一种光纤预连接分纤箱气密性检测方法及装置与流程
本发明涉及气密性检测,尤其是涉及一种光纤预连接分纤箱气密性检测方法及装置。
背景技术:
1、气密性检测设备是用来确保产品密封性能的重要工具,它们在多个行业中都有着广泛的应用,如汽车、电子、医疗器械等。这些设备通过检测产品的气密性来保证产品的质量和安全性。
2、气密性检测设备包括检测装置、插头以及水箱,当需要对产品进行气密性检测时,通过人工将气密性检测设备中的插头插入至被测产品的插座上以对被测产品注入压缩空气或气体,并经过检测充气时的压力变化以判断被测产品是否存在漏气,若被测产品存在漏气时,则将产品放置进水中并通过人工观察以确定漏气点以进行补充。
3、当需要对产品进行气密性检测时,通过人工对产品进行固定,并于升降机构控制产品移动至水箱内时,产品漏气导致水箱内出现气泡,当水箱内出现微小气泡或气泡被产品遮挡等情况时,通过人工观察不容易及时发现被测产品的泄漏位置,导致检测的效率太低。
技术实现思路
1、为了提高产品气密性的检测效率,本发明提供一种光纤预连接分纤箱气密性检测方法及装置。
2、第一方面,本发明提供一种光纤预连接分纤箱气密性检测方法,采用如下的技术方案:
3、一种光纤预连接分纤箱气密性检测方法,包括:
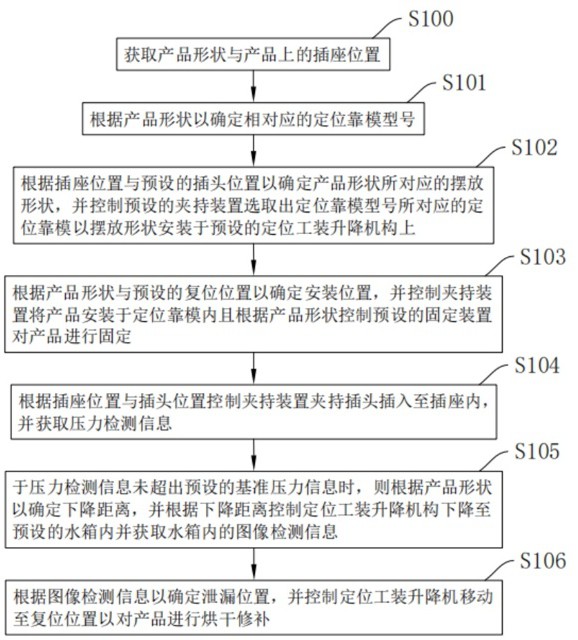
4、获取产品形状与产品上的插座位置;
5、根据产品形状以确定相对应的定位靠模型号;
6、根据插座位置与预设的插头位置以确定产品形状所对应的摆放形状,并控制预设的夹持装置选取出定位靠模型号所对应的定位靠模以摆放形状安装于预设的定位工装升降机构上;
7、根据产品形状与预设的复位位置以确定安装位置,并控制夹持装置将产品安装于定位靠模内且根据产品形状控制预设的固定装置对产品进行固定;
8、根据插座位置与插头位置控制夹持装置夹持插头插入至插座内,并获取压力检测信息;
9、于压力检测信息超出预设的基准压力信息时,则控制夹持装置拿取产品;
10、于压力检测信息未超出预设的基准压力信息时,则根据产品形状以确定下降距离,并根据下降距离控制定位工装升降机构下降至预设的水箱内并获取水箱内的图像检测信息;
11、根据图像检测信息以确定泄漏位置,并控制定位工装升降机移动至复位位置以对产品烘干后进行维修。
12、通过采用上述技术方案,通过夹持装置将被测产品夹持至定位靠模内并进行固定,当压力检测信息未超出基准压力信息时,则控制定位工装升降机构下降至水箱内以检测产品的泄漏位置,从而能够自动对不同产品进行气密性检测,进而提高产品气密性的检测效率。
13、可选的,固定装置包括固定销,控制预设的固定装置对产品进行固定的方法包括:
14、获取产品的材质信息;
15、根据材质信息以确定夹紧圈数;
16、根据产品形状以调取最大长度以及最大长度所对应的高度范围;
17、于预设的固定销位置落入高度范围内时,根据夹紧圈数控制夹持装置夹持固定销进行旋转;
18、于预设的固定销位置未落入高度范围内时,根据固定销位置与产品形状以确定夹紧宽度;
19、根据夹紧宽度与最大长度以确定夹紧距离;
20、根据夹紧距离与预设的固定销信息以确定延伸圈数;
21、计算延伸圈数与夹紧圈数之和以更新夹紧圈数;
22、根据更新后的夹紧圈数控制夹持装置夹持固定销进行旋转以对产品进行夹紧固定。
23、可选的,固定装置包括橡皮筋,控制预设的固定装置对产品进行固定的方法还包括:
24、根据定位靠模型号以调取模具形状;
25、根据模具形状与固定销位置以确定拉伸倾斜点;
26、根据插座位置与预设的橡皮筋拉伸点以确定偏移距离;
27、根据产品形状以调取插座高度;
28、根据偏移距离与插座高度以确定拉伸距离;
29、获取插座位置所对应产品的固定图像;
30、根据固定图像以确定插头与插座的连接位置;
31、根据固定图像与插座位置以确定槽口位置;
32、于连接位置与预设的橡皮筋位置之间存在插座位置时,则根据槽口位置与拉伸距离以确定拉伸移动位置;
33、根据拉伸移动位置控制夹持装置以橡皮筋拉伸点夹持橡皮筋移动至拉伸移动位置,并于夹持装置移动至拉伸移动位置后,停止移动并松开橡皮筋。
34、可选的,于连接位置与预设的橡皮筋位置之间不存在插座位置时,控制预设的固定装置对产品进行固定的方法还包括:
35、根据固定销位置与连接位置以确定橡皮筋的预固定位置;
36、根据预固定位置控制夹持装置以橡皮筋拉伸点夹持橡皮筋移动;
37、根据连接位置与插座位置以确定连接位置周围间隙的位置作为固定位置;
38、根据固定图像以确定固定位置所对应的间隙宽度;
39、基于间隙宽度大于预设的橡皮筋直径时,根据间隙宽度与连接位置以确定倾斜拉伸距离,并控制夹持装置以倾斜拉伸距离夹持橡皮筋移动;
40、于夹持装置移动后,根据插座高度控制夹持装置下降将橡皮筋放置进固定位置;
41、根据槽口位置控制夹持装置夹持橡皮筋移动,并于夹持装置移动后,停止移动并松开橡皮筋;
42、基于间隙宽度不大于预设的橡皮筋宽度时,根据固定图像与插座位置以更新连接位置;
43、于更新后的连接位置后,继续控制夹持装置夹持橡皮筋以拉伸移动位置移动,并于夹持装置移动后,停止移动并松开橡皮筋。
44、可选的,确定拉伸距离之后的方法还包括:
45、获取橡皮筋的弹力检测信息;
46、根据拉伸距离以确定基准弹力值;
47、根据固定销位置与模具形状以确定拉伸高度距离;
48、根据拉伸高度距离以更新弹力检测信息;
49、计算更新后的弹力检测信息与基准弹力值之差并作为弹力偏差值;
50、于弹力偏差值未落入预设的基准偏差范围时,则输出预设的提示信息以更换橡皮筋;
51、于弹力偏差值落入预设的基准偏差范围时,获取橡皮筋的使用时间与浸水时间;
52、根据使用时间与浸水时间以确定预估使用时间;
53、于预估使用时间时,输出预设的提示信息。
54、可选的,泄漏位置的确定方法:
55、根据图像检测信息以确定气泡预估中心位置以及波纹幅度参数;
56、于预设的单位时间内,根据气泡预估中心位置以确定上升向量参数;
57、根据图像检测信息以获取各个的波纹幅度参数之间的显现时间;
58、根据显现时间与上升向量参数以确定气泡上升频率;
59、计算压力检测信息与基准压力信息之差并作为压力偏差值;
60、根据气泡上升频率与压力偏差值以确定气泡产生距离;
61、根据图像检测信息以确定波纹中心位置;
62、根据气泡产生距离、波纹中心位置以及产品形状以确定泄漏位置。
63、可选的,泄漏位置的校验方法包括:
64、根据定位靠模型号以调取空腔形状;
65、根据空腔形状与产品形状以确定产品与定位靠模之间的空隙形状以及空隙形状所对应的空隙位置;
66、根据空隙形状、空隙位置以及预设的下降速度以确定波纹产生时间以及波纹预估幅度;
67、根据空隙位置与预设的水箱规格以确定侧边距离;
68、根据波纹预估幅度与侧边距离以确定抵消功率,并根据抵消功率控制预设于水箱内的超声波装置对波纹预估幅度进行抵消;
69、于超声波装置对波纹预估幅度进行抵消后,根据图像检测信息以更新波纹幅度参数以及更新后的波纹幅度参数所对应的波纹中心位置;
70、根据更新后的波纹幅度参数以更新气泡产生距离;
71、根据更新后的气泡产生距离、更新后的波纹中心位置以及产品形状以重新确定泄漏位置。
72、可选的,泄漏位置的校验方法还包括:
73、根据产品形状以确定底面长度;
74、于最大长度与底面长度不一致时,根据产品形状确定最大长度与底面长度之间是否连接有斜面;
75、于最大长度与底面长度之间未连接有斜面时,根据图像检测信息以确定气泡波纹参数以及普通波纹参数;
76、获取普通波纹参数的波纹消失时间;
77、根据普通波纹参数与气泡波纹参数以确定调整系数;
78、根据调整系数以更新波纹消失时间,并根据更新后的波纹消失时间以更新气泡上升频率;
79、根据更新后的气泡上升频率以重新确定气泡产生距离。
80、根据最大长度与底面长度以确定气泡矢量偏移距离;
81、根据气泡矢量偏移距离以更新波纹中心位置;
82、根据重新确定后的气泡产生距离、更新后的波纹中心位置以及产品形状以确定新的泄漏位置。
83、可选的,于最大长度与底面长度之间连接有斜面时,泄漏位置的校验方法还包括:
84、获取实时水面高度;
85、根据下降距离、模具形状以及预设的基准浸入距离以确定基准水面高度;
86、计算实时水面高度与基准水面高度之差并作为高度偏差值;
87、计算高度偏差值与基准浸入距离之和并作为水面偏差距离;
88、根据产品形状以确定斜面角度与斜面长度;
89、根据斜面角度与斜面长度以确定实际上升高度;
90、根据产品形状与实际上升高度以确定剩余上升高度;
91、根据更新后的气泡上升距离、剩余上升高度以及水面偏差距离以确定上升偏差距离;
92、根据上升偏差距离与实际上升高度以更新气泡上升距离;
93、根据更新后的气泡上升距离、更新后的波纹中心位置以及产品形状以重新确定泄漏位置。
94、第二方面,本技术提供一种光纤预连接分纤箱气密性检测装置,应用于如第一方面的一种光纤预连接分纤箱气密性检测方法:包括检测本体,所述本体的一侧设置有用于检测产品泄漏位置的水箱,所述本体靠近所述水箱的一侧设置有用于驱使产品进行竖直移动的定位工装升降机构,所述本体上设置有与所述本体连接且用于对所述定位工装升降机构上的产品进行充气的插头;
95、所述定位工装升降机构包括用于安装并固定产品的定位靠模、用于驱使所述定位靠模进行移动的气缸以及用于供所述定位靠模进行导向移动的导向柱,所述定位靠模位于所述导向柱靠近水箱的一侧,所述定位靠模与所述导向柱之间设置有用于供所述定位靠模滑移于所述导向柱的直线套轴,所述导向柱沿高度方向延伸至所述水箱内。
96、通过采用上述技术方案,通过检测本体对定位靠模上的产品进行气密性检测,并于产品漏气时,控制气缸驱使定位靠模下降直至水箱内的水没过产品,并对产品的泄漏位置进行检测,并于检测后,控制气缸驱使定位靠模移动至复位位置,从而能够自动对产品的气密性以及泄漏位置进行检测,进而提高产品气密性的检测效率。
97、综上所述,本技术包括以下至少一种有益技术效果:
98、1.通过夹持装置将被测产品夹持至定位靠模内并进行固定,当压力检测信息未超出基准压力信息时,则控制定位工装升降机构下降至水箱内以检测产品的泄漏位置,从而能够自动对不同产品进行气密性检测,进而提高产品气密性的检测效率;
99、2.通过插头与插座的连接情况以调整橡皮筋的固定位置,从而能够在不改变插头更换插座的情况下继续对产品进行固定,以减少产品在水箱中因浮力对泄漏位置的检测产生偏差情况的概率;
100、3.当存在上大下小的产品底部出现气泡时,最大长度与底面长度之间不为斜面的结构使气泡提前破裂,导致波纹参数出现偏差,则通过普通波纹参数与气泡波纹参数进行分析以确定新的泄漏位置,从而能够提高检测泄漏位置的准确性。
- 还没有人留言评论。精彩留言会获得点赞!