用于任意疲劳载荷的橡胶类材料裂纹轮廓及长度测量方法
本发明涉及裂纹检测领域,具体涉及用于任意疲劳载荷的橡胶类材料裂纹轮廓及长度测量方法。
背景技术:
1、橡胶制品一般在疲劳载荷下工作,制品的主要部分橡胶材料在疲劳载荷下的裂纹扩展是导致制品失效的主要原因之一。橡胶材料在长期疲劳载荷下会出现开裂,形成微小裂纹,裂尖前方因大变形导致分子链的断裂产生空洞化,形成断裂过程区,裂尖穿过断裂过程区向前扩展以致断裂。橡胶材料在使用过程往往遭受不同的载荷工况,开展任意疲劳载荷工况下的疲劳裂纹扩展实验,实时监控裂纹扩展状况,获得与裂纹扩展快慢有重要关联的裂纹轮廓,以及裂纹扩展的长度,对研究材料的疲劳特性及产品安全使用具有重要意义。现有传统的人工检测裂纹的方法,很难适用这种长期的裂纹监控。如数字散斑方法,其基于数字图像技术对裂纹长度进行测量,效率大幅提升,但其对裂纹的长度读取仍然采用的是刻度测量,读数误差较大,从而裂纹测量的准确性和精度不高。
2、中国发明cn116183361a提供了一种基于视频分析实时测量疲劳裂纹长度的方法。在实验过程中,该发明通过采集裂纹扩展图像视频,并通过人工标记橡胶区域和裂纹区域的方法对图像进行处理,通过连通域标记技术,获得该载荷条件下试样的裂纹开口最大的图像,并进一步计算获得裂纹扩展长度,但该发明提供的方法只能测量橡胶材料在恒定疲劳载荷下的裂纹扩展长度,无法检测裂尖轮廓,且需要通过人工标记橡胶区域和裂纹区域,同时对拍摄时的光源及拍摄角度有较严格的要求,否则测量精度会大受影响,而当加载工况为变幅值载荷或者载荷幅值随机变动时,该方法无法适用。
技术实现思路
1、针对现有裂纹测量方法精度、准确性不高或测量受限于恒定疲劳载荷等技术问题,本发明提供一种用于任意疲劳载荷的橡胶类材料裂纹轮廓及长度测量方法,能够通过视频分析更有效地获取任意疲劳载荷工况下的裂纹扩展轮廓和扩展长度等数据。
2、本发明提供的用于任意疲劳载荷的橡胶类材料裂纹轮廓及长度测量方法,包括如下步骤:
3、s1.试样预处理:对试样进行裂纹预制,获得带预制裂纹的试样;
4、s2.加载准备:将试样安装在加载设备上,并进行加载设备调试;
5、s3.加载前预处理:获取未加载试样照片,对未加载的试样照片依次进行亮度增强、图像旋转和阈值分割处理,得到二值化图像矩阵;
6、s4.启动加载设备,同时开启摄像机拍摄试样加载视频;
7、s5.对s4得到的加载视频逐帧进行如下处理:
8、(a)从第一帧的图像矩阵到最后一帧的图像矩阵,按s3得到的三个值依次进行亮度增强、图像旋转和阈值分割处理,得到图像矩阵;
9、(b)通过图像处理函数bwareaope对步骤(a)所得图像矩阵进行去噪处理,然后通过imfill函数对图像中的孔洞进行填充,得到的矩阵记为fill_img,矩阵的大小为m行,n列;
10、(c)将fill_img图像矩阵每一列的元素求和,将求和的结果作为y的值,其所在列作为x的值进行绘图,当y的值第一次大于m/4时,所在列记为x1;当y的值最后一次大于m/4时,所在列记为x2,对fill_img图像矩阵的第一列至第x1列以及第x2列至最后一列删除,得到新的矩阵,记为cutx_img;
11、(d)将cutx_img图像矩阵每一行的元素求和,将求和的结果作为y的值,其所在行作为x的值进行绘图,并绘出y值的变化趋势图,变化趋势大的第一个位置y1为裂纹的上边缘位置,变化趋势大的最后一个位置y2为裂纹的下边缘位置;
12、(e)为了使得到的裂纹图像包含一定的橡胶部分,对cutx_img图像矩阵第一行至第(y1-10)行以及第(y2+10)行至最后一行删除,得到试样的裂纹开口图像rub_img;
13、s6.在任意拉伸或拉压疲劳加载情况下,拍摄的每段视频图像包含有几个加载循环,计算机通过统计每段视频中每张图像矩阵大小计算橡胶裂纹开口的大小,载荷幅值越大,所对应rub_img的矩阵大小也会越大。因此,比较s5得到的每一帧rub_img图像矩阵的大小,元素最多的图像矩阵则为裂纹开口最大的图像矩阵,记为max_img图像矩阵,矩阵大小为m行,n列;
14、s7.通过区域生长算法对max_img图像矩阵进行区域划分:鼠标选取图像中试样开口区域内的任意一点作为生长点,经过区域生长算法计算以后,将图像分为裂缝区域和试样区域,记该图像矩阵为gro_img。
15、s8.通过find函数找到gro_img图像中每一列的裂纹区域与试验区域交界的两处像素点的位置并记录其坐标信息(x,y1,y2),其中x表示行,y1表示裂纹上边缘位置,y2表示裂纹下边缘位置。
16、s9.计算图像矩阵中的每一个像素点的大小:
17、p=ll/n
18、其中,ll为试样长度,n为max_img图像矩阵的列数;
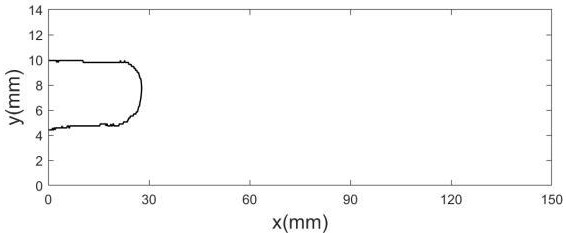
19、裂纹轮廓图像的获取:从橡胶裂纹的起始列至裂纹尖端列逐列按下述公式得到其坐标信息:
20、裂纹轮廓上边缘纵坐标位置:h1=(m-y1)*p,
21、裂纹轮廓下边缘纵坐标位置:h2=(m-y2)*p,
22、相应列的横坐标位置:l=x*p,
23、式中,p表示像素点的大小,m为fill_img图像矩阵的行数,x表示s8所得坐标信息的行,y1表示s8所得坐标信息的裂纹上边缘位置,y2表示s8所得坐标信息的裂纹下边缘位置;
24、通过得到裂纹轮廓每一列的上下边缘的位置信息,绘制得到裂纹的轮廓图像,
25、裂纹实际长度等于裂纹尖端的横坐标值。
26、进一步地,s1具体为:用刀片在试样左侧或右侧边缘的中间位置上切一条长为a0的预制裂纹,并测量试样的长度,记为ll。
27、进一步地,在试样上喷涂与加载设备内部背景色差大的涂料。例如:加载设备内设置黑色背景布,试样上喷涂白色涂料。
28、进一步地,在加载设备后方布置深色幕布,如黑色、褐色、棕色、墨绿色等,在试样上喷上涂料,涂料颜色要求与加载设备背景存在色差,通常为浅色,如白色、浅蓝色、浅粉色等。
29、进一步地,加载设备调试具体为:开启摄像机对准试样并调节摄像机镜头焦距,使试样及预制裂纹在计算机界面清晰可见,然后将摄像机位置固定。
30、进一步地,s3的加载前预处理具体为:
31、(i)先通过摄像机获取一张未加载的试样图片,记为pre_img;
32、(ii)通过imadjust函数对pre_img图像矩阵进行亮度 k倍的增强,获得亮度更均匀的图像矩阵,记为bri_img;
33、(iii)利用prewitt边缘检测算法检测得到bri_img图像矩阵中试样夹具与背景之间的边界划分矩阵,随后采用hough变换检测边界划分矩阵内的直线情况并获得试样的倾斜角度 θ,然后对bri_img图像矩阵按照角度 θ进行旋转使图像中的试样处于水平状态,记旋转后的图像矩阵为rot_img;
34、(iv)对rot_img图像矩阵进行阈值分割处理:采用多域值otsu分割算法,首先计算出多域值rgb彩图,再由多域值rgb彩图进行加权灰度化,最后再使用一次otsu单阈值计算得到阈值 t;
35、(v)记录亮度调整的参数 k、旋转角度 θ以及阈值 t,通过加载前预处理获取的这三个参数,用于后续拍摄视频的处理,不仅能够降低前期拍摄的要求,而且可以降低后期的计算负担,并能增强后续图像处理精度。
36、进一步地,s4在拉伸模式或/和拉压模式下进行,试样施加任意疲劳载荷,包括恒幅或变幅的正弦载荷,三角波形载荷或者脉动载荷等。
37、进一步地,s4中,试样加载过程的视频采集具体为:每拍摄一次,留出时间间隔再拍摄下一次;间隔时间不受限制,一般为1-15min,优选为2-12min,更优选为3-10min。载荷加载频率不受限制,也可以根据实际需要进行选择,通常为1-100hz,优选为2-50hz,更优选为5-20hz;单次拍摄的时间受实际的加载频率相关,需要根据实际需要进行计算选择,通常为1倍以上的频率倒数时长,优选为2-3倍。
38、进一步地,用于拍摄的相机能够实现满足拍摄试样的加载视频即可,不受限制,优选高速相机,能够获得更清晰的加载视频。
39、进一步地,试样的材料不受限制,但考虑橡胶类材料的疲劳裂纹发展慢,监测周期长,优选橡胶类材料,更优选橡胶材料。
40、本发明的有益效果在于:
41、(1)与传统的人工检测方法对比,本发明实现了全自动、实时的裂纹检测,准确、高效。
42、(2)本发明通过区域生长算法实现对裂纹的捕捉,可以实现变幅、随机载荷幅、恒定载荷幅等任意载荷工况下的裂纹长度检测及轮廓识别,突破了恒定载荷的限制,应用范围更广。
43、(3)本发明发展了一种通过图像分析辨别目标对象边界的方法,拍摄时无需对目标对象进行任何特殊标记。
44、(4)本发明采用hough变换来判断视频图像是否为水平状态,可自动将图像进行水平调整,有效降低相机拍摄角度引起的计算误差。
45、(5)本发明通过使用多域值otsu算法,可对视频图像中色彩的微小变化进行精准捕捉,可使处理结果更加精准。
46、(6)本发明可采用imadjust函数对视频图像亮度进行 k倍的增强,对拍摄光照强度的要求降低。
- 还没有人留言评论。精彩留言会获得点赞!