一种探测压缩机铝合金机壳泄漏超标的工艺的制作方法
本发明涉及压缩机加工,具体涉及一种探测压缩机铝合金机壳泄漏超标的工艺。
背景技术:
1、铝合金机壳因其具有导热性能好,重量轻,便于安装和运输等优势,而广泛用于空调、冰箱等家电产品,以及工业制冷等领域,例如,家用空调中的压缩机通常采用铝合金机壳,以实现高效制冷和便捷安装。压缩机铝合金机壳在铸造加工的过程中,可能会存在气孔、疏松等铸造缺陷,影响机壳的气密性,故需要对其致密性进行检测。
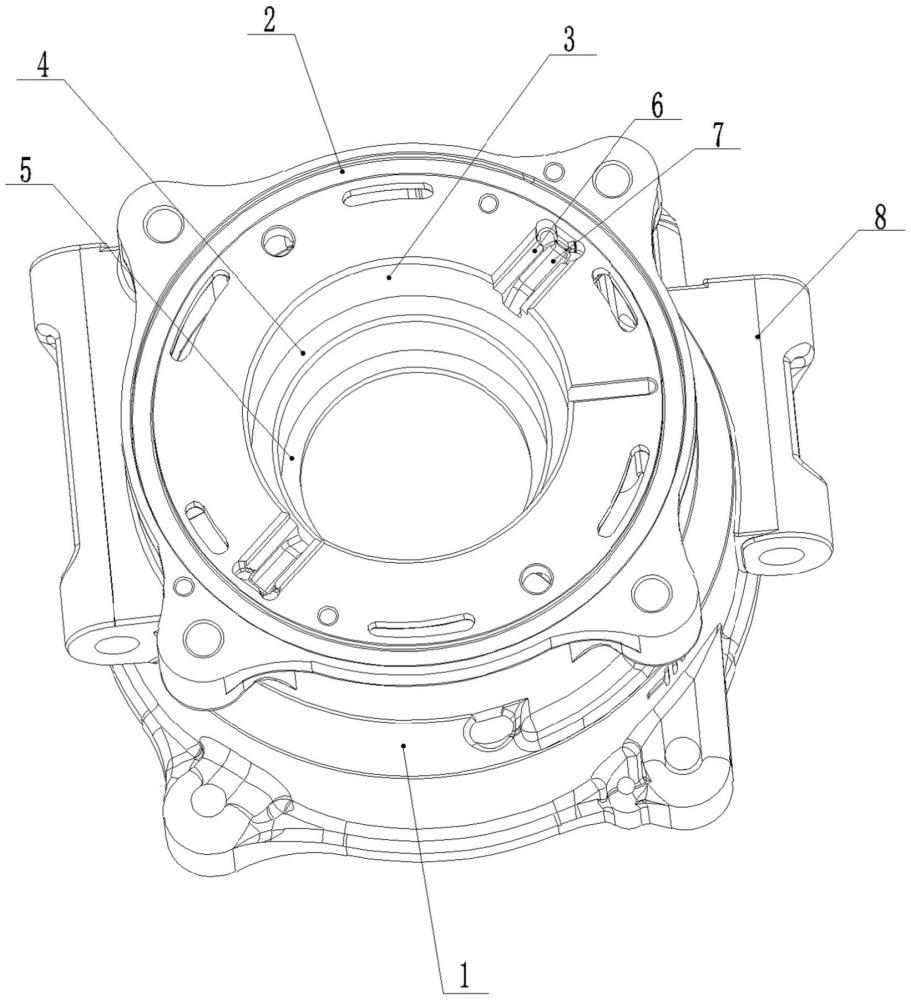
2、在对如图1-2所示的压缩机铝合金机壳的泄漏性能进行检测时,通常采用水检法,将被测件放入水中,人工观察是否有气泡产生,有气泡产生则为泄漏,该技术方案的缺点是:人工观察易出现视觉疲劳,会出现漏检或没有观察到的情况;同时,也不能准确的确定被测件的泄漏量,无法判断被测件的泄漏量是否超标。
技术实现思路
1、本发明意在提供一种探测压缩机铝合金机壳泄漏超标的工艺,以防止漏检情况的发生,提高检测结果的准确性,同时,能够准确的确定被测件的泄漏量。
2、为达到上述目的,本发明采用如下技术方案:一种探测压缩机铝合金机壳泄漏超标的工艺,包括以下步骤:
3、s1,采用扫码器扫描被测件的信息;
4、s2,将被测件安装在检测装置上;
5、s3,将标准件安装在检测装置上;
6、s4,安装完毕后,采用检测系统检测被测件与标准件之间的压力降,检测时间为40-50s;
7、s5,计算泄漏量;通过公式计算泄漏量(q),当q≤0.40cc/min,则被测件为合格品,泄漏量的计算公式为:
8、
9、式中,q为泄漏量(ml/min);
10、δp为差压(pa);
11、ve为等效内容积(ml);
12、t为检出时间(s);
13、s6,判断泄漏量是否超标。
14、本方案的有益效果为:本技术方案在检测被测件的泄漏量时,先采用人工扫描的方式,扫描被测件上的信息,确保被测件的型号与当前检测产品的型号一致,再分别将被测件和标准件安装在检测装置上,安装完毕后,采用检测系统检测被测件与标准件之间的压力降,再通过泄漏量的计算公式计算泄漏量,根据计算的泄漏量判断被测件的泄漏量是否超标。
15、本技术方案能够通过检测系统准确的检测出被测件与标准件之间的压力降,因此,在检测的过程中,能够避免人为因素造成的漏检,提高了检测结果的准确性;同时,可以根据泄漏量计算公式,准确的计算出被测件的泄漏量,从而能够准确的判断被测件的泄漏量是否超标,为压缩机铝合金机壳的加工制造提供理论依据。
16、进一步,还包括s7,检测被测件的泄漏点。
17、本方案的有益效果为:本技术方案通过对被测件的泄漏点进行检测,能够准确的确定被测件的泄漏位置,便于对被测件的泄漏位置进行标记处理。
18、进一步,s2中的检测装置包括安装箱,安装箱的内部设有承载单元,承载单元的上方可拆卸连接有充气封堵单元,充气封堵单元用于对被测件的一端进行封堵,并向被测件的内部充气,充气封堵单元的上方设有升降加压单元,充气封堵单元与升降加压单元之间设有夹持单元,夹持单元与升降加压单元的底部可拆卸连接,升降加压单元用于驱动夹持单元升降,并向夹持单元加压,夹持单元用于对被测件的另一端进行封堵。
19、本方案的有益效果为:本技术方案的检测装置能够通过充气封堵单元对被测件的一端进行封堵,并向被测件的内部充气,通过夹持单元对被测件的另一端进行封堵,同时,升降加压单元能驱动夹持单元升降,便于被测件的安装,在检测的过程中,又能给被测件加压,保证了被测件在检测过程中的密封性。
20、由于充气封堵单元与承载单元可拆卸连接,夹持单元与升降加压单元的底部可拆卸连接,因此,便于充气封堵单元和夹持单元的更换,以适用于不同型号被测件的检测。
21、进一步,s2中,将被测件安装在检测装置上,包括以下步骤:
22、s2.1,将被测件安装在充气封堵单元上,通过充气封堵单元对被测件的一端进行封堵;
23、s2.2,通过升降加压单元驱动夹持单元下降,使得夹持单元封堵在被测件的另一端,并对被测件进行加压。
24、本方案的有益效果为:本技术方案通过充气封堵单元和夹持单元对被测件进行封堵,保证了被测件在检测过程的密封性,提高了检测结果的准确性。
25、进一步,s4中的检测系统包括气源,气源上连通有进气主管,进气主管上依次安装有气动阀和压力表,气动阀和压力表之间的进气主管上连通有排气管,排气管上安装有排气阀,进气主管的自由端连通有一号进气支管和二号进气支管,一号进气支管上安装有一号单向阀,二号进气支管上安装有二号单向阀,一号进气支管的自由端与被测件的内部连通,二号进气支管的自由端与标准件的内部连通,一号进气支管和二号进气支管之间并联有差压传感器,差压传感器位于一号单向阀与被测件之间。
26、本方案的有益效果为:本技术方案通过在一号进气支管和二号进气支管之间并联差压传感器,通过差压传感器观察被测件与标准件之间的压力降,能够准确快速的确定被测件与标准件之间的压力降,具有检测结果准确,重复性好的优势。
27、进一步,s4中,被测件与标准件之间的压力降检测方法为:分别打开气动阀、一号单向阀和二号单向阀,通过气源向被测件和标准件内同时通入气体,当被测件和标准件内的压力达到预设值后,关闭气动阀、一号单向阀和二号单向阀,40-50s后,通过差压传感器观察被测件与标准件之间的压力降,即差压。
28、本方案的有益效果为:本技术方案通过同时向被测件和标准件内充气,使得被测件和标准件内的压力保持一致,提高了检测结果的准确性。
29、进一步,承载单元的底部设置有漏点检测单元,漏点检测单元用于检测被测件的泄漏位置,漏点检测单元包括水箱,水箱竖向滑动设置在箱本体内,水箱的底部通过螺栓安装有驱动件,驱动件能驱动水箱升降。
30、本方案的有益效果为:本技术方案通过将水箱设置在承载单元的底部,当被测件的泄漏量大于0.40cc/min时,能够将水箱升起,对被测件的泄漏点进行检测,具有操作方便的优势。
31、进一步,被测件泄漏点的检测方法为:当泄漏量大于0.40cc/min,启动驱动件,驱动件的输出轴伸长,带动水箱向上移动,使得充气封堵单元上的被测件浸入水中,人工检测被测件的泄漏点,并进行标记。
32、本方案的有益效果为:本技术方案能够准确的检测出被测件的泄漏位置,对泄漏位置进行标记,便于被测件的修复,防止不合格品流入市场。
33、进一步,安装箱上还设有控制单元,控制单元包括控制器,安装箱的顶部安装有语音报警器,扫码器、差压传感器、语音报警器、驱动件均与控制器电连接。
34、本方案的有益效果为:扫码器能将扫码信息反馈给控制器,控制器能够判断扫码信息与当前系统设置的产品检测信息是否一致,如果扫码信息与当前系统设置的产品检测信息不一致时,控制器控制语音报警器播报错误,提醒操作人员,此被测件与当前系统设置的产品检测信息不一致,能够防止错检情况的发生。
35、在检测的过程中,差压传感器能将压降信息反馈给控制器,控制器自动计算被测件的泄漏量,当被测件的泄漏量大于0.40cc/min时,控制器控制语音报警器播报产品不合格,同时,控制器控制驱动件启动,驱动件的输出轴伸长,带动水箱向上移动,使得充气封堵单元上的被测件浸入水中,人工检测被测件的泄漏点,并进行标记;当被测件的泄漏量小于等于0.40cc/min时,控制器控制语音报警器播报产品合格,本技术方案通过语音报警器对产品是否合格进行播报,能够避免了人为因素造成的漏检,提高了检测结果的准确性。
36、进一步,夹持单元包括连接板、夹持底板和若干连接柱,连接板固定连接在升降加压单元的底部,夹持底板通过连接柱固定在连接板的底部,夹持底板的底部固定连接有一号定位柱,一号定位柱外侧的夹持底板上固定连接有一号密封圈,一号定位柱两侧的夹持底板上设有安装槽,安装槽的底部安装有压力传感器,压力传感器固定连接有固定板,固定板上固定连接有弹性件,弹性件的自由端固定连接有定位块,安装箱的顶部安装有报警灯,压力传感器和报警灯均与控制器电连接,被测件靠近夹持底板的一端设有一号环形凹槽和阶梯槽,一号密封圈能卡在一号环形凹槽内,并对被测件靠近夹持底板的一端进行密封,阶梯槽包括依次连通的一号容纳部和二号容纳部,二号容纳部位于一号容纳部的底部,定位块能卡在一号容纳部内,被测件靠近夹持底板的一端中心位置固定连接有向其内部凸出的套筒,一号定位柱能插入套筒的底部,套筒的内壁上固定连接有一号环形圈和二号环形圈。
37、本方案的有益效果为:本技术方案由于定位块的设置,能够给被测件的周向进行定位,提高了被测件的稳定性。
38、在向被测件的内部充气的过程中,如果一号环形圈和二号环形圈的内径均大于标准尺寸,会使得一号环形圈和二号环形圈与一号定位柱之间的间隙变大,从而使得进入二号容纳部的气流量增大,将定位块向上顶起,弹簧被压缩,此时,压力传感器能将压力信息反馈给控制器,控制器控制报警灯闪烁,提醒操作人员,被测件的质量不合格,同样,当一号环形圈的内径大于标准尺寸或二号环形圈的内径大于标准尺寸时,在向被测件内部充气的过程中,都会导致进入二号容纳部的气流量增大,定位块被向上顶起,弹簧被压缩,压力传感器能将压力信息反馈给控制器,控制器控制报警灯闪烁,提醒操作人员,被测件的质量不合格,由此可知,通过压力传感器检测的压力变化情况,能够判断一号环形圈和二号环形圈加工是否合格。
- 还没有人留言评论。精彩留言会获得点赞!