一种玻管外径在线调节装置的制作方法
本技术涉及玻管加工,特别是涉及一种玻管外径在线调节装置。
背景技术:
1、在现有的生产过程中,玻管的外径尺寸是一项至关重要的质量控制指标。为了满足市场需求,提高产品的质量和性能,需要在玻管的生产过程中,对玻管的外径进行实时调节,以确保玻管的外径尺寸符合预设的标准和规格。
2、尽管目前存在一些手动或半自动的调节方式,但这些方法都存在一些明显的缺点。手动调节方式需要操作人员直接参与,不仅增加了操作难度和时间,而且也难以保证调节的精度和一致性。半自动调节方式虽然在一定程度上减少了人工干预,但仍不能实现在线控制,也无法满足玻管生产的高精度要求。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种玻管外径在线调节装置,以为解决现有技术中玻管因无法在线调节而导致玻管生产精度较低的问题提供一种装置及电路架构。
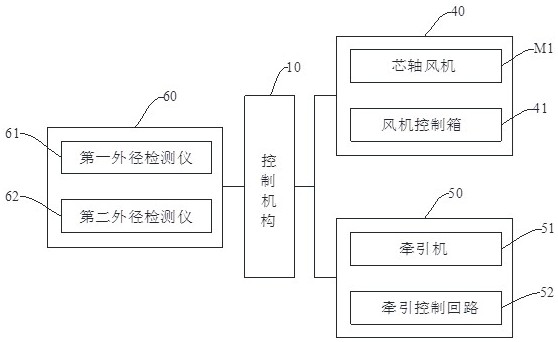
2、为达到上述目的,本实用新型提供一种玻管外径在线调节装置,包括控制机构以及与控制机构电连接的玻管加工线,所述玻管加工线包括传送玻管的传送通道、位于传送通道的进料端的供料机构、位于传送通道的进料端并与供料机构连接的吹料机构、位于传送通道内并与玻管接触的牵引机构以及设置在传输通道上的外径检测机构;所述吹料机构、牵引机构及外径检测机构均受控于所述控制机构,所述控制机构的频率调节输出端与所述吹料机构的频率调节输入端电连接,所述外径检测机构用于检测玻管的外径数据,所述外径检测机构的外径数据输出端与所述控制机构的外径数据输入端电连接。
3、进一步的,所述控制机构包括操作台以及设置在操作台内部的plc控制电路,所述吹料机构、牵引机构及外径检测机构均与plc控制电路电连接并受控于所述plc控制电路;所述plc控制电路包括第一接线端子排、plc控制器以及与plc控制器电连接的电源回路和手/自切换回路,所述plc控制器的频率调节输出端与所述吹料机构的频率调节输入端电连接,所述plc控制器的外径数据输入端与外径检测机构的外径数据输出端电连接,所述plc控制器、电源回路及手/自切换回路均通过第一接线端子排连接,所述电源回路用于为整个plc控制电路及外径检测机构供电。
4、进一步的,所述电源回路采用三相四线制,包括火线a、火线b、火线c和零线n,火线a、火线b和火线c的一端分别与第一接线端子排的三相电源端子a、三相电源端子b和三相电源端子c电连接,火线a、火线b和火线c的另一端分别接入供电线路的火线l1、火线l2和火线l3中。
5、进一步的,所述电源回路包括断路器qf1、断路器qf2、断路器qf3、断路器qf4、断路器qf5、断路器qf6、断路器qf7、开关电源dy、插座cz1和插座cz2,所述断路器qf1被限定为三相断路器,所述断路器qf1各相分别连接在火线a、火线b和火线c上;
6、所述断路器qf2、断路器qf3、断路器qf4、断路器qf5、断路器qf6和断路器qf7被限定为单相断路器,所述断路器qf2的一端电连接在火线l1上,另一端与零线n引出线形成plc电源供电端与plc控制器相连,所述断路器qf3和断路器qf4的一端均电连接在火线l1上,另一端与零线n引出线分别形成第一外径检测供电端和第二外径检测供电端与外径检测机构相连,所述断路器qf5的一端电连接在火线l2上,另一端与开关电源dy的正输入端电连接,所述开关电源dy的负输入端与零线n相连,所述开关电源dy具有输出正电源电压的正输出端和输出负电源电压的负输出端,所述插座cz1和插座cz2均具有两接线端,所述断路器qf6的一端电连接在火线l3上,另一端与插座cz1的一接线端相连,所述插座cz1的另一接线端与零线n相连,所述断路器qf7的一端电连接在火线l3上,另一端与插座cz2的一接线端相连,所述插座cz2的另一接线端与零线n相连。
7、进一步的,所述手/自切换回路包括继电器ka1、继电器ka2、继电器ka3、加频率按键sb1、减频率按键sb2、切换按键sa1 、自动指示灯hl1以及手动指示灯hl2;
8、所述继电器ka1的线圈的一端连接负电源电压,另一端经加频率按键sb1连接正电源电压,所述继电器ka1的常开触点的两端分别连接在第一接线端子排的接线端子da-6与接线端子da-7之间;所述继电器ka2的线圈的一端连接负电源电压,另一端经减频率按键sb2连接正电源电压,所述继电器ka2的常开触点的两端分别连接在第一接线端子排的接线端子da-6与接线端子da-8之间;所述加频率按键sb1的一端还经继电器ka3的常开触点与接线端子da-6相连,另一端还与接线端子da-7相连,所述减频率按键sb2的一端还经继电器ka3的常开触点与接线端子da-6相连,另一端还与接线端子da-8相连;所述切换按键sa1被限定为旋钮开关,所述切换按键sa1具有第一挡位开关和第二挡位开关,所述继电器ka3的线圈的一端连接负电源电压,另一端经切换按键sa1的第二挡位开关连接正电源电压,所述切换按键sa1的第一挡位开关的一端与正电源电压连接,另一端经继电器ka3的常闭触点连接正电源电压;
9、所述自动指示灯hl1的一端连接负电源电压,另一端经继电器ka3的常闭触点连接正电源电压,所述手动指示灯hl2的一端连接负电源电压,另一端经继电器ka3的常开触点连接正电源电压。
10、进一步的,所述供料机构包括供料道、设置在供料道对应传送通道的进料端的闸板以及设置在闸板上并与吹料机构连通的料嘴,所述料嘴的出料口对应传送通道设置以将吹料机构吹出的玻管传送至所述传送通道。
11、进一步的,所述吹料机构包括芯轴风机m1以及与芯轴风机m1电连接的风机控制箱,所述风机控制箱包括机箱以及设置在机箱内的风机控制回路,所述风机控制回路的频率调节输入端与所述plc控制器的频率调节输出端电连接。
12、进一步的,所述风机控制回路包括第二接线端子排、芯轴变频器bp以及与芯轴变频器bp电连接的断路器qf0,所述芯轴风机m1被限定为三相风机,所述芯轴风机m1的接线u、接线v和接线w分别连接芯轴变频器bp的u引脚、v引脚和w引脚以及第二接线端子排的接线端子d3-1、接线端子d3-2和接线端子d3-3,所述芯轴变频器bp的di1引脚、di2引脚、dcm1引脚、tx1+引脚和tx1-引脚分别与第二接线端子排的接线端子d3-5、接线端子d3-6、接线端子d3-7、接线端子d3-9和接线端子d3-10电连接,所述断路器qf0被限定为三相断路器,所述断路器qf0各相的一端分别与芯轴变频器bp的r引脚、s引脚和t引脚电连接,另一端分别连接在火线a、火线b和火线c上;
13、所述第二接线端子排的接线端子d3-5、接线端子d3-6、接线端子d3-7、接线端子d3-9和接线端子d3-10还分别与第一接线端子排的接线端子d1-6、接线端子d1-7、接线端子d1-8、接线端子d1-3和接线端子d1-4连接,所述第一接线端子排的接线端子d1-3和接线端子d1-4与plc控制器的频率调节输出端电连接。
14、进一步的,所述外径检测机构包括设置在传输通道上对应于距离吹料机构预设距离的第一外径检测仪以及设置在传输通道上对应于玻管热端的第二外径检测仪,所述第一外径检测仪和第二外径检测仪分别经第一外径检测供电端和第二外径检测供电端供电,所述第一外径检测仪和第二外径检测仪均具有第一检测端和第二检测端,所述第一检测端和第二检测端分别与第一接线端子排的接线端子d1-1和接线端子d1-2电连接,所述接线端子排的接线端子d1-1和接线端子d1-2与plc控制器的外径数据输入端电连接。
15、进一步的,所述牵引机构包括牵引机以及与牵引机电连接的牵引控制回路,所述牵引控制回路的牵引调节输入端与plc控制器的牵引调节输出端电连接。
16、本实用新型通过设置外径检测机构对玻管在加工过程中的外径尺寸进行实时检测,并将外径数据及时反馈给plc控制器,再通过plc控制器根据生产需求和外径检测机构的反馈数据进行芯轴风机频率的动态调整,确保玻管各处的外径尺寸稳定,提高玻管质量;大大减少了人工干预和操作难度,提高了生产过程的自动化程度,操作人员只需进行简单的参数设置和监控,即可实现高质量、高效率的生产,玻管外径调节精度高,数据反馈及时,操作简便、适应性广。
- 还没有人留言评论。精彩留言会获得点赞!