气密性检测系统的制作方法
本技术属于气密检测领域,特别涉及一种气密性检测系统。
背景技术:
1、节能减排是汽车产业可持续发展的关键,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
2、气密性是影响电池安全性能的一个重要指标。实际生产过程中,通常需要对电池壳体进行检漏,以确定电池壳体的气密性是否符合要求。然而,如何基于较低的成本实现对电池壳体的检漏,一直是个难题。
技术实现思路
1、有鉴于此,本技术实施例提供了一种气密性检测系统,能够降低气密性检测的成本。
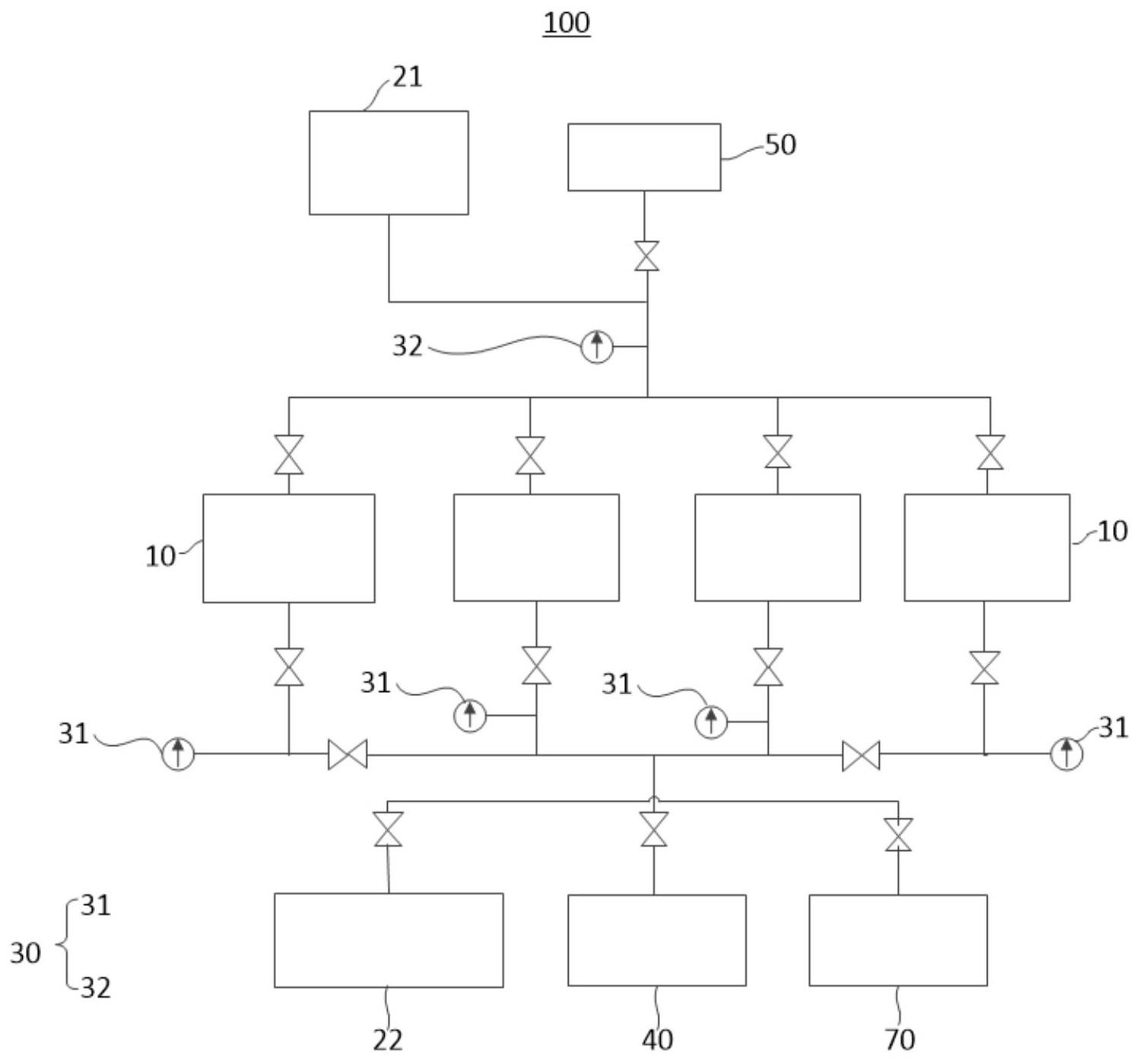
2、本技术实施例提出了一种气密性检测系统,包括:
3、真空箱,所述真空箱内设有至少一个腔体,每个所述腔体用于容纳至少一个工件,所述真空箱用于连接检漏仪;
4、第一抽真空装置,连接所述真空箱且用于对所述真空箱抽真空;
5、压力检测组件,用于检测所述真空箱和/或所述工件内的气体压力;
6、第二抽真空装置,用于对所述工件抽真空;
7、充气装置,所述充气装置用于向所述工件内充入检测气体。
8、本技术实施例提供的气密性检测系统包括真空箱、第一抽真空装置、第二抽真空装置、压力检测组件及充气装置,气密性检测系统能够利用第一抽真空装置与压力检测件对工件进行大漏检测,并利用第二抽真空装置、充气装置对工件进行微漏检测,气密性检测系统能够同时检测多个工件的气密性,具有较高的检测效率;并且,当工件存在大漏的问题时,无需进行微漏检测,减少了检测气体的浪费,有效降低了气密性检测的成本。
9、在一些实施例中,所述气密性检测系统还包括封堵机构,所述封堵机构包括密封件和封堵驱动组件;所述封堵驱动组件用于驱动所述密封件移动,使所述密封件进入所述工件的内腔中并封堵在所述工件的端部,且使所述密封件与所述工件的刻痕区域间隔设置。
10、通过采用上述技术方案,密封件与刻痕区域间隔设置,封堵机构能够在不干涉刻痕区域的工况下实现对工件内腔的密封。
11、在一些实施例中,所述密封件与所述工件的刻痕区域之间的间距为6mm~12mm。
12、通过采用上述技术方案,气密性检测系统适用于检测圆柱壳体工件,封堵机构不易干涉壳体的刻痕区域,降低电芯爆破异常的概率。
13、在一些实施例中,所述封堵驱动组件包括第一驱动件、安装件和第二驱动件,所述第二驱动件设于所述安装件上且所述密封件连接于所述第二驱动件,所述第一驱动件与所述安装件驱动连接,所述第一驱动件用于驱动所述安装件朝向靠近或者远离所述工件的方向移动,以使所述密封件进入所述工件的内腔中;所述第二驱动件用于带动所述密封件膨胀,以使所述密封件与所述工件的内腔过盈配合。
14、通过采用上述技术方案,封堵驱动组件能够带动密封件进入工件内以及带动密封件膨胀,使得密封件能够密封工件,以便于检测工件的气密性,避免因密封不良而造成检测误差。
15、在一些实施例中,所述安装件上设置有多个所述第二驱动件,所述腔体的数量为多个且每个所述腔体用于容纳一个所述工件,所述第二驱动件与所述腔体一一对应设置。
16、通过采用上述技术方案,安装件可同时带动多个第二驱动件和密封件移动,封堵驱动组件能够同时密封多个工件,提升了检测效率。
17、在一些实施例中,所述第二驱动件包括气缸本体、活动连接于所述气缸本体的活塞杆和设于所述活塞杆端部的推顶件,所述密封件套设于所述活塞杆上且位于所述气缸本体与所述推顶件之间,所述气缸本体用于驱动所述活塞杆伸缩,以使所述密封件在所述推顶件和所述气缸本体之间膨胀。
18、通过采用上述技术方案,封堵机构能够方便地将膨胀前的密封件置入工件内,并通过第二驱动件带动密封件膨胀,密封效果较好。
19、在一些实施例中,所述密封件为环状的橡胶件。
20、通过采用上述技术方案,密封件为环状,以便于套设在活塞杆上;并且,密封件为橡胶件,具有较好的弹性,便于变形和复原。
21、在一些实施例中,所述气密性检测系统还包括气体回收装置,所述气体回收装置与所述工件连通且用于回收所述工件内的检测气体。
22、通过采用上述技术方案,气体回收装置可以回收检测气体,降低了检测成本。
23、在一些实施例中,所述气体回收装置包括抽空泵、第一罐体和第一电磁阀,所述第一电磁阀的第一端用于连接所述工件且所述第一电磁阀的第二端连接所述抽空泵;所述第一电磁阀打开可使所述抽空泵将所述工件内的检测气体抽取至所述第一罐体内。
24、通过采用上述技术方案,控制第一电磁阀即可控制回收检测气体,气体回收装置的控制方式较为简单。
25、在一些实施例中,所述气体回收装置还包括用于向所述真空箱供气的第二罐体、压缩机、第二电磁阀和第三电磁阀,所述第二罐体内的气压大于所述第一罐体内的气压,所述第二电磁阀的第一端连接所述第一罐体和所述抽空泵,且所述第二电磁阀的第二端连接所述压缩机,所述第三电磁阀的第一端连接所述压缩机且所述第三电磁阀的第二端连接所述第二罐体;所述第一电磁阀闭合、所述第二电磁阀和所述第三电磁阀打开,可使所述第一罐体中的检测气体压缩到所述第二罐体中。
26、通过采用上述技术方案,在多个电磁阀的控制下,压缩机能够将第一罐体内的气体压缩至第二罐体内,以便于后续使用。
27、在一些实施例中,所述气体回收装置还包括第四电磁阀,所述第四电磁阀的一端连接所述第二罐体且另一端连接供气支路,所述第四电磁阀打开可使所述第二罐体内的检测气体通过所述供气支路通入所述充气装置内。
28、通过采用上述技术方案,气体回收装置不仅能回收检测气体,还能够作为气源供检测使用,使得检测气体得到循环使用,节省了检测成本。
29、在一些实施例中,所述气体回收装置还包括浓度计、高压气瓶、和第五电磁阀,所述浓度计用于检测所述供气支路中检测气体的浓度,所述第五电磁阀连接于所述高压气瓶和所述第一罐体之间。
30、通过采用上述技术方案,气体回收装置可利用浓度计监测检测气体的浓度,以及利用高压气瓶和第五电磁阀向供气支路中补充检测气体,使得气体回收装置供气的浓度合格,避免影响检测的准确性。
31、在一些实施例中,所述真空箱包括基座和盖合件,所述腔体设于所述基座内,所述盖合件用于盖合所述基座以密封所述基座。
32、通过采用上述技术方案,盖合件可相对于基座移动,从而盖合件可盖设在基座上以密封基座;盖合件还可打开基座的开口,以便于取放工件。
33、在一些实施例中,所述充气装置设于所述盖合件上;所述充气装置的数量为多个,且多个所述充气装置分别与多个所述腔体一一对应设置。
34、通过设置多个充气装置,本技术实施例提供的气密性检测系统能够同时对工件进行充气,以进行微漏检测。
35、在一些实施例中,所述气密性检测系统包括多个所述真空箱,且多个所述真空箱均用于连接所述检漏仪。
36、由于多个真空箱均连接于检漏仪,检漏仪可同时检测多个真空箱内的工件,提升了检测效率。
37、在一些实施例中,所述真空箱的数量为四个,且三个所述真空箱用于同时连接所述检漏仪。
38、通过采用上述技术方案,实现了三箱联动,进一步提升了检测效率。
39、在一些实施例中,所述气密性检测系统还包括传送机构与上下料机器人,所述传送机构用于传送工件,所述上下料机器人用于将所述传送机构上的工件抓取至所述腔体内。
40、通过设置传送机构和上下料机器人,气密性检测系统能够实现自动传送工件和自动上下料,自动化程度较高,进一步提升了检测效率和降低了检测成本。
41、在一些实施例中,所述气密性检测系统还包括等离子风吹扫装置,所述等离子风吹扫装置设于所述传送机构的一侧,用于通过等离子风吹扫工件。
42、上述实施例的气密性检测系统具备等离子风吹扫功能,能够去除工件上的静电和粉尘,提升了工件检测之后的清洁度,降低电芯因粉尘腐蚀而漏液的可能性。
43、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!