一种无接触式检测汽车检具的数据处理方法、装置及介质与流程
本发明属于检具检测,涉及一种无接触式检测汽车检具的数据处理方法、装置及介质。
背景技术:
1、常规验证检具支架的精度使用机械测量工具(如卡尺、高度规、角尺等)测量,虽然机械测量法简单易行,测量范围广泛。但机械测量法的精度和可重复性与操作者技能密切相关,需要经验丰富的操作者进行测量。只能测量单个关键点的精度,测量速度相对较慢,无法进行全局评估。只能检测到检具支架的尺寸精度,无法检测到表面形貌问题(检具结构是否与零件干涉)。更重要的是机械测量方法需要接触式测量,可能会对检具支架造成损伤。
2、如三坐标的机械产品尺寸误差的柔性检具检测方法,(引用一种机械产品尺寸误差的柔性检具检测方法)此方法为光学测头安装在固定支架上实现对物体坐标的非接触式测量,但此方法成本较高,只可对局部进行测量
3、专利文献cn109931873a公开了一种光学检具检测方法。首先根据被测样品的几何结构和被测特征的位置和方向设计用于固定被测样品和光学影像子系统的专用夹具;再采用标准物和合格样品完成对固定在夹具上的光学影像子系统的标定,完成光学检具的制作;测量时光学检具通过测量软件控制光学影像子系统获得被测样品上的被测特征的影像数据;测量软件对获得的带有被测样件的被测特征的影像数据进行测量和分析,获得被测特征的几何尺寸并保存;光学检具通过多个光学影像子系统完成对被测样品的多个方向和位置的不同被测特征的测量,同时通过测得的特征位置实现样品装夹位置偏差的自校正。适合机械零件的圆孔、槽等几何尺寸的快速、精确的批量测量。
4、上述专利文献是建立一个光学检测检具用于检测,多孔、多层次结构、多特征的机械零件。
5、而本发明是用于调整检具支架的偏差。
6、专利文献cn1570546a公开一种机械产品尺寸误差的柔性检具检测方法,包括下列步骤:(1)将待测工件固定于工装的特定位置;(2)利用多关节三坐标测量系统测量工件指定型面或区域的空间坐标;(3)将测得的空间坐标与计算机中的理论模型或预先设定值进行比较以确定工件的尺寸误差。或者包括下列步骤:(1)在相对于工装的指定位置上安装若干光学测量探头;(2)将待测工件固定于工装的特定位置;(3)利用所述光学测量探头测量工件指定型面或区域的空间坐标;(4)将测得的空间坐标与计算机中的理论模型或预先设定值进行比较以确定工件的尺寸误差。本发明可避免使用专用检具,不仅减少成本,节约储存空间,还能够提供直接的定量误差数据,提高检测效率,降低检测费用。
7、上述专利文献基于多关节三坐标测量系统和光学三维测量系系统(此光学系统是将光学测头安装在固定支架上实现对物体坐标的非接触式测量)对被测量物进行局部检测,且成本过高。
8、而本发明是对测量物整体进行光学检测且对被测单位并无要求。成本低,多样性明显。
9、专利文献cn101706262b公开了一种面向超大型空间复杂曲面的绝对无干扰精密测量方法,利用光学投射方法设置全局控制点和测量点;利用定向相机结合控制点技术,实现测量相机在各测站下的初始定向;利用全局控制点实现各测量点区域的拼接,再利用测量点作为公共点实现全局控制点区域的拼接。解决在不利用编码标志的情况下采用近景摄影测量方法实现超大型空间复杂曲面的测量问题。无需在被测物表面设置任何物理标记,对被测物表面形貌不造成丝毫干扰。
10、上述专利文献是一种摄影测量的技术方法,且不依靠编码标记进行摄影测量,不在被测物表面设置任何物理标记。
11、而本发明tritop光学3d坐标测量系统需要在被测物表面进行黏贴参考点及数码点,且本发明为数据处理方法。
12、综上,上述专利文献与本技术相关度低。
技术实现思路
1、本发明所要解决的技术问题是克服了现有技术存在的上述问题,提供了一种无接触式检测汽车检具的数据处理方法、装置及介质。
2、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
3、为解决上述技术问题,本发明是采用如下技术方案实现的:
4、一种无接触式检测汽车检具的数据处理方法,包括以下步骤:
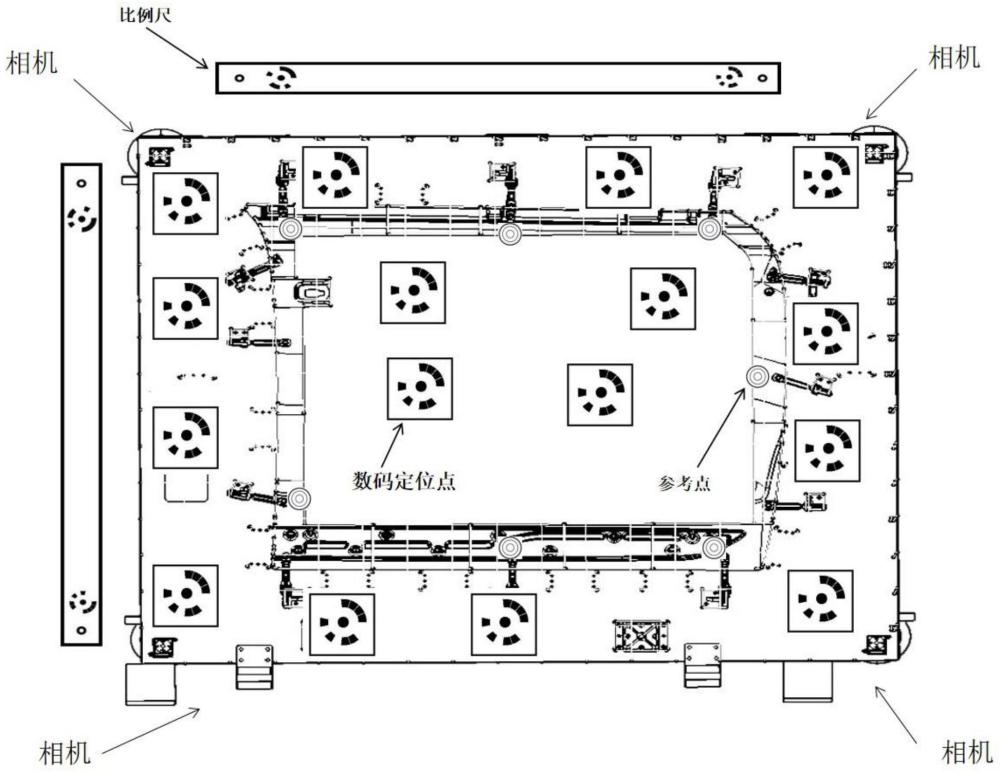
5、步骤一、将检具支架置于工作台上分别黏贴参考点和数码定位点;
6、步骤二、用数码相机进行tritop数码测量;
7、步骤三、将数码相机中的照片加载进atos professional测量软件中并计算;
8、“atos professional”表示atos专业版。
9、atos professional测量软件,是现有技术。
10、atos professional是用于控制atos三维扫描仪的软件解决方案,这一应用软件的功能结构是按工业性一般工艺流程构建,只是这样一个软件包,除了测量生成精确的三维表面数据,同时还具备完整的检测和报告功能。
11、atos professional这一应用软件包含gom inspect professional的所有功能,使其成为一款既能进行参数化、可追溯的测量,并能完成尺寸分析的软件。
12、为确保达到精准的测量精度,gom软件套装经过了德国联邦技术物理研究所(ptb)和美国国家标准技术研究所(nist)的测试并获得其认证。对比由软件获得的结果和相关参考结果,证明了本检测软件的精确性。gom软件被认证属于测量误差极小的软件。
13、步骤四、选择数码测量参数设置编辑测量参数;
14、数码测量参数是数码相机的参数。其中包括曝光时间、快门速度、光圈数及闪光灯的照射距离等数码设备参数。
15、编辑测量参数,是atos professional测量软件中设置里的测量选项,其中包括比例尺型号、温度、参考点的大小。
16、步骤五、查看数码测量的精度并将此制件的产品数模导入到测量软件当中;
17、制件是汽车钣金件,检具是用于固定制件的一种金属框架;
18、产品数模就是工件最理想的数字模型,每个工件都会有每个属于它自己的数模,用于和实际工件之间对比偏差;
19、本发明中出现的测量软件均为atos professional测量软件。
20、步骤六、用atos professional光学扫描检测软件对此检具的基准进行光学扫描;
21、此软件的电脑连接光学扫描设备,用atos professional测量软件进行数据处理后,此界面会有扫描选项,可以人为扫描出被测物的形状,扫描后进行绑定计算网格,此时被测物形成的数据变成了点云(点云就是被测物数字化的体现)。
22、测量基准存在的意义是:因为检具是由很多零件组合起来的,每个零件都有相对应的位置,本发明的基准就是作为所有散件的共同基准,作为整个检具测量的参照,以及作为后续客户复测检具的参照。
23、步骤七、扫描完成后进行构造基准球;
24、此基准球就是检具基准,一种为圆球形状的基准,。
25、步骤八、将所有基准球全部构造完成后进行3-2-1建系,进行数据处理;
26、一般基准球一测检具有4个,部分小型检具有3个,分别分布在检具的4边上,因用3-2-1建系基准必须有3个基准才可以建系;
27、零件的六个方向的限制,通过基准来实现,主基准规定方向,3点或面接触,消除3个自由度;次基准用来定位,2点或线接触,消除2个自由度;第三基准用来固定,控制零件的旋转,1点,消除1个自由度。故基准限制了六个自由度,3-2-1原则成立;
28、数据处理即为数据对比和标出点偏差的数值;
29、步骤九、经建系对齐后在检测模块中运用实际网格上的曲面比较进行数据计算;
30、对齐为3-2-1建系之前的初步对齐,让数模和计算后的点云(被测物数据)进行初步的重合;
31、atos professional测量软件中有:检测模块(用于对比,点偏差值),数字化模块(扫描时切换到此模块),设定模块和摄影测量模块(在摄影测量模块中加载照片);
32、实际网格上的曲面比较(是一个选项的名称,在检测模块中)可以理解多边化和重新计算,点击此上的曲面比较会将已经重合在一起的数模和点云进行比较;
33、步骤十、对比数据后得到此检具支架支撑面的偏差值,确定需要调整的部位和方向。
34、用具基准作为参考,将理想数据(数模)与描后形成的点云同时输入到atosprofessional测量软件中用3-2-1建系方式,填写基准上的坐标数值,即xyz三个放方向的数值,填写完成后两数据会重合到一起,此时进行对比分析,对比后方可按住键盘ctrl键用鼠标右件进行查看数据偏差值(此对比方式和查看偏差值均为atos professional测量软件中的选项);
35、因为是在一个基准的前提下进行的操作,所以两个不同坐标系的数据才会重合,重合后用。
36、步骤十一、调试后重复以上步骤进行二次数码测量确保检具精度和形状符合要求
37、如有需要,可以再次进行一次数码测量,通过此次测量来微调来确保调整效果。
38、进一步地,tritop光学三维坐标测量系统是由数码相机、数码点、比例尺、参考点组成,是用数码相机多方位照相识别数码点,参考点将参考点和数码点定位于一个理想的三维空间里用比例尺限制坐标系中的x轴y轴的方向,而后将摄影测量后在数码相机中的照片加载到atos professional光学扫描检测软件中进行将照片中的参考点从2d转换成3d的计算。
39、tritop表示的是“光学三维坐标测量系统”;
40、数码点是指数码定位点,数码点指的是数码定位点,用于摄影测量时的定位点,参考点是用于扫描使用的,摄影测量时会同时识别数码点和参考点,但是数码点用于定位参考点;
41、参考点,是扫描设备所识别的点,这样可以确保参考点被识别后位置的准确性,参考点准确才能保证被测物的数据准确。
42、进一步地,atos professional光学扫描检测软件是用于扫描测量单位将其转化成3d立体的数据,可用于摄影测量后照片的数据处理,也可用于数据对比,出具测量报告。
43、本发明是将光学三维坐标测量系统及atos professional光学扫描检测软件应用到检测检具夹紧点的调试上。
44、进一步地,参考点黏贴在支撑点上方,将数码定位点黏贴在检具支架钢体结构周围和夹紧器周围;
45、数码定位点每个间隔5-15cm一个按顺序摆放;
46、将比例尺90度垂直摆放在支架的下方,用数码相机进行摄影测量
47、后导入到atos professional光学扫描检测软件中提取照片中的参考点。
48、进一步地,打开atos professional光学扫描检测软件建立新项目,将摄影测量后的照片导入检测软件中,将摄影测量的照片中的参考点从2d转换成3d的参考点,将cad输入到检测系统里进行数据处理,经过数据处理后分析检具与设计数据之间的差异原因,确定需要调整的部位和方向。
49、新项目是atos professional光学扫描检测软件中的一个页面选项,不同的工件要建立不同的项目,
50、数码测量和摄影测量是一样的,是用数码相机对被测物进行多角度的拍照,生成照片的过程。
51、进一步地,根据分析结果,使用精密工具对检具进行调整,以使测量的检具符合检具公差要求。
52、进一步地,在完成检具调整后,再次使用tritop光学3d坐标测量系统进行摄影测量,以确保调整后的检具精度和形状符合要求。
53、进一步地,将调整后的检具数据与设计数据再次进行比对,确认调整效果,如果需要,可以进行进一步的微调。
54、此检具数据是指调整后的检具所生成的点云。
55、设计数据是指数模(理想数据),只有将检具的点云和设计数据(理想数据)对比后才会出现偏差。
56、一种装置,包括一个或多个处理器;
57、存储器,用于存储一个或多个程序;
58、当所述一个或多个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现如上所述的方法。
59、一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如上所述的方法。
60、与现有技术相比本发明的有益效果是:
61、高精度测量:atos professional光学扫描检测软件采用光学三维测量技术,可以实现高精度的测量,精度可达到0.01mm级别。
62、非接触式测量:atos professional光学扫描检测软件采用非接触式测量技术,不会对检具支架造成损伤,同时可以避免人为因素对测量结果的影响。
63、可视化展示:atos professional光学扫描检测软件可以将测量数据转化为三维模型,并可进行可视化展示,方便用户进行数据分析和决策。
- 还没有人留言评论。精彩留言会获得点赞!