述对角定位件内侧设置有检测结构;
5、驱动结构,设置在所述升降机架和所述滑轨的连接处,所述驱动结构用于带动两段所述滑轨旋转,以使所述滑轨与对应尺寸的所述石膏板对角线保持平行;
6、其中,初始状态下所述对角定位件所处位置点连线形成的矩形区域处于所述石膏板外。
7、进一步地,
8、所述升降机架包括设置在所述传送带侧边的升降气缸、连接在所述升降气缸输出端的横架、设置在所述横架中间位置的安装筒舱;
9、所述安装筒舱周侧内壁开设有弧形槽,所述滑轨穿过所述弧形槽,所述弧形槽对应圆心角小于90°。
10、进一步地,
11、所述驱动结构包括设置在所述安装筒舱内的第一旋转座和第二旋转座、设置在所述第一旋转座上的旋转筒以及设置在所述第二旋转座上的旋转轴柱;
12、所述第一旋转座和所述第二旋转座分别与所述滑轨连接,所述第一旋转座、第二旋转座、旋转筒和所述旋转轴柱的中心轴延长线重合;
13、所述旋转轴柱贯穿所述旋转筒。
14、进一步地,
15、所述旋转筒上设置有传动齿轮,所述传动齿轮侧边啮合有驱动齿轮,所述驱动齿轮上设置有第一驱动电机;
16、所述旋转轴柱上设置有第二驱动电机。
17、进一步地,
18、所述旋转筒外套设有第一安装套,所述旋转轴柱上套设有第二安装套,所述第一安装套和所述第二安装套之间连接有u形架,所述旋转筒端部连接有第一锥形齿轮,所述旋转轴柱上连接有第二锥形齿轮;
19、所述u形架上贯穿设置有连接轴,所述连接轴一端连接有第三锥形齿轮,另一端连接有第三驱动电机;
20、所述第三锥形齿轮上下端分别与所述第一锥形齿轮、所述第二锥形齿轮啮合。
21、进一步地,
22、所述旋转筒端部设置有第一旋转轮,所述旋转轴柱端部设置有第二旋转轮,所述安装筒舱侧边水平设置有转动轴和固定轴,所述转动轴和所述固定轴中心轴延长线重合;
23、所述转动轴上固定设置有第一传动轮,所述固定轴上转动设置有第二传动轮;
24、所述第一旋转轮上设置有传动带,所述传动带支托在所述第一传动轮、所述第二传动轮和所述第二旋转轮上,且在所述第一旋转轮、所述第一传动轮、所述第二传动轮和所述第二旋转轮上运输;
25、所述转动轴贯穿所述安装筒舱侧壁,且其端部连接有第四驱动电机。
26、进一步地,
27、所述滑轨由横向气压筒和竖向气压筒组成,所述横向气压筒和所述竖向气压筒连通;
28、所述竖向气压筒内设置有第一活塞,所述第一活塞上连接有升降杆,所述安装筒舱上设置有安装架,所述安装架上设置有活动气缸,所述升降杆上方通过横杆连接在所述活动气缸的输出端;
29、所述横向气压筒内活动设置有第二活塞,所述第二活塞端部设置有活动杆,所述安装座连接在所述活动杆的端部。
30、进一步地,所述安装座内设置有旋转电机;
31、所述对角定位件包括连接在所述旋转电机输出端的定位架、设置在所述定位架内侧的侧边槽、设置在所述侧边槽中间位置的第一侧边块和第二侧边块;
32、所述定位架由两个定位长块连接形成,且两个定位长块的夹角为110°~130°,所述定位架中间位置贯穿设置有定位轴,所述第一侧边块和所述第二侧边块均转动设置在所述定位轴上,所述第一侧边块和所述第二侧边块内侧通过弹簧与所述侧边槽连接。
33、进一步地,
34、所述检测结构包括设置在所述侧边槽内的压力传感器;
35、所述弹簧一端抵接在所述压力传感器上;
36、所述定位架中间位置还贯穿设置有活动轴,所述定位轴和所述活动轴端部对应,所述活动轴上固定设置有活动座,所述活动座上设置有红外发射器,位于所述活动座对角位置的另一活动座上设置有红外接收器;
37、所述活动轴上连接有活动电机,所述活动电机的顶部低于所述活动杆的底部。
38、为解决上述技术问题,本发明还进一步提供下述技术方案:
39、一种适用于多规格石膏板的板材对角线检测系统的检测方法,包括:
40、步骤100,实时监测石膏板的位置,在石膏板运输至矩形区域正下方且边部不超出矩形区域时,停止运输;
41、步骤200,检测石膏板规格,调整矩形区域的长度和宽度;
42、步骤300,石膏板置于矩形区域内,矩形区域内缩并对石膏板边角部位进行定位;
43、步骤400,检测对角角度;
44、步骤500,调整对角位置的检测方向,在检测方向对应时获取距离数据并计算差值。
45、本发明与现有技术相比较具有如下有益效果:
46、本发明中,在传送带上方设置由两段相互交叉的滑轨组成的交叉式导轨,且在滑轨和升降机架连接处设置驱动结构,驱动结构能够带动两段滑轨旋转,以使滑轨与对应尺寸的石膏板对角线保持平行,对角定位件的位置跟随变动,并使得矩形区域的长度和宽度进行调整,且内缩之后并对石膏板完成定位的矩形区域与石膏板规格刚好适配,适用于多个规格的石膏板进行对角测量,适用范围广。
- 还没有人留言评论。精彩留言会获得点赞!