一种验布装置及其验布方法与流程
本发明涉及纺织设备,尤其涉及一种验布装置及其验布方法。
背景技术:
1、传统的验布主要进行人工验布,而且现有的验布需要单独的验布间。验布的整体流程为先在织布机上将织好的布进行打卷,打卷后运输到验布间,送到验布机的送布装置进行送布,再进行验布和打卷动作。随着人工验布时间的增长,人员验布的效率会大大下降,而且人工验布的效率有限,劳动强度较大。现有技术中采用机器视觉进行自动验布,摄像机与固定座之间均采用万向节进行连接,从而得到更好的摄像位置,得到更好的照片效果。摄像机的摄像效果不仅与织布面之间的角度有关,同时也与到织面的距离有关。同时使用万向节连接摄像机,具有一定的不稳定性,因为受震动的影响较大。
2、授权公告号cn107010451b公开了 一种一体化验布装置,包括送布装置、验布装置和卷布装置,送布装置为织布机,包括用于测量织布机的织布速度的测速装置,织布机的末端靠近验布装置,织布机包括机架一,机架一上设置有导向辊一、张紧辊一和连接件,导向辊一的两端固定在机架一上,连接件的一端与导向辊一通过轴承转动连接,另一端与张紧辊一通过轴承一端转动连接;机架一上设有导轨和可上下滑动的齿条,齿条与连接件之间设有连杆,连杆一端与齿条铰接,另一端与靠近齿条的连接件铰接,另一个连接件与导轨活动连接;机架上设有电机一,电机一连接有调整齿轮,调整齿轮和齿条相互啮合;织布机上设有张力传感器一;验布装置包括过渡踏台和验布机,过渡踏台设置在验布机和织布机之间,过渡踏台包括踏台主体,踏台主体之间设有集绒腔,集绒腔内设置有压力传感器;过渡踏台的底部设置有导向辊二和送布辊,导向辊二分为第一导向辊二和第二导向辊二,第一导向辊二设置在过渡踏台靠近验布机的一侧,第二导向辊二设置在过渡踏台靠近织布机的一侧,送布辊设置在第一导向辊二和第二导向辊二之间,送布辊为一对辊轴上下设置组成,一对辊轴之间设有夹缝;集绒腔的底部开有沿送布辊方向的吸绒口,吸绒口设置在送布辊的上方;验布机包括机台,机台包括倾斜的验布板和设置在验布板前侧和后侧的导向辊三;验布板上设置有传动轴,传动轴固连有图像采集单元,验布板前侧的左端和右端均设有垂直验布板斜面的固定板;一端的固定板上设有安装块一和丝杆,安装块一和丝杆组成丝杆螺母副,丝杆垂直验布板方向设置;安装块一内设有安装腔一,传动轴的一端通过轴承安装在安装腔一内,传动轴位于安装腔一的部分上设有传动齿轮一,安装块一的外侧面固定有电机二,电机二连接有传动齿轮二,传动齿轮二与传动齿轮一相互啮合;另一端的固定板设有安装块二和主导向轴,安装块二套在主导向轴上,安装块二上开有安装腔二,传动轴的另一端通过轴承安装在安装腔二内;验布板上设置有光源,光源设置在左侧和右侧的固定板上;卷布装置包括机架二和安装在机架二上的电机三,机架二上安装有同步同向转动的转轴一和转轴二,转轴一和转轴二之间设置有卷轴;机架二上设置有张力传感器二。从而提高了图像采集单元距离和角度的调节精确度以及稳定性强。
3、但是,在验布时,需要预先将存在各种缺陷的图像存入到系统中,布料输送时,通过图像采集单元实时获取布料的图像,并将该图像与各种缺陷的图像一一比对,从而确定产品的合格或者存在某种缺陷,并在缺陷处打标处理,因此需要布料的输送速度与系统识别处理图像的速度相匹配,而获取的布料图像与各种缺陷的图像比对速度慢,造成了验布效率低。
技术实现思路
1、因此,针对上述的问题,本发明提供一种验布装置及其验布方法,它主要解决了现有技术中验布效率低的问题。
2、为实现上述目的,本发明采用了以下技术方案:
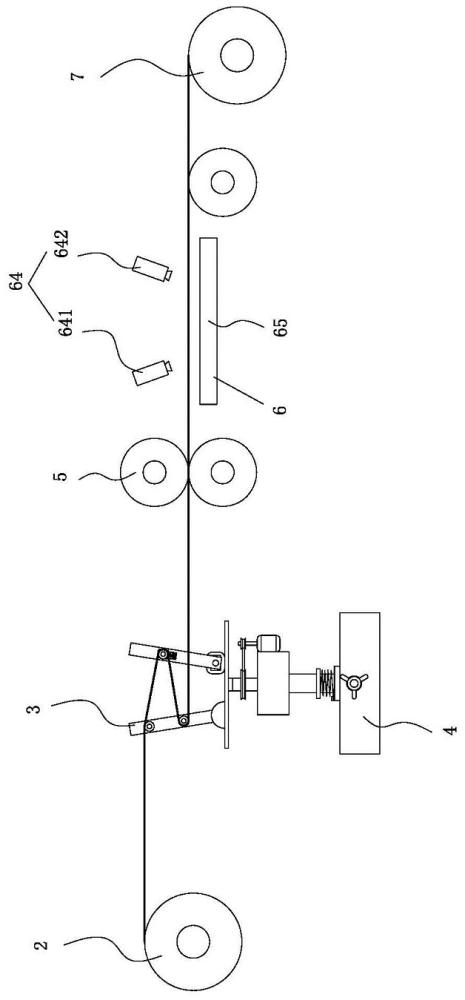
3、一种验布装置,包括机架、控制系统、放卷机构、张紧机构、纠偏机构、压辊机构、验布机构以及收卷机构,所述放卷机构设于机架上,用于布料的开卷输送,定义沿布料的输送方向延伸为纵向方向,沿布料的宽度方向延伸为横向方向,所述纠偏机构设于放卷机构的输出端,所述张紧机构设于纠偏机构上,所述张紧机构具有至少两个张紧辊,用于纠偏过程中保持布料张紧力,所述压辊机构设于张紧机构的输出端,用于布料的夹持输送,所述验布机构设于压辊机构的输出端,所述收卷机构设于验布机构的输出端,所述控制系统包括电源、主控制器、第一存储器、输入设备、无线连接设备以及显示器,所述验布机构包括辅助控制器、图像处理器、第二存储器、工业相机、呈板状结构led光源以及编码器,所述电源、第一存储器、输入设备、无线连接设备、显示器、辅助控制器、放卷机构、张紧机构、收卷机构分别与主控制器电连接,所述图像处理器、第二存储器、led光源、编码器分别与辅助控制器电连接,所述工业相机与编码器电连接,所述led光源与工业相机分别分布于布料的两侧,所述工业相机的个数为两个,分别为第一工业相机和第二工业相机,所述第二工业相机设于第一工业相机的输出端,当第一工业相机获取的实时图像所覆盖的验布单元为不合格区域时,通过第二工业相机重复拍摄该验布单元内的布料图像,并存入第一存储器内备份。
4、进一步的,所述纠偏机构包括纠偏座、纠偏杆、两个复位弹簧、两个顶板、两个调节螺杆、滑块以及扭簧,所述纠偏座的上表面设有沿横向方向分布的滑槽,所述滑块可滑动地设于滑槽内,两所述调节螺杆分别螺纹连接于纠偏座上,且分布于滑槽的横向两端,所述顶板设于调节螺杆的内端,两所述复位弹簧分别设于顶板与滑块之间,所述纠偏杆的下端通过轴承可转动地设于滑块上,所述纠偏杆的中部设有定位环,所述扭簧套设于纠偏杆上,且扭簧的两端分别与定位环和滑块连接,所述张紧机构设于纠偏杆的上端。
5、进一步的,所述纠偏机构还包括锁紧螺杆,所述滑块上设有贯通的螺纹孔,所述锁紧螺杆螺纹连接于螺纹孔内,通过旋转锁紧螺杆,使得锁紧螺杆的下端抵靠于纠偏座上,实现滑块的锁紧。
6、进一步的,所述张紧机构包括张紧座、转轴、转盘、第一驱动电机、第二驱动电机、传动组件、两个位置传感器、固定座、摆动座以及三根张紧辊,所述张紧座设于纠偏杆的上端,所述转轴可转动地设于张紧座上,所述第一驱动电机设于张紧座上,且通过传动组件与转轴连接,所述转盘设于转轴上端,所述第二驱动电机设于转盘上,所述摆动座的下端设于第二驱动电机的输出轴上,所述固定座和摆动座分布于转盘的同一直径上,并且固定座的下端固设于转盘上,三个所述张紧辊分别为两个第一张紧辊和一个第二张紧辊,两所述第一张紧辊设于固定座上,所述第二张紧辊设于摆动座上,所述第一张紧辊、第二张紧辊均沿横向方向分布,两所述位置传感器分别设于布料的横向两侧。
7、进一步的,所述摆动座上沿其长度方向设有导向槽,所述导向槽上滑动连接有滑动座,所述第二张紧辊设于滑动座上,所述导向槽内嵌设有张紧弹簧。
8、进一步的,所述第一张紧辊和第二张紧辊均包括固定轴、第一辊体、第二辊体以及第三辊体,所述第一辊体、第二辊体和第三辊体分别通过轴承可转动地设于固定轴上,并且第一辊体、第二辊体和第三辊体沿固定轴的轴向方向依次分布。
9、进一步的,所述第一辊体的轴向长度尺寸与第三辊体的轴向长度尺寸相等,所述第一辊体的轴向长度尺寸与第二辊体的轴向长度尺寸的比值为1:2~5。
10、一种验布方法,使用上述验布装置,包括以下步骤:
11、1)预先将布料标准图像以及各种缺陷类型的图像存储于第一存储器中;
12、2)通过主控制器获取放卷机构的放卷速度以及工业相机的成像范围,定义沿工业相机的成像范围为验布单元,使得布料沿其输送方向具有若干个连续分布的验布单元,所述工业相机的成像范围分布于led光源的照射范围内;
13、3)主控制器控制放卷机构将布料开卷输送,并在布料上虚拟模拟出各个验布单元的边界;
14、4)当验布单元的边界与工业相机的成像范围重合时,控制工业相机获取实时图像,并将实时图像存储于第二存储器内;
15、5)辅助控制器控制图像处理器提取第二存储器内的实时图像,并将图片灰度处理,再通过辅助控制器获取实时图像的灰度值中的众数,确定该众数的灰度值为标准灰度值,并且确定标准灰度值的波动范围为合格灰度值,通过实时图像的灰度值与标准灰度值比对,当灰度值落入到合格灰度值时,该实时图像所覆盖的验布单元为合格区域,即获取的实时图像区域的布料为合格区域,重复步骤4)、步骤5)的工作;
16、6)当灰度值超出合格灰度值时,该实时图像所覆盖的验布单元为不合格区域,主控制器调取第二存储器内实时图像以及第一存储器内的布料标准图像进行比对,确定实时图像上是否存在缺陷,当不存在缺陷时,主控制器删除存储于第二存储器内的实时图像,重复步骤4)、步骤5)的工作;当存在缺陷时,根据验布单元的排序个数以及验布单元的边界确定缺陷的位置,再调取第一存储器内的各种缺陷类型的图像进行比对,确定缺陷类型以及缺陷面积,再通过主控制器根据缺陷的类型以及缺陷面积确定缺陷等级;
17、7)主控制器通过显示屏将步骤6)中获取的存在缺陷的实时图像、缺陷等级、缺陷类型、缺陷面积、缺陷位置的数据显示,并且通过无线连接设备远程传输至操作的可移动设备上,提供可移动设备的远程访问,并接收可移动设备发出的控制指令。
18、进一步的,上述步骤6)中,当确定存在缺陷时,实时图像与调取的各种缺陷类型的图像不匹配,通过显示屏将获取的实时图像显示,并且通过无线连接设备将获取的实时图像的数据远程传输至操作的可移动设备上,由操作人员进行判断,当确定为新增加的缺陷时,主控制器将实时图像存入第一存储器中,供后续的缺陷比对。
19、进一步的,上述步骤7)中,通过无线连接设备将获取的实时图像的数据远程传输至操作的可移动设备上,由操作人员进行二次判断是否更改缺陷等级以及是否停止装置运行。
20、通过采用前述技术方案,本发明的有益效果是: 本验布装置及其验布方法,通过辅助控制器、图像处理器预先对获取的实时图像灰度处理,由获取实时图像的灰度值中的众数,确定该众数的灰度值为标准灰度值,并且确定标准灰度值的波动范围为合格灰度值,通过实时图像的灰度值与标准灰度值比对,能够降低辅助控制器的算力,快速区别合格产品与存在缺陷的产品,再通过主控制器获取各种缺陷类型的图像与存在缺陷的实时图像比对,进而能够快速、准确的确定缺陷等级、缺陷类型、缺陷面积、缺陷位置,降低存储器的存储量,以及主控制器、辅助控制器和图像处理控制器的运行空间,提高运行效率,进而提高验布效率,同时通过人工范围系统,查看缺陷的实时图像记录,进行二次判读,进一步提升验布精确度。
- 还没有人留言评论。精彩留言会获得点赞!