一种多工位理发剪测试装置的制作方法
本发明涉及理发剪检测,具体为一种多工位理发剪测试装置。
背景技术:
1、理发是人们日常生活中不可或缺的需求,在理发过程中,理发师经常用电动理发剪为我们修剪头发。电动理发剪的使用大大提升理发师的剪发效率,然而,也带来了一些理发师无法控制的问题,这些问题,不仅困扰着理发师,也困扰着国内的电动理发剪刀头生产商。
2、目前,国内在电动理发剪刀头生产测试领域的研究较为空白,电动理发剪刀头生产商研发出来的刀头仅有少数装置可测试其部分性能参数,对于刀头的极限剪切速度这项重要参数指标,尚无法进行有效测试,这就导致生产商生产出来的刀头,生产商无法通过具体参数对刀头进行改进,只能通过用户反馈或实践使用检测来逐步改进刀头,致使刀头生产工艺迭代缓慢,刀头的根本问题无法快速高效解决。
技术实现思路
1、本发明的目的在于提供一种多工位理发剪测试装置,以解决上述背景技术中提出的问题。
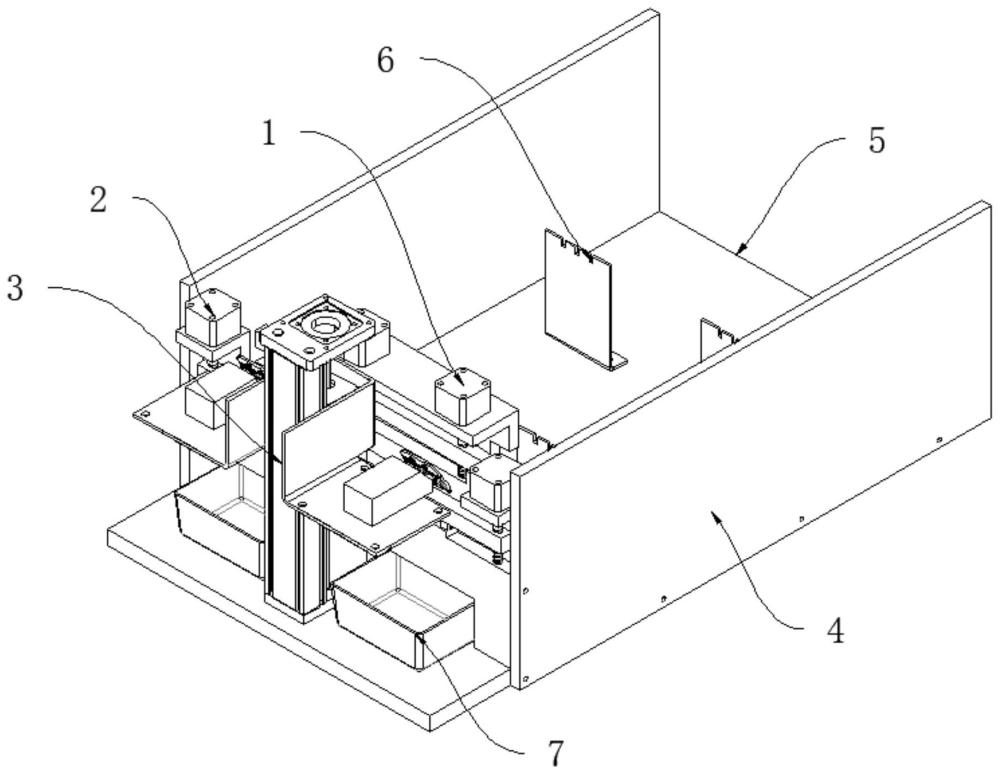
2、为了解决上述技术问题,本发明提供如下技术方案:一种多工位理发剪测试装置包括送料装置、整平装置、切割装置、侧板、基础板、梳理块、废料盒;基础板上安装有送料装置,基础板上安装有整平装置,基础板一端安装有切割装置,基础板两侧安装有侧板,基础板上安装有梳理块,整平装置安装在切割装置和送料装置之间,送料装置一侧与整平装置连接,废料盒放置在切割装置下方,废料盒底部安装有重力传感器。
3、测试装置内安装有控制系统,控制系统分别与送料装置、整平装置、切割装置连接。
4、控制系统与电脑软件连接,由于运动行程较短,为了提升操作效率,装置采取赋予每个动作的执行时间实现动作连贯和循环。初步赋予送料装置压紧动作1.5秒,送料装置送料动作1.5秒,整平装置压紧动作1秒,切割装置切割动作2秒。每个动作完成后即可执行下一个动作。
5、梳理块顶部设有u型凹槽,梳理块为l型。梳理块上部的每个u型槽将丝束均匀固定。
6、送料装置包括压料气缸、气缸支架、送料压杆、送料基座、第一弹簧回位机构、第二弹簧回位机构、送料气缸、气缸角座,压料气缸及送料气缸均为方形气缸,压料气缸安装在气缸支架上,压料气缸活塞杆向下穿过气缸支架与送料压杆连接,气缸支架与送料基座一侧连接,第一弹簧回位机构穿过送料压杆与送料基座连接,第二弹簧回位机构穿过送料基座与整平装置连接,气缸角座为l型,两个气缸角座分别安装在基础板两侧,送料气缸安装在气缸角座上,送料气缸活塞杆穿过气缸角座与送料基座连接。
7、整平装置包括整平气缸、整平压杆、连接支座、第三弹簧回位机构、整平基座,整平气缸安装在连接支座上,整平气缸活塞杆向下穿过连接支座与整平压杆连接,两个连接支座分别安装在基础板两侧,连接支座一侧与整平基座连接,连接支座另一侧与第二弹簧回位机构连接,第三弹簧回位机构穿过整平压杆与整平基座连接。
8、切割装置包括丝杆升降台、多工位刀头固定架、刀头固定装置;丝杆升降台安装在基础板上,多工位刀头固定架与丝杆升降台连接,刀头固定装置安装在多工位刀头固定架上,在切割装置安装有光电传感器、温度传感器。
9、刀头固定装置包括刀片驱动装置、定刀片连杆、动刀片连杆,刀片驱动装置安装在多工位刀头固定架上,刀片驱动装置包括驱动电机和偏心轴,驱动电机安装在刀片驱动装置内部,驱动电机输出轴与偏心轴一端连接,定刀片连杆一端与刀片驱动装置连接,定刀片连杆另一端与刀头的定刀片连接,动刀片连杆一端穿过刀片驱动装置与偏心轴的偏心端活动连接,动刀片连杆另一端与刀头的动刀片连接。将刀头上的动刀片和定刀片分别安装在动刀片连杆和定刀片连杆上,打开驱动电机,驱动电机带动偏心轴做偏心运动,偏心轴带动动刀片连杆做往复运动,达到刀头切割丝束的目的。
10、送料基座设有正视为y型的凹槽,送料基座设有侧视为u型的凹槽,u型凹槽贯穿y型凹槽,第一弹簧回位机构包括销杆和弹簧,销杆一端与送料压杆连接,销杆另一端分别穿过送料压杆和弹簧与送料基座连接,弹簧设置在送料压杆和送料基座之间;第二弹簧回位机构包括销杆和弹簧,销杆一端与送料基座连接,销杆另一端分别穿过送料基座和弹簧与连接支座连接,弹簧设置在送料基座和连接支座之间,送料压杆底部有凸起,凸起与送料基座上的凹槽位置对应布置。
11、通过电脑软件打开控制系统,在控制系统作用下,压料气缸活塞杆向下按压送料压杆,送料压杆向下移动,直至送料压杆上的凸起,与送料基座上的u型凹槽将丝束压紧。之后,送料气缸活塞杆向前推动会送料基座。
12、整平基座设有一组正视为u型的卡槽,整平基座设有一组侧视为u型的卡槽,侧视为u型的卡槽贯穿正视为u型的卡槽,第三弹簧回位机构包括销杆和弹簧,销杆一端与整平压杆连接,销杆另一端分别穿过整平压杆和弹簧与整平基座连接,弹簧设置在整平压杆和整平基座之间,整平压杆底部设有凸起,凸起与整平基座上的凹槽位置对应布置。
13、送料装置将丝束送至整平装置后,整平气缸活塞杆向下推动整平压杆,整平压杆上的凸起和整平基座上的u型凹槽将丝束按压平整。随后,压料气缸活塞杆回缩,第一弹簧回位机构随着压力减少而带动送料压杆逐步回位,当送料压杆回位后,送料气缸活塞杆回缩,第二弹簧回位机构带动送料基座回位。
14、丝杆升降台包括丝杆底座、丝杆支架、顶托、滑动块、法兰丝杆、电动升降装置,丝杆底座安装在基础板上,丝杆支架和丝杆底座连接,丝杆支架侧面设置凹槽,顶托安装在丝杆支架上,滑动块一端安装在丝杆支架凹槽内,法兰丝杆顶端穿过滑动块,法兰丝杆上设有法兰盘,法兰盘中心轴与法兰丝杆转动连接,法兰盘与滑动块滑动连接,法兰丝杆底部同心安装在电动升降装置上,电动升降装置底部与丝杆底座连接,电动升降装置内部安装有升降电机,升降电机上安装有电流传感器。
15、当整平装置将丝束按压平整后,控制系统触发切割装置,电动升降装置带动法兰丝杆逆向旋转,法兰丝杆带动自身法兰盘向下转动,随之,带动滑动块上的多工位刀头固定架向下运动,安装在多工位刀头固定架上的刀头固定装置带动刀头向下切割丝束,切割过程中切割装置上的温度传感器记录刀头切割丝束时的温度变化,光电传感器记录电动升降装置下落的时间,控制系统通过分析电动升降装置下落时间计算出刀头的线性切割速度,并以此来判别刀片的质量等级;同时,电流传感器记录下电动升降装置内部升降电机的电流变化,控制系统通过分析电流的变化情况判断刀片锋利度的衰减情况;然后,三种传感器将记录的数据传输进系统,系统按规定的格式编辑成表,完成切削后,电动升降装置带动法兰丝杆正向旋转,法兰丝杆带动自身法兰盘向上转动,法兰盘向上推动滑动块,滑动块与多工位刀头固定架一起上升回位,整平气缸活塞杆回缩,第三弹簧回位机构带动整平压杆回位。之后,控制系统继续重复之前步骤,过程中控制系统通过废料盒底部的重力传感器监测废料盒的重力变化,当刀片锋利度衰减至无法切割丝束时,废料盒内由于没有新的断裂丝束落入,重力不再改变,此时,控制系统关闭测试装置,停止测试,完成对刀头温度变化和锋利度的检测,检测完毕后取下废料盒,将废料收集处理。
16、与现有技术相比,本发明所达到的有益效果是:本发明通过推进装置和压料装置互相配合自动送料,在送料完毕后,整平装置将料束按压平整,送料装置回位,随后带有多个刀头工位的切割装置带动被检测刀头向下切割料束,切割过程中切割装置上的多种传感器分别记录刀头切割丝束时的温度变化、电动升降装置的下落速度、升降电机的电流变化等数据,控制系统根据传感器反馈的数据完成刀片锋利度衰减情况分析、刀头的线性切割速度计算和刀头质量等级判定等操作,之后,切割装置和整平装置自动回位,送料装置再次送料,循环往复,完成对刀头的检测。
- 还没有人留言评论。精彩留言会获得点赞!