一种用于测量机油控制阀的检测设备的制作方法
本技术涉及机油控制阀,更具体地涉及一种用于测量机油控制阀的检测设备。
背景技术:
1、机油控制阀是一种用于调节和防止发动机润滑系统压力过高的阀体,被广泛应用于汽车发动机中。
2、我司申请号为“cn202220725757.7”,专利名称为“一种vvt机油控制阀”的中国专利公开了一种机油控制阀,如图1所示,所述机油控制阀包括一壳体90,所述壳体90上具有一第一进油口9011、一第二进油口9012、二受压壁9021、一缺口9013和一腔体9022,所述受压壁9021和所述缺口9013分别位于所述壳体90的两端,所述腔体9022自所述壳体90一端的端面向另一端延伸预定距离,所述第一进油口9011和所述第二进油口9012间隔布置,且所述第一进油口9011和所述第二进油口9012均与所述腔体9022连通。需要说明的是,所述机油控制阀的主要测量尺寸包括所述第一进油口9011和所述第二进油口9012的位置度、所述受压壁9021的高度、所述缺口9013的宽度、所述腔体9022的深度和所述壳体90的外轮廓是否有凹坑、磕伤,之前,我司在测试上述尺寸时,采用人工测量,受检测人员个人集中度和精力的限制,在大批量、高强度作业中,各尺寸的测量上存在较大误差,难以满足现有的质量检测需要,另外,由于测量尺寸较多,产线上需要较多检验人员,企业用工负担较大。
3、因此提供一种有助于减少企业用工负担,尺寸检测稳定、误差较小,适用于大批量生产情境的用于测量机油控制阀的检测设备的需求是存在的。
技术实现思路
1、本技术主要目的在于提供一种用于测量机油控制阀的检测设备,用于测量机油控制阀,所述机油控制阀包括一第一进油口、一第二进油口,其中,所述用于测量机油控制阀的检测设备包括一基座、一外观检测模块、一进油口检测模块、一侧边厚模块、一侧缺口模块、一测外径模块、一测孔槽模块和一测腔深模块,所述外观检测模块、所述进油口检测模块、所述侧边厚模块、所述侧缺口模块、所述测外径模块、所述测孔槽模块和所述测腔深模块依次布置,所述进油口检测模块设于所述基座上,所述进油口检测模块包括二间隔布置的插孔组件,每一所述插孔组件均包括一第一支座、一插配件和一第一纵向驱动装置,所述第一支座具有一第一定位槽,所述插配件固定安装在所述第一纵向驱动装置的推杆上,所述第一纵向驱动装置的布置方向与所述第一定位槽的长度方向垂直布置,一所述插孔组件对应所述第一进油口,另一所述插孔组件对应所述第二进油口,当所述机油控制阀置于所述第一定位槽内时,所述受压壁与所述第一定位槽的侧壁贴合,且所述插配件正对于所述第一进油口或所述第二进油口,在现有技术中,对于机油控制阀的尺寸检测均采用人工的方式进行测量,在大批量、高强度作业中,各尺寸的测量误差较大,而本技术实施例通过将各检验工位集成在所述用于测量机油控制阀的检测设备上,实现检验的自动化,摆脱了人工检验时或因个人或外部环境因素导致的尺寸检测精度不均匀、波动大的现象,具有尺寸检测上更稳定、误差较小,适用于大批量生产情境,有助于减少企业用工负担的优势。
2、本技术的另一目的在于提供一种用于测量机油控制阀的检测设备,其中,所述测外径模块包括一落筒、一托架、二间隔布置的光纤传感器和一第四升降驱动装置,所述托架具有一通孔,所述落筒的一端穿设所述通孔,所述托架安装在所述第四升降驱动装置上并跟随所述第四升降驱动装置作上下移动,两所述光纤传感器位于所述托架的两侧,一所述第三支座位于所述落筒的正下方,通过所述测外径模块测试机油控制阀的延伸部的外径。
3、本技术的另一目的在于提供一种用于测量机油控制阀的检测设备,其中,所述测腔深模块位于所述环形模组背离所述测外径模块的一侧,所述测腔深模块包括一第三气动夹爪、一按压件、一支承台、一触发件和一第二接触式传感器,所述支承台与所述基座固定连接,所述触发件滑动设置于所述支承台上,所述按压件设于所述触发件的顶部,所述第三气动夹爪位于所述按压件和所述触发件之间,所述第三气动夹爪被可旋转地设于所述基座上,所述第三气动夹爪位于所述支承台和一所述第三支座之间,所述按压件被可升降地设置于所述基座上,所述第二接触式传感器位于所述触发件背离所述按压件的一端并与所述触发件连接,通过所述测腔深模块测量腔深。
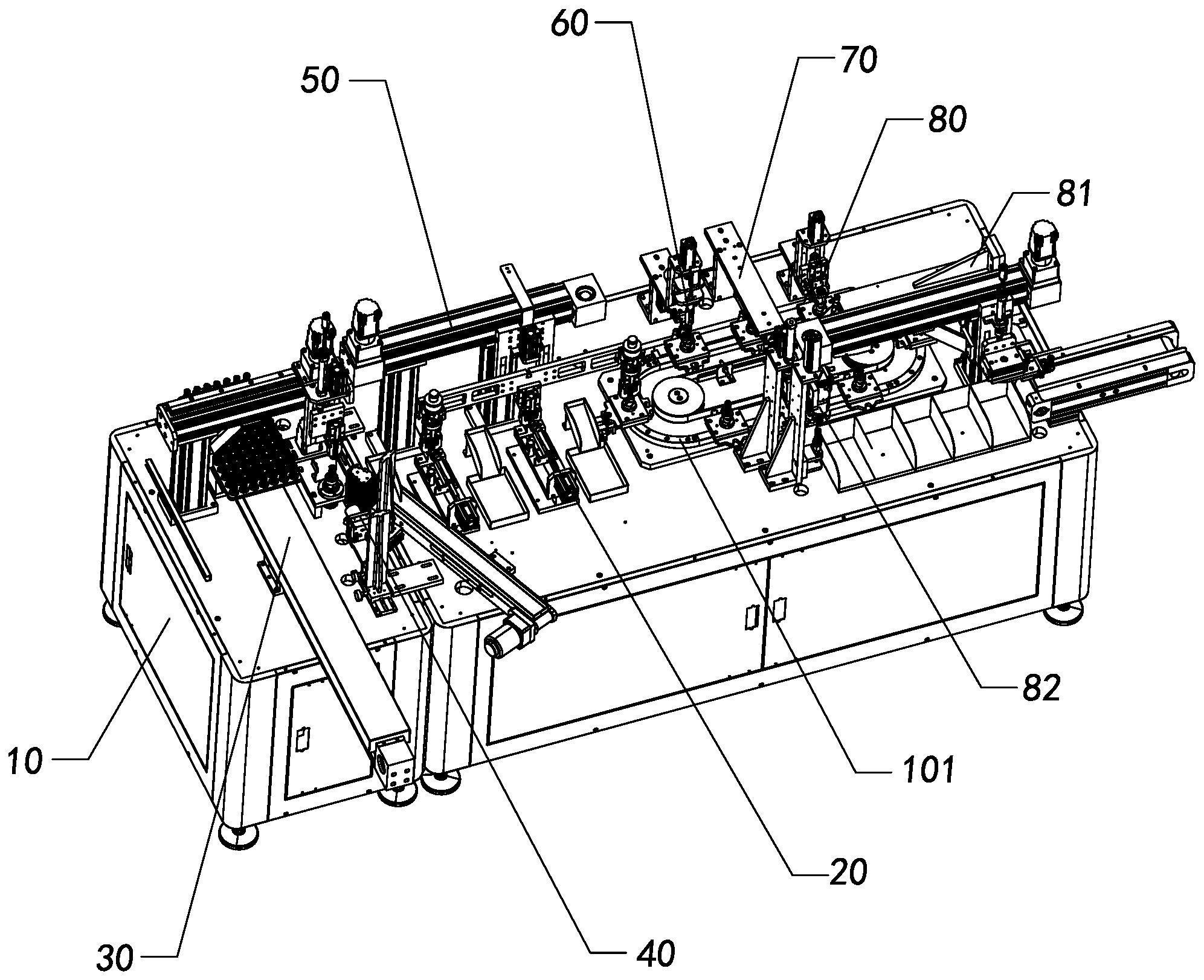
4、为了实现上述至少一发明目的,本技术提供了一种用于测量机油控制阀的检测设备,包括一基座,用于测量机油控制阀,所述机油控制阀包括一壳体,所述壳体上具有一第一进油口、一第二进油口、二受压壁、一缺口和一腔体,所述受压壁和所述缺口分别位于所述壳体的两端,所述腔体自所述壳体一端的端面向另一端延伸预定距离,所述第一进油口和所述第二进油口间隔布置,且所述第一进油口和所述第二进油口均与所述腔体连通,其中所述用于测量机油控制阀的检测设备,还包括:
5、一进油口检测模块,所述进油口检测模块设于所述基座上,所述进油口检测模块包括二间隔布置的插孔组件,每一所述插孔组件均包括一第一支座、一插配件和一第一纵向驱动装置,所述第一支座具有一第一定位槽,所述插配件固定安装在所述第一纵向驱动装置的推杆上,所述第一纵向驱动装置的布置方向与所述第一定位槽的长度方向垂直布置,一所述插孔组件对应所述第一进油口,另一所述插孔组件对应所述第二进油口,当所述机油控制阀置于所述第一定位槽内时,所述受压壁与所述第一定位槽的侧壁贴合,且所述插配件正对于所述第一进油口或所述第二进油口。
6、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一上料模块,所述上料模块包括一直线模组、一放置台、一第一升降驱动装置、一第一横向驱动装置和一第一气动夹爪,所述放置台固定安装在所述直线模组的带体上并跟随带体移动,所述第一气动夹爪安装在所述第一升降驱动装置的推杆上,所述第一升降驱动装置被移动安装在所述第一横向驱动装置上,所述第一横向驱动装置设于所述基座上,所述第一横向驱动装置的移动方向为所述基座的长度方向,所述直线模组的移动方向为所述基座的宽度方向,所述第一升降驱动装置的布置方向为所述基座的高度方向。
7、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一外观检测模块,所述外观检测模块设于所述上料模块和所述进油口检测模块之间,所述外观检测模块包括一第二支座、一第一旋转驱动装置和一检测单元,所述第一旋转驱动装置位于所述第二支座的下方,所述第二支座固定安装在所述第一旋转驱动装置的转轴上,所述第二支座背离所述第一旋转驱动装置的一端具有一限位槽,所述限位槽上具有一第一插杆,所述检测单元设于在所述基座上,所述检测单元包括一相机,所述相机的镜头朝向所述第二支座,所述第二支座与每一所述第一支座在所述基座的长度方向上共线。
8、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一抓料模块,所述抓料模块位于所述第一横向驱动装置靠近所述进油口检测模块的一端,所述抓料模块包括一第二横向驱动装置、三间隔布置的第二气动夹爪和一第二升降驱动装置,三所述第二气动夹爪被安装在所述第二升降驱动装置上并跟随所述第二升降驱动装置作上下运动,所述第二升降驱动装置被移动安装在所述第二横向驱动装置并跟随所述第二横向驱动装置作横向运动,每一所述第二气动夹爪均位于所述第一支座和所述第二支座的上方,所述第二横向驱动装置设于所述基座上。
9、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一环形模组,所述环形模组位于所述进油口检测模块背离所述上料模块的一端,所述抓料模块位于所述上料模块和所述环形模组之间,所述环形模组设于所述基座上,所述环形模组上间隔布置有若干个第三支座,每一所述第三支座的顶面均具有一第二定位槽和一第二插杆。
10、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一测边厚模块,所述测边厚模块设于所述环形模组的一侧,所述测边厚模块包括一第三升降驱动装置、一第一接触式传感器、一安装座和一第一下压件,所述第一下压件的正下方具有一所述第三支座,所述第一下压件在所述基座的高度方向上滑动设置于所述安装座上,所述第一接触式传感器设于所述第一下压件背离所述环形模组的一端,且所述第一接触式传感器与所述第一下压件连接,所述安装座与所述第三升降驱动装置的推杆连接并跟随所述第三升降驱动装置作上下运动。
11、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一测缺口模块,所述测缺口模块包括一气动量仪、一第二纵向驱动装置和一辅助推动件,所述气动量仪包括一检测座,所述检测座上具有一凹槽,所述检测座安装在所述第二纵向驱动装置上并跟随所述第二纵向驱动装置作纵向移动,所述检测座和所述辅助推动件之间设有一所述第三支座。
12、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一测外径模块,所述测外径模块包括一落筒、一托架、二间隔布置的光纤传感器和一第四升降驱动装置,所述托架具有一通孔,所述落筒的一端穿设所述通孔,所述托架安装在所述第四升降驱动装置上并跟随所述第四升降驱动装置作上下移动,两所述光纤传感器位于所述托架的两侧,一所述第三支座位于所述落筒的正下方。
13、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一测孔槽模块,所述测孔槽模块位于所述环形模组背离所述进油口检测模块的一端,所述测孔槽模块包括一投影尺寸测量仪,所述投影尺寸测量仪包括一发射部和一测量部,所述发射部和所述测量部相对设置,所述发射部和所述测量部之间设有一所述第三支座。
14、在本技术一个或多个实施例中,所述用于测量机油控制阀的检测设备还包括一测腔深模块,所述测腔深模块位于所述环形模组背离所述测外径模块的一侧,所述测腔深模块包括一第三气动夹爪、一按压件、一支承台、一触发件和一第二接触式传感器,所述支承台与所述基座固定连接,所述触发件滑动设置于所述支承台上,所述按压件设于所述触发件的顶部,所述第三气动夹爪位于所述按压件和所述触发件之间,所述第三气动夹爪被可旋转地设于所述基座上,所述第三气动夹爪位于所述支承台和一所述第三支座之间,所述按压件被可升降地设置于所述基座上,所述第二接触式传感器位于所述触发件背离所述按压件的一端并与所述触发件连接。
15、在本技术实施例中,所述用于测量机油控制阀的检测设备包括呈依次布置的外观检测模块、进油口检测模块、测边厚模块、测缺口模块、测外径模块、测孔槽模块和测腔深模块,通过外观检测模块对壳体的外表面进行外观瑕疵检测,通过进油口检测模块对第一进油口和第二进油口的位置度进行检测,通过测边厚模块对夹持部的高度进行检测,通过测缺口模块对缺口的宽度进行检测,通过测外径模块对延伸部的外径进行检测,通过测孔槽模块对第一进油口和第二进油口的孔径以及壳体上的槽体尺寸的检测,通过测腔深模块对腔体的深度进行检测,将各检验工位集成在用于测量机油控制阀的检测设备上,具有尺寸检测稳定、误差较小,适用于大批量生产情境的优势。
- 还没有人留言评论。精彩留言会获得点赞!