一种钢化玻璃表面平整度检测装置的制作方法
本发明涉及钢化玻璃检测,具体涉及一种钢化玻璃表面平整度检测装置。
背景技术:
1、玻璃平整度是指玻璃表面的平整程度,通常用于衡量玻璃的质量,平整度高的玻璃表面光洁度好,使用寿命也会更长。玻璃平整度检测是指检测玻璃表面平整度的一种技术,它是玻璃质量检测中非常重要的一项指标。玻璃平整度不仅影响玻璃的外观和透视质量,还会影响其力学性能和耐久性。钢化玻璃的平整度差和厚薄不均问题在使用时一方面造成玻璃的反射光学变形,另一方面也会产生玻璃的光学畸变,在用于夹层玻璃时会造成合片后的夹层玻璃厚薄不均,引起光学上的变形,更进一步影响产品的视觉效果,夹层玻璃的局部变薄还会影响产品的粘结性能;若钢化玻璃弯曲度不好,应用于中空玻璃时在挤压合片时会造成异丁胶不均,影响外观质量,也影响密封质量,并且可能造成局部超厚,进一步影响安装。因此,准确检测玻璃平整度对于控制玻璃质量和提高玻璃工业的水平至关重要。
2、玻璃平整度检测常用机械检测法,即利用机械设备的测头在玻璃表面接触,通过旋转或移动测头对玻璃表面的形貌进行接触式测量,将传感器上的探头推向表面,记录下表面高度数据。根据数据计算出玻璃表面的高低差,从而得出平整度指数从而确定玻璃表面的平整度。
3、手持式钢化玻璃测平仪采用机械检测法,首先调整好测量表,设置成跟踪最大值功能,调整支撑块间距到需要的大小后调整测量头位置,保证测量头超出三个支撑脚的平面2mm~3mm,手持仪器,轻轻贴附玻璃表面保证三个支撑脚都能接触到玻璃,通过在需要测量的区域表面滑动,可以从测量表上读出弯曲度的大小。手持式钢化玻璃测平仪操作简单,测量快,成本低,可广泛用于玻璃弯曲度的测量与监控,但测量较大面积的钢化玻璃时难以对钢化玻璃不平整的位置进行标记,使得测量过程中的效率降低。
4、鉴于以上情况,为了克服上述技术问题,本发明设计了一种钢化玻璃表面平整度检测装置,解决了上述技术问题。
技术实现思路
1、本发明要实现的技术目的是:本发明的一种钢化玻璃表面平整度检测装置在测量钢化玻璃表面平整度时利用电磁感应中的电流大小得出平整度指数,并同时利用产生的电流带动转动阀转动使两侧墨囊内不同颜色的标记墨流至不平整区域对凸出和凹陷做出不同标记。
2、为了实现上述的技术目的,本发明提供如下技术方案:
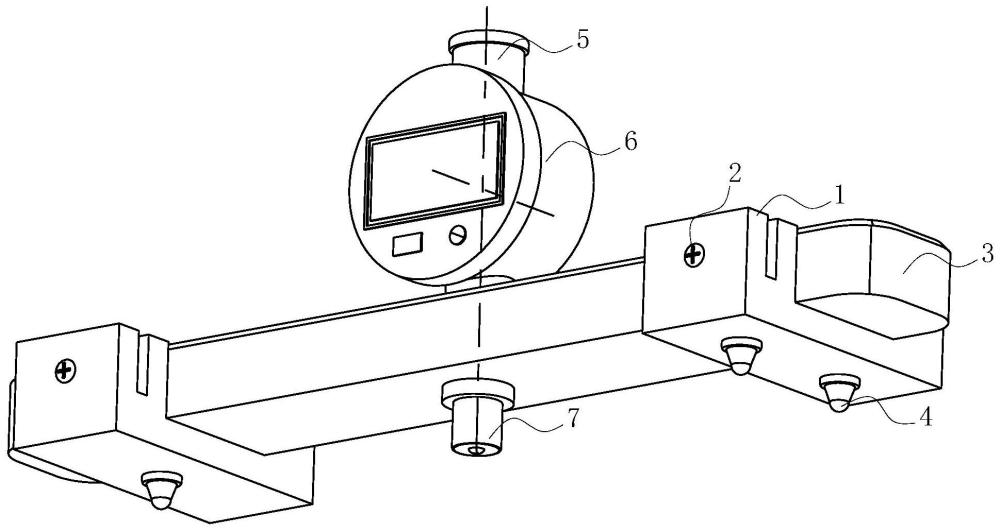
3、本发明提供的一种钢化玻璃表面平整度检测装置,包括支撑块、固定螺栓、主撑板、支撑脚、固定杆和显示表,所述支撑块与固定螺栓连接并安装在主撑板上,三个所述支撑脚安装在支撑块下方,所述固定杆安装在主撑板内,所述显示表安装在固定杆外侧;还包括测量机构,所述测量机构通过显示表显示磁力壳在固定杆内的线圈中上下滑动产生的电流大小来检测玻璃表面的平整度数值,同时线圈内的电流带动磁棒在圆柱槽内上下滑动进而带动转换组件将磁棒的滑动转变为转杆的转动,转杆的转动带动转动阀转动并通过标记组件对不平整的区域做出标记。
4、在手持式钢化玻璃表面平整度检测装置进行检测时装置中的转动阀下端与钢化玻璃表面接触,在工人手持装置进行匀速移动时转动阀下端与玻璃表面的不平整区域接触并根据轮廓上下移动,磁力壳在转动阀的带动下在固定杆内上下滑动并在线圈内产生感应电流,通过感应电流对钢化玻璃表面平整度进行检测,操作简单、成本低且效率高;感应电流带动两侧的磁棒相反运动并带动转换组件将磁棒的移动转换为转动阀的转动进而使流道槽与墨囊连通,使两侧墨囊内不同颜色的墨在玻璃表面凸出和凹陷时分别流至不平整处做不同标记对需要修整的不平整处进行标记,提高了玻璃平整度检测的效率。
5、所述测量机构包括压缩弹簧、线圈、磁力壳、屏蔽套、固定壳、磁棒、转换组件和标记组件;所述压缩弹簧安装在固定杆内,固定杆的内侧安装有线圈,所述线圈的内侧安装有磁力壳,所述磁力壳的上端设置有圆柱凸起,所述圆柱凸起的外侧阵列设置有限位块,磁力壳的下端开设有安装槽,所述安装槽的形状为球形,磁力壳的侧壁开设有两个连接槽,上方的所述连接槽位于线圈的上端,下方的连接槽位于线圈的下端,磁力壳的内侧安装有屏蔽套,所述屏蔽套的内部上端对称安装有固定壳,两个所述固定壳内分别安装有磁棒,两个所述磁棒的外侧分别绕有线圈,磁棒的下端与转换组件连接,所述转换组件的下端安装有标记组件。
6、磁力壳的下端开设有安装槽,安装槽对标记组件中的转动阀进行限位和固定,使转动阀的安装更加稳定同时对转动阀内的标记墨起防漏作用,安装槽与转动阀连接使转动阀的下端可与钢化玻璃表面接触进行平整度的检测;压缩弹簧卡接在固定杆与磁力壳之间使设备在钢化玻璃表面滑动的过程中磁力壳内的转动阀在压缩弹簧的弹力作用下始终与钢化玻璃表面接触,且压缩弹簧的弹力使转动阀下端对钢化玻璃表面的压力较为柔性,不易对玻璃表面造成划伤等缺陷;固定杆的内侧安装有线圈,线圈为导电材料使转动阀划过玻璃表面不平整部位时磁力壳在线圈内上下滑动产生感应电流,磁力壳的侧壁开设有连接槽,使线圈的上下两端分别从连接槽内连通至屏蔽套的内部,屏蔽套的上端安装有固定壳,固定壳将连入屏蔽套内的线圈固定并将两侧线圈的上下两端连接,屏蔽套内的线圈绕在磁棒的外侧,使线圈内有感应电流通过时带动两侧的磁棒反向移动。
7、所述固定杆的内部上方开设有定位槽,所述定位槽内安装有圆柱凸起,定位槽的内侧阵列开设有限位槽,所述限位槽的形状为矩形,限位槽内安装有限位块,固定杆的下端开设有滑动槽,所述滑动槽的直径值与磁力壳的外侧直径值相等。
8、固定杆上方的定位槽与磁力壳之间卡接压缩弹簧使磁力壳下端的转动阀在压缩弹簧的弹力作用下在检测过程中一直与钢化玻璃表面接触;定位槽的下端对磁力壳的上端的圆柱凸起起限位和定位作用,在压缩弹簧的弹力作用下圆柱凸起滑动至定位槽下端使转动阀下端超出三个支撑脚的平面,进而保证突出和凹陷的缺陷都能够检测出来;圆柱凸起的外侧阵列设置有矩形凸起且矩形凸起在限位槽内滑动,限位槽对磁力壳进行限位,防止磁力壳在滑动的过程中发生转动进而影响标记组件的标记过程;滑动槽的直径值与磁力壳的外侧直径值相等使磁力壳可在滑动槽内滑动,磁力壳与固定杆之间的空隙值大于线圈的直径值,使磁力壳在滑动槽内滑动时在线圈内部使线圈切割磁力壳的磁感线产生电流。
9、所述屏蔽套为圆柱状,屏蔽套的外侧与连接槽对应处开设有连接孔,磁力壳外侧的线圈的上下两端通过连接槽和连接孔通入屏蔽套的内部,屏蔽套的内侧安装有隔板,所述隔板的上端开设有通孔,屏蔽套的下端设置有矩形块,所述矩形块的下端开设有转槽,转槽将转杆固定在磁力壳内部转动;所述固定壳为圆柱状,两个固定壳对称安装在隔板的两侧,两个固定壳之间设置有矩形连接块,所述矩形连接块安装在通孔内,固定壳的下端开设有圆柱槽,两个所述圆柱槽内分别安装有两个磁棒,所述磁棒的下端设置有环形凸起,所述环形凸起的下端设置有连接凸块。
10、矩形连接块与通孔连接,且矩形连接块为导电材料,通入屏蔽套内部两侧并安装在固定壳下端的线圈的上下两端分别与矩形连接块连接,使隔板两侧的线圈内电流方向相反,进而使线圈内有感应电流流过时,分别在两侧固定壳的圆柱槽内的两个磁棒反向滑动进而带动转换组件运动;磁棒下端设置的环形凸起对磁棒起限位作用,防止磁棒向上滑动时带动下方的转换组件与屏蔽套外侧碰撞造成损坏进而影响装置的测量。
11、所述转换组件包括平衡杆、传动杆、传动锥齿轮、固定锥齿轮、转杆、推杆、压杆、伸缩弹簧和转轴;所述平衡杆的两端分别与磁棒下端的连接凸块连接,平衡杆的中心处安装有传动杆,所述传动杆与矩形块连接,传动杆的一端安装有传动锥齿轮,所述传动锥齿轮与固定锥齿轮啮合,所述转杆的上端与矩形块连接,转杆的上方与固定锥齿轮连接,所述传动杆的另一端安装有推杆,所述推杆的形状为凹字形,所述推杆的两端设置有柱状压块,两个所述柱状压块分别与两个压杆的外侧连接,两个所述压杆以推杆的对称轴为中心对称,两个压杆的上端内侧之间卡接有伸缩弹簧,两个压杆的下端安装在转轴外侧,所述转轴安装在矩形块下方。
12、屏蔽套的下端设置有矩形块,矩形块与传动杆、压杆和转杆连接,将转换组件固定在磁力壳内部,推杆的中心与传动杆连接,当磁棒在感应电流的作用下滑动时,平衡杆的两端在磁棒的带动下发生偏移进而使平衡杆带动传动杆和推杆转动,推杆的中心与传动杆连接使得传动杆转动带动推杆转动时,凹形推杆两端的柱状压块对两个压杆的上端的压力相等。
13、所述压杆上端的形状为l形,压杆上方的末端设置有圆盘,两个压杆上方的圆盘分别与伸缩弹簧的两端连接,两个所述压杆下方的外侧形成v形,两个压杆下方的内侧开设有圆弧滑槽,所述圆弧滑槽的内侧安装有传动杆;所述转杆的上端设置有柱状凸起,所述柱状凸起的外侧与固定锥齿轮连接,柱状凸起的上端与转槽连接,柱状凸起的直径值小于矩形块的宽度值,转杆的下端与标记组件连接。
14、两个l形压杆末端的圆盘之间卡接的伸缩弹簧起自动复位作用,压杆的上端在伸缩弹簧的弹力作用下与柱状压块接触挤压,使磁棒在受力发生移动带动推杆转动后压杆能够在伸缩弹簧的弹力作用下推动柱状压块回到初始位置,防止对下一个不平整位置标记产生影响;圆弧滑槽与传动杆的外侧连接使得一侧的压杆在受到柱状压块的推力时,圆弧滑槽在传动杆外侧滑动,而另一侧的压杆在伸缩弹簧的弹力作用下圆弧滑槽与传动杆外侧挤压限位。
15、所述标记组件包括安装块、转动阀、墨囊和墨管;所述安装块安装在磁力壳的内部下端,所述安装块的下端开设有转动凹槽,所述转动凹槽的内部安装有转动阀,所述转动阀的上端与转杆的下端连接,当玻璃表面凸起或凹陷时转杆在转换组件的带动下转动带动转动阀向左或向右转动,安装块的上端开设有圆孔,所述圆孔与墨囊的下端连接,所述墨囊的上端安装有墨管,墨管的外侧与磁力壳的内侧连接,圆孔的下端开设有流道槽,所述流道槽为弧形,流道槽的下端与转动凹槽连通。
16、安装块下端开设的转动凹槽与转动阀连接使装置在滑动至不平整部位时转动阀在安装块的内部转动,且转动凹槽的外侧为橡胶材料使安装块对转动阀的外侧进行密封,防止转动阀在转动过程中内部的标记墨漏出;流道槽的直径值与墨囊下端的出口直径值相等,使墨囊内的标记墨流入流道槽内并通过流道槽流入转动阀,流道槽为弧形使标记墨的流动更加顺滑,防止标记墨卡在流道槽内进而影响标记组件的标记过程;两侧墨囊的标记墨颜色不同,使装置在玻璃表面凸出和凹陷处分别做不同标记,使标记更加明显,便于工作人员判断钢化玻璃的质量。
17、所述转动阀为球形,球形的转动阀下端与玻璃的接触面积小使装置与玻璃表面的摩擦力减小,防止在测量过程中装置对玻璃表面造成划伤进而影响产品质量,同时接触面积减小使平整度测量的结果更加准确;转动阀的外侧对称开设有通槽,所述通槽靠近流道槽的一侧与流道槽相切,使得在玻璃表面平滑转动阀不发生转动时,流道槽的下端与转动阀外侧连接且通槽与流道槽不相通,而在玻璃表面不平整使转动阀转动时,转动阀一侧的流道槽与同侧的通槽连通使标记墨流入通槽内,同时转动阀另一侧的流道槽仍然与转动阀外侧连接使此侧的通槽与流道槽不相通;通槽中心的下端开设有漏墨孔,漏墨孔上端与流道槽的连接处为圆弧状且漏墨孔也为弧形,防止标记墨卡在漏墨孔处进而影响不平整区域的标记。
18、本发明的有益效果如下:
19、1.本发明的一种钢化玻璃表面平整度检测装置在测量钢化玻璃表面平整度时,转动阀下端与钢化玻璃表面的不平整部位接触带动磁力壳在固定杆内上下滑动产生感应电流,感应电流使转动阀转动并使得墨囊内的标记墨流至不平整位置处,对需要修整的不平整处进行标记,提高了检测的效率。
20、2.本发明的一种钢化玻璃表面平整度检测装置利用磁力壳的上下滑动产生的感应电流带动磁棒在线圈内滑动,并通过转换组件将磁棒的移动转换为转杆的转动带动转动阀向左或向右转动,使两侧墨囊内不同颜色的墨在玻璃表面凸出和凹陷时分别流至不平整处做不同标记,使标记更加明显,便于工作人员判断钢化玻璃的质量。
21、3.本发明的一种钢化玻璃表面平整度检测装置在转动阀下端与钢化玻璃表面的不平整区域接触时,转动阀在玻璃表面的移动带动磁力壳在固定杆内上下滑动并在线圈内产生感应电流,线圈的两端分别接入屏蔽套的两侧使屏蔽套两侧内线圈中的电流相反,屏蔽套内线圈的感应电流带动两侧磁棒相反运动并带动转换组件将磁棒的移动转换为转动阀的转动进而使流道槽与墨囊连通,通过感应电流对钢化玻璃表面平整度进行检测,操作简单、成本低且效率高。
- 还没有人留言评论。精彩留言会获得点赞!