一种电缆绝缘料长时挤出稳定性测试装置及评价方法与流程
本发明涉及高分子加工,特别涉及一种电缆绝缘料长时挤出稳定性测试装置及评价方法。
背景技术:
1、在高压电缆的生产中,绝缘材料的挤出工艺控制是其中的关键步骤。通常采用高温的挤出方式,使绝缘料在短时间内通过螺杆挤出成型。然而在长时间连续挤出过程中,由于持续的高温和剪切作用,会造成绝缘材料容易发生热降解和老化,导致绝缘性能下降,甚至产生裂纹、气泡等缺陷,严重影响电缆的质量和使用寿命。
2、目前国外关于500kv交联聚乙烯绝缘材料的研究已经较为成熟,在舟山500千伏联网输变电工程中,采用北欧化工研制的高压交流海缆绝缘料实现了23天长时间连续挤出,生产电缆长度达18.15公里,材料表现出优异的耐长时挤出稳定稳定性。我国高端电缆绝缘料研发相对滞后。为解决上述问题,在国家一系列高压电缆研究项目的支持下,2020年国内首次研制成功500kv直流陆缆绝缘材料配方,实现了国产高压电缆绝缘料的批量化生产,绝缘材料成缆后电气性能达到北欧化工材料同等水平,实现了国产500kv直流电缆绝缘材料从0到1的突破。但针对长时挤出方面,国产绝缘材料最长连续挤出时间一般不超过10天,在国产绝缘材料长期挤出工艺特性包括长时挤出稳定性方面的研究还处于空白。绝缘材料的长期稳定挤出稳定性是保证大长度海缆制造的关键技术,可以有效控制海缆绝缘内部的杂质和缺陷,是实现长时间连续生产的核心。开展高压海缆绝缘料的长时挤出稳定性研究是大长度海缆研制的重要支撑技术,对于国产海缆研发具有重要意义。
3、在高压电缆绝缘料长时挤出过程中,通过对挤出过滤装置的网前压力测试,可以在一定程度上对绝缘料的长时挤出过程进行调整和评价,但当电缆生产开始后,整个挤出过程均处于密闭状态,且为了保证电缆产品的品质,不能对生产的过程与最终产品进行破坏性的测试与检验,因此电缆生产的挤出参数等的改变调整主要依据生产经验,缺乏测试手段与理论支撑。
4、目前南方电网科学研究院有限责任公司在公开号为cn115718040a专利申请中公开了一种高压电缆绝缘材料连续挤出加工特性评价优化方法及装置,通过将被测试材料在设定温度下加热熔融,并将熔体通过模具口直径为1.0mm,长径比为30:1的毛细管模具进行连续挤出,在挤出过程中测量和记录毛细管的入口压力p,熔体质量增长速率w和熔体样条的直径,计算出熔体流动的表观剪切粘度;利用样条直径,计算熔体的出口膨大率δ;同时依据实时记录熔体的表观粘度和出口膨大率,构建其随时间的变化曲线和,在曲线上将增大设定百分比(10%)所对应的时间作为交联反应起始时间tx;选择参考试样进行测试,根据参考试样的表观粘度和出口膨大率随时间变化曲线,确定出交联反应起始时间;根据和定义出指数α,用来表征评价被测试材料连续挤出加工特性的数字特征量,若α>0,表示被测材料的连续挤出加工特性高于参考试样,并且数值越大,材料在设备中连续加工的时间越长。该发明采用挤出机配合节流装置和毛细管模具进行不间断的熔体连续挤,一定程度上模拟了电缆绝缘挤出加工过程,但仅包含实验室不同绝缘料的挤出情况对比,无法用于真型电缆绝缘料线芯加工情况的类比或等效分析,只能在一定程度上定性评价绝缘料的长时挤出稳定性,而无法为该绝缘料在真型电缆绝缘料生产提供理论指导或数据支撑。
5、中天科技海缆股份有限公司在cn113284673a专利申请中公开了一种大长度无接头超高压海底电缆的制备装置和制备方法。该装置通过对海缆制造设备的调整与改造,通过对高压海缆不圆度的控制,从而提高大长度无接头超高压海底电缆的挤出长度。装置改造虽然在一定程度上延长了真型电缆的挤出过程,但针对加工不同绝缘料时所需要确定长时挤出不同的停车时间,该专利申请并没有给出有效确定挤出结束时间节点的方法。
技术实现思路
1、为了能够解决上述现有技术中的问题,本发明提供了一种可以用于生产线真型电缆绝缘料线芯加工情况的类比或等效分析、定性定量评价绝缘料的长时挤出稳定性、为生产线提供数据支撑、提高生产效率、降低成本的电缆绝缘料长时挤出稳定性测试装置及评价方法。
2、为了实现上述发明目的,本发明提供了一种电缆绝缘料长时挤出稳定性评价方法,包括以下步骤:
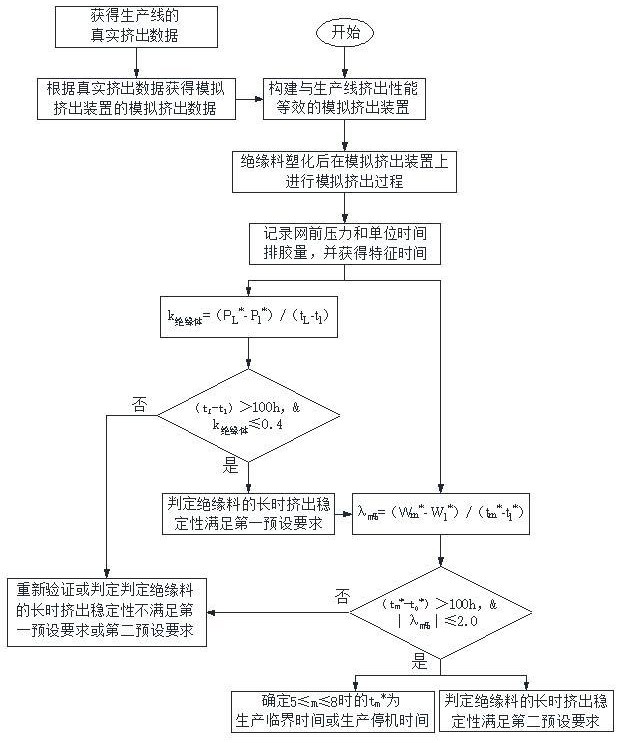
3、构建与生产线挤出性能等效的模拟挤出装置;
4、绝缘料塑化后在所述模拟挤出装置上进行模拟挤出过程;所述模拟挤出过程包括模拟挤出开始、稳定排胶阶段、非稳定排胶阶段和模拟挤出结束;
5、记录所述模拟挤出过程中的网前压力及单位时间排胶量;
6、根据所述网前压力或所述单位时间排胶量获得特征时间;所述特征时间包括模拟挤出开始时间、发生初始焦烧的时间、单位时间排胶量开始减少的时间、模拟挤出结束时间;
7、所述模拟挤出开始时间与所述发生初始焦烧的时间或单位时间排胶量开始减少的时间之间为所述稳定排胶阶段;
8、所述模拟挤出结束时间为单位时间排胶量相对于稳定排胶阶段排胶量减少的时间,5≤≤8;
9、根据所述网前压力和所述特征时间获得压力变化率,或根据所述单位时间排胶量和所述特征时间获得排胶量变化率;
10、所述压力变化率为:
11、,
12、式中,为压力变化率,为模拟挤出结束时间,为时刻的网前压力,为发生初始焦烧的时间、为时刻的网前压力;
13、所述排胶量变化率为:
14、 ,
15、式中,为排胶量变化率,5≤≤8,为单位时间排胶量开始减少的时间,为时刻的单位时间排胶量,为单位时间排胶量相对于稳定排胶阶段排胶量减少m%时的时间、为时刻的单位时间排胶量;
16、根据所述压力变化率或所述排胶量变化率判断绝缘料的长时挤出稳定性是否满足长时挤出要求。
17、进一步地,所述长时挤出要求包括第一预设要求,根据所述压力变化率判断绝缘料的长时挤出稳定性是否满足长时挤出要求的步骤为:
18、根据所述压力变化率获得判据一;
19、根据所述判据一判断绝缘料的长时挤出稳定性是否满足所述第一预设要求;所述判据一为:
20、当时,;
21、式中,为模拟挤出结束时间,为发生初始焦烧的时间,为压力变化率;
22、当所述判据一成立时,判定绝缘料的长时挤出稳定性满足所述第一预设要求。
23、进一步地,所述长时挤出要求包括第二预设要求,根据所述排胶量变化率判断绝缘料的长时挤出稳定性是否满足长时挤出要求的步骤为:
24、根据所述排胶量变化率获得判据二;
25、根据所述判据二判断绝缘料的长时挤出稳定性是否满足所述第二预设要求;所述判据二为:
26、当>100h时,;
27、式中,为单位时间排胶量相对于稳定排胶阶段排胶量减少m%时的时间,为稳定排胶阶段时长,为排胶量变化率,5≤≤8;
28、当所述判据二成立时,判定绝缘料的长时挤出稳定性满足所述第二预设要求。
29、进一步地,当根据所述压力变化率判断绝缘料的长时挤出稳定性满足长时挤出要求时,根据所述排胶量变化率判断绝缘料的长时挤出稳定性是否满足长时挤出要求;
30、或当根据所述排胶量变化率判断绝缘料的长时挤出稳定性满足长时挤出要求时,根据所述压力变化率判断绝缘料的长时挤出稳定性是否满足长时挤出要求。
31、进一步地,所述时刻的网前压力为:;
32、式中,为时刻的网前压力,,为模拟挤出开始时间的网前压力。
33、进一步地,所述特征时间还包括处于非稳定排胶阶段的模拟生产临界时刻;所述电缆绝缘料长时挤出稳定性评价方法还包括根据所述判据二获得模拟生产临界时间或模拟挤出结束时间,根据所述模拟生产临界时间或模拟挤出结束时间获得生产临界时间或生产停机时间。
34、进一步地,构建与生产线挤出性能等效的所述模拟挤出装置的步骤为:
35、获得所述生产线用于所述绝缘料的真实挤出数据,所述真实挤出数据包括绝缘料在所述生产线上的真实单位时间面积的排胶量,和绝缘料在生产线上的剪切应力;
36、根据所述真实挤出数据获得所述模拟挤出装置用于所述绝缘料的模拟挤出数据,所述模拟挤出数据包括模拟挤出装置的挤出模口直径、模拟挤出装置的挤出模具长径比和模拟装置螺杆转速;
37、根据所述模拟挤出数据构建所述模拟挤出装置。
38、进一步地,获得所述真实挤出数据的步骤为:
39、获得绝缘料在所述生产线上的塑化加工温度和物料压力;
40、在所述塑化加工温度和物料压力下,于所述生产线上对所述绝缘料进行挤出实验:根据所述挤出实验和公式一获得所述绝缘料在所述生产线上的真实单位时间排胶量;所述公式一为:
41、,
42、式中,为真实单位时间排胶量,为螺杆转速,、为常数;
43、根据所述真实单位时间排胶量和公式二获得所述绝缘料在所述生产线上的真实单位时间面积的排胶量;所述公式二为:
44、 ,
45、式中,为真实单位时间面积的排胶量,为生产线的模口直径;
46、根据挤出实验和公式三获得绝缘料在生产线上的剪切应力;所述公式三为:
47、 ,
48、式中,为剪切应力,为单螺杆直径,为单螺杆长度,是模拟挤出开始时间的网前压力与无样品的网前压力的差值。
49、进一步地,获得所述模拟挤出数据的步骤为:
50、获得模拟挤出装置的挤出参数数据库,所述挤出参数数据库包括模拟挤出装置的挤出模口直径数集、模拟挤出装置的挤出模具长径比数集;
51、采用与所述生产线上相同的塑化加工温度和物料压力,于所述模拟挤出装置上对所述绝缘料进行模拟挤出实验;
52、令,为所述模拟挤出装置的单位时间面积的排胶量,以及令绝缘料在模拟挤出装置上的剪切应力与绝缘料在生产线上的剪切应力相等,根据所述模拟挤出实验、所述公式三、公式四和所述模拟挤出装置的挤出参数数据库,获得所述模拟挤出装置的挤出模口直径、模拟挤出装置的挤出模具长径比和模拟装置螺杆转速;所述公式四为:
53、 ,
54、式中,为模拟装置螺杆转速,为模拟挤出装置的挤出模口直径,为真实单位时间面积的排胶量,、为常数。
55、一种用于实现所述电缆绝缘料长时挤出稳定性评价方法的测试装置,包括喂料单元、单螺杆挤出单元和排胶单元,所述单螺杆挤出单元与所述排胶单元相连通处设置过滤单元,所述单螺杆挤出单元的通道靠近所述过滤单元处设置压力传感器一;所述压力传感器一用于采集模拟挤出过程中的网前压力。
56、进一步地,所述排胶单元的输出端还设置排胶收集单元,所述排胶收集单元用于在排胶收集过程中计时或定时、以及用于收集由排胶单元排出的绝缘料以获得模拟挤出装置的单位时间排胶量和单位时间面积的排胶量。
57、本发明的有益效果是:
58、1.本发明构建与生产线挤出性能等效的模拟挤出装置,并通过对模拟挤出装置模拟挤出过程的网前压力值监测,实现针对绝缘料长时挤出实验室级别的等效验证,可以用于生产线真型电缆绝缘料线芯加工情况的类比或等效分析,同时评价绝缘料的长时挤出稳定性,为绝缘料在生产线上的生产提供理论指导;
59、2.本发明创新性地将网前压力的压力变化率作为定性定量评价绝缘料的长时挤出稳定性的关键参数;将排胶量变化率作为进一步定性定量评价绝缘料的长时挤出稳定性的核心参数;监测网前压力值和单位时间排胶量,可以确定长时挤出过程中发生初始焦烧的时间节点和停止挤出时间节点,为绝缘料在生产线上的生产提供数据支撑。
60、3. 本发明设计的模拟挤出装置可以获得与生产线相近的测试结果,可以实现实验室的等效验证,有助于促进技术研发和新产品的开发,同时提高生产效率和降低成本。
- 还没有人留言评论。精彩留言会获得点赞!