用于控制材料加工装置和物料承运车辆的方法与流程
1.本发明涉及一种用于控制系统的方法,该系统包括材料加工装置和至少一个物料承运车辆,该至少一个物料承运车辆被构造成将未加工材料的物料运输到材料加工装置并将未加工材料直接或间接倾倒至材料加工装置中。
2.本发明尤其可以应用于建筑工地,在建筑工地上,诸如运输车和自卸卡车之类的物料承运车辆例如将岩石碎块运输到破碎机形式的材料加工装置。
背景技术:
3.铰接式运输车、轮式装载机、卡车和自卸车形式的工程机械车辆经常用于在建筑工地等处装载和运输材料物料。例如,运输车或自卸卡车的物料接纳车斗(load
‑
receiving container)例如可以在装载位置处被装载有未加工材料(例如岩石碎块),将该材料运输到另一位置,并将该材料倾倒至材料加工装置(中),例如倾倒至被布置成将岩石碎块破碎成更小碎块的破碎机的缓冲进料器中。
4.设备的高效生产和利用会要求材料加工装置不耗尽未加工材料,并且车辆在装载或卸载时不必排队等候。wo2015/065251解决了这个问题,并提出计算车辆到达某个目标目的地的预计到达时间,在车辆之间传送关于各种车辆的预计到达时间的信息,并调整车辆的速度以避免等待时间或破碎机变空并节省能量/燃料(当降低速度时)。
5.虽然wo2015/065251中公开的方法看起来有用并且可以解决与建筑工地车辆和设备的控制相关的一些问题,但仍然需要改进。
技术实现要素:
6.本发明的目的是提供一种用于控制材料加工装置和物料承运车辆的方法和系统,该物料承运车辆被构造成将未加工材料的物料运输并倾倒至所述加工装置,该方法/系统具有进一步提高设备的生产效率和利用率的潜力。
7.根据本发明的第一方面,该目的通过根据权利要求1所述的方法来实现。根据本发明的第二方面,该目的通过根据另一独立权利要求所述的系统来实现。根据本发明的另外的方面,该目的通过根据另外的独立权利要求所述的计算机相关项目来解决。
8.本发明的第一方面涉及一种用于控制系统的方法,该系统包括材料加工装置和至少一个物料承运车辆,该至少一个物料承运车辆被构造成将未加工材料的物料运输到材料加工装置并将未加工材料直接或间接倾倒至材料加工装置中。
9.该方法的特征在于以下步骤:
10.‑
确定在第一时间点和第二时间点之间的第一时间段期间已经倾倒至材料加工装置中的未加工材料的总量;
11.‑
确定在第一时间段期间已经由材料加工装置加工的未加工材料的总量;
12.‑
确定在第一时间点处所述材料加工装置中包含的未加工材料的参考料位;
13.‑
基于i)在第一时间段期间已经倾倒至材料加工装置中的未加工材料的总量、ii)
在第一时间段期间已经由材料加工装置加工的未加工材料的总量、以及iii)在第一时间点处所述材料加工装置中包含的未加工材料的参考料位,来确定材料加工装置中包含的未加工材料的当前料位;
14.‑
基于材料加工装置中包含的未加工材料的当前料位和材料加工装置的预期未来加工速率来预测以下项中的至少一个:
15.第三时间点,在该第三时间点,未加工材料的料位预计下降到低于上限值(在该上限值时,不允许将额外的未加工材料倾倒至材料加工装置中),从而变得允许未加工材料的倾倒,和
16.第四时间点,在该第四时间点,未加工材料的料位预计下降到低于下限值,该下限值表明材料加工装置已经耗尽或即将耗尽未加工材料;
17.‑
建立第一物料承运车辆到达材料加工装置的期望到达时间段,其中,该期望到达时间段在起点和终点之间延伸,并且其中,所述起点和终点中的至少一个被设置为使得所述起点最早在第三时间点处和/或使得所述终点最晚在第四时间点处;以及
18.‑
调整第一物料承运车辆的速度,以便在所述期望到达时间段内到达材料加工装置。
19.简而言之,该方法基于倾倒速率、加工速率和参考料位值来计算所述加工装置中的当前材料料位,然后基于材料加工装置的当前材料料位和预期未来加工速率来预测所述期望到达时间段的起点和/或终点,之后调整车辆的速度,使得它在加工装置耗尽材料之前(例如,在破碎机的进料器变空之前)和/或在加工装置已经太满之后的所述期望时间段内到达加工装置,从而该车辆可以避免在被允许倾倒之前等待。
20.该方法给出了要使用的车辆速度的范围(span),以便选择节省燃料/能量的合适速度。通过仅设置所述期望到达时间段的终点,可以避免所述加工装置耗尽要加工的材料。通过仅设置所述期望到达时间段的起点(考虑到破碎机可能已满),该方法降低或消除了以不必要的高速度驾驶车辆的风险(以不必要的高速度驾驶车辆将导致在该车辆被允许倾倒其物料之前在所述加工装置处的等待时间)。尽管仅显式地设置所述起点和终点之一可能就足够了,但在许多情况下,有用的是设置所述期望到达时间段的起点(如果加工装置未满,则起点可以是当前时间点)和终点二者。
21.不管用于执行该方法的具体细节如何,该方法可用于调整第一物料承运车辆的速度以避免所述加工装置耗尽材料(耗尽材料会降低总体生产率/加工速率),和/或避免车辆必须在加工装置处等待,在这种情况下,最好使车辆以较低的速度行驶以减少燃料消耗,并稍晚到达加工装置,以便能够在到达之后立即进行未加工材料的倾倒。
22.第二时间点可以设置为当前时间点,从而,在第二时间点确定的材料料位变成材料加工装置中包含的未加工材料的当前料位。
23.简而言之,可以通过让每个车辆向所有其他车辆或某些中央控制系统发送关于其已经在加工机器处倾倒或即将倾倒的物料重量的信息来获得在第一时间段期间已经倾倒至材料加工装置中的未加工材料的总量。将第一个时间段内的所有物料相加来得出总重量。还可以获得平均倾倒速率(吨/小时)。
24.简而言之,在第一时间段期间已经由材料加工装置加工的未加工材料的总量可以从该加工装置的一些预设的标准加工速率或平均加工速率获得和/或从测量中获得(例如
通过被布置成对已加工材料进行称重的秤(scale)),并传输该信息。
25.在第一时间点处所述材料加工装置中包含的未加工材料的参考料位例如可以是空的加工装置(的进料器),即,料位为零,或者当料位处于上限值或高于上限值时(在该上限值时,不允许将额外的未加工材料倾倒至加工装置中),即,料位是标称料位的100%或>100%。这种参考料位可以手动地确定或通过使用粗略的料位传感器来确定。
26.预测未加工材料的料位预计下降到低于上限值或下限值的第三时间点和第四时间点涉及预期的倾倒和加工速率,并且可以包括例如由在第一物料承运车辆前面的第二物料承运车辆倾倒的未加工材料、以及材料加工装置的给定的预设平均加工速率。
27.建立第一物料承运车辆到达材料加工装置的期望到达时间段意味着在起点和终点之间(即,在最早的期望到达时间点和最晚的期望到达时间点之间)设置一个时间段,在该时间段期间,希望让第一车辆到达加工装置并倾倒其物料。通过将终点设置在(或可能稍早于)所预测的第四时间点(在该第四时间点,材料加工装置中的未加工材料的料位预计下降到低于下限值),确保了加工装置将不会变空。所述期望到达时间段的起点可以默认设置为当前时间点或在所述终点之前的某个任意点,除非所述加工装置因为一个或多个其他车辆将在第一车辆之前倾倒它们的物料而是满的或可能是满的。
28.可以通过如下方式来完成调整第一车辆的速度以便在所述期望到达时间段内到达加工装置:计算基于车辆和加工装置之间的距离并且对应于所述期望时间段的起点和终点的速度区间,然后从所计算出的区间中选择合适的速度。这也可以以另一种方式来完成:通过以通常合适的速度开始并检查该速度是否将在所述期望时间段内将车辆带到加工装置,如果不是,则选择另一个(合理的)更高或更低速度。在任何情况下,都可以显示所选择的速度,以向车辆的驾驶员表明推荐速度或者该车辆速度可以由能够控制车辆的操作的控制单元直接设置。
29.该方法可以在材料加工装置没有任何料位传感器的情形中使用。当加工装置设有能够传送传感器数据的料位传感器时,该方法也可以用作备份,因为可能难以连接到该传感器并且连接可能丢失。该方法也可用于所述加工装置仅设有“简单”料位传感器的情况,该“简单”料位传感器仅能确定料位是高于还是低于上述上限值,即,准备装载的车辆必须称重的“满”装置。
30.本公开中有时使用的表述“接收信号”通常是指某种信号被某种适当的接收设备接收。通常,这意味着电磁信号是通过无线方式例如从车辆、加工装置或中央控制系统自动发送的,并且该信号由接收器接收,该接收器被配置成接收所述类型的信号并且被布置成与例如车辆的控制单元或中央控制系统连接,其中,该控制单元/控制系统被配置成(通过处理器、存储器等)处理该信号中包含的信息并执行各种计算和确定步骤。然而,“接收信号”也可以指例如接收从键盘或类似物经由电线发送到控制单元/控制系统的信号。可以以后一种方式接收的信号的示例是指示了不需要经常更新的某种形式的预设值的信号,例如材料加工装置的平均加工速率(其可用于估计在特定时间段期间已经由或将由加工装置加工的未加工材料的总量)。
31.在本发明的优选变体中,所涉及的每个物料承运车辆都设有用于通过无线通信(直接无线电,车辆对车辆通信)发送和接收信号的发射器和接收器、以及连接到发射器和接收器和例如gps定位单元等的控制单元,其中,该控制单元包括存储器、处理器等,用于存
储和处理数据,例如由接收器接收的数据和要由发射器发送的数据。同一个控制单元(或可能连接到第一个控制单元的另一控制单元)也被配置成控制车辆的操作(例如速度和倾倒)。所有这些都是众所周知的。每个车辆还拥有已经倾倒或将要倾倒至材料加工装置中的未加工材料的物料重量的信息。因此,每个车辆被配置成能够向所有其他车辆发送关于已经倾倒或将要倾倒至加工装置中的未加工材料的量的信息。因此,每个车辆也被配置成接收这样的信号。
32.在一个实施例中,该方法包括以下步骤:确定材料加工装置中的未加工材料的当前料位是否高于不允许将额外的未加工材料倾倒至材料加工装置中的上限值。
33.如果第一物料承运车辆将在所预测的高料位的第三时间点之前到达,则它将不得不在加工装置处等待,直到料位已经下降到低于上限值。因此,最好以较慢的速度行驶并避免等待。相反,如果确定当前料位低于上限值,则可以将所述期望时间段的起点设置为当前时间点或另一任意时间点,或者根本不设置。在实践中,这将意味着第一物料承运车辆可以以任何合适的速度行驶,只要它在所述期望到达时间段的终点之前到达即可。
34.在一个实施例中,该方法包括:确定是否至少有第二物料承运车辆将在第一物料承运车辆之前到达材料加工装置;并且当这样时,预测将由第二物料承运车辆倾倒至材料加工装置的未加工材料的量;其中,预测未加工材料的料位预计下降到低于上限值或下限值的第三时间点和/或第四时间点的步骤还基于所预测的将由第二物料承运车辆倾倒的未加工材料的量。
35.如果一个或多个其他车辆(即,至少所述第二车辆)在第一车辆前面并且将在第一车辆之前将材料倾倒至加工装置,则在加工装置耗尽材料之前将需要更长的时间,因此,第一车辆可以减速以节省能量/燃料。也可能是,由第二车辆倾倒的物料可以预期使料位增加到高于上限值,从而第一车辆应该降低其速度以避免在加工装置处的等待时间。
36.在一个实施例中,该方法包括以下步骤:提供关于第一物料承运车辆的当前地理位置的信息;基于第一物料承运车辆的当前地理位置以及关于可用路线和材料加工装置的地理位置的信息,确定第一物料承运车辆与材料加工装置之间的距离;基于第一物料承运车辆和材料加工装置之间的距离以及所述期望到达时间段的终点,确定所调整的最小平均速度,使得:如果第一物料承运车辆以最小平均速度移动,则第一物料承运车辆将在所述期望到达时间段的终点处到达材料加工装置;和/或基于第一物料承运车辆和材料加工装置之间的距离以及所述期望到达时间段的起点,确定所调整的最大平均速度,使得:如果第一物料承运车辆以最大平均速度移动,则第一物料承运车辆将在所述期望到达时间段的起点处到达材料加工装置。
37.因此,高于最小平均速度的速度将在所述期望时间段的终点之前将车辆带到加工装置,并且,低于最大平均速度的速度将导致在所述期望时间段的起点之后到达。在某些情况下,由于实际原因不可能达到所述最小速度。如果这样,则加工装置可能会在一段时间内耗尽材料。当所述期望时间段的起点在合理的时间区间内时,计算最大平均速度最有意义,这样最大平均速度就变得合理。例如,如果未加工材料的当前料位低于上限值并且所述起点被设置为当前时间点,则最大平均速度将是无限的,这是不合理的。因此,如果所述期望时间段的起点不在合理的时间区间内,则计算最大平均速度没有特定的点。而是,然后可以根据实际要求(最大期望功率、安全性等)来设置最大平均速度。
38.在一个实施例中,所述期望到达时间段的起点被设置为在当前时间点与所述期望到达时间段的终点之前的未来时间点之间的某处。
39.在一个实施例中,在第一时间段期间倾倒至材料加工装置中的未加工材料的总量至少部分地是通过接收关于在第一时间段期间倾倒至材料加工装置中的所有物料的重量的信息而获得的,或者,当物料具有基本相同的重量时,是通过接收关于在第一时间段期间倾倒物料的次数的信息而获得的。
40.在一个实施例中,在第一时间段期间由材料加工装置加工的未加工材料的总量是从材料加工装置的标准加工速率或平均加工速率的信息中获得的,和/或是通过从对已加工材料的总量的称重测量中接收信息而获得的。
41.已经由例如破碎机装置加工/粉碎的材料可以通过布置在破碎机装置的出口处的传送带(下方)处的秤进行称重,或者可以根据所设置的标准加工速率(吨/小时)乘以第一时间段期间的总生产/加工时间来计算已加工材料的量。
42.材料加工装置的标准加工速率或平均加工速率可用于过去的加工和所预测的未来加工。
43.在一个实施例中,在第一时间点处所述材料加工装置中包含的未加工材料的参考料位是表明材料加工装置已经耗尽或即将耗尽未加工材料的下限值。即,材料加工装置在第一时间点处基本上是空的。
44.在一个实施例中,在第一时间点处所述材料加工装置中包含的未加工材料的参考料位处于或高于不允许将额外的未加工材料倾倒至材料加工装置中的上限值。
45.在一个实施例中,在第一时间点处所述材料加工装置中包含的未加工材料的参考料位是当料位降低并越过上限值时。
46.所述参考料位可以由粗略的传感器确定,该粗略的传感器能够检测料位是高于还是低于上限值和/或所述加工装置是否(基本上)为空。替代地,可以手动地确定所述参考料位。
47.通过为加工装置提供料位传感器和连接到该传感器的发射器,可以将参考料位(也可能是实际料位)传送给所涉及的所有物料承运车辆(如果设有接收器的话)。
48.如果当前料位高于上限值,则已知的是,用作参考料位的实际料位至少处于上限值。当料位越过上限值时(同时,料位在加工装置的操作期间在某些类型的进料器中降低),可以通过设置参考料位来获得参考料位的更准确估计。此料位(即,在操作期间越过的上限值)也可用于向已经到达加工装置准备倾倒未加工材料的车辆提供等待和前进信号(wait
‑
and go
‑
signal)并在等待和前进信号之间切换(例如为车辆的驾驶员提供红灯或绿灯,以及为自动驾驶车辆提供其他信号)。
49.在一个实施例中,所述第二时间点是当前时间点。这不是必需的,但通常会简化计算。
50.在一个实施例中,所述材料加工装置是材料破碎机。例如,其他可能性是混合设备或装载袋(load pocket),它们也可以被认为在“加工”材料。
51.在一个实施例中,至少第一物料承运车辆设有用于接收通过无线通信发送的信号的接收器和被布置成与该接收器通信连接的控制单元,其中,所述方法包括以下步骤:通过接收器接收表示在第一时间点和第二时间点之间的第一时间段期间已经倾倒至材料加工
装置中的未加工材料的总量的信号;通过接收器接收表示在第一时间段期间已经由材料加工装置加工的未加工材料的总量的信号,或获得表示在第一时间段期间已经由材料加工装置加工的未加工材料的总量的信息,例如材料加工装置的标准加工速率或平均加工速率,如果这样的信息已经在所述第一物料承运车辆上可用;通过接收器接收表示在第一时间点处所述材料加工装置中包含的未加工材料的参考料位的信号;通过所述控制单元基于所接收或获得的信息来计算材料加工装置中包含的未加工材料的当前料位;通过所述控制单元并且基于材料加工装置中包含的未加工材料的当前料位和材料加工装置的预期未来加工速率来预测第三时间点和第四时间点中的至少一个;通过所述控制单元建立第一物料承运车辆到达材料加工装置的期望到达时间段,其中,所述期望到达时间段在起点和终点之间延伸,并且其中,所述起点和终点中的至少一个被设置为使得起点最早在第三时间点处和/或使得终点最晚在第四时间点处;以及,通过所述控制单元设置或指示第一物料承运车辆的速度,以便在所述期望到达时间段内到达材料加工装置。
52.这提供了一种分布式系统,其中,自卸车或运输车或类似的物料承运车辆接收所需的信号和信息,并且自行进行确定和计算等。即,本实施例不需要中央控制系统。
53.所述系统涉及材料加工装置和至少一个物料承运车辆,该至少一个物料承运车辆被构造成将未加工材料的物料运输到材料加工装置并将未加工材料直接或间接倾倒至材料加工装置中。
54.所述系统的特征在于它被配置成:
55.‑
确定在第一时间点和第二时间点之间的第一时间段期间已经倾倒至材料加工装置中的未加工材料的总量;
56.‑
确定在第一时间段期间已经由材料加工装置加工的未加工材料的总量;
57.‑
确定在第一时间点处所述材料加工装置中包含的未加工材料的参考料位;
58.‑
基于i)在第一时间段期间已经倾倒至材料加工装置中的未加工材料的总量、ii)在第一时间段期间已经由材料加工装置加工的未加工材料的总量、以及iii)在第一时间点处所述材料加工装置中包含的未加工材料的参考料位,来确定材料加工装置中包含的未加工材料的当前料位;
59.‑
至少基于材料加工装置中包含的未加工材料的当前料位和材料加工装置的预期未来加工速率来预测以下项中的至少一个:
60.第三时间点,在该第三时间点,未加工材料的料位预计下降到低于上限值,从而变得允许未加工材料的倾倒,在该上限值时,不允许将额外的未加工材料倾倒至所述材料加工装置中,和
61.第四时间点,在该第四时间点,未加工材料的料位预计下降到低于下限值,该下限值表明材料加工装置已经耗尽或即将耗尽未加工材料;
62.‑
建立第一物料承运车辆到达材料加工装置的期望到达时间段,其中,所述期望到达时间段在起点和终点之间延伸,并且其中,所述起点和终点中的至少一个被设置为使得起点最早在第三时间点处和/或使得终点最晚在第四时间点处;以及
63.‑
调整第一物料承运车辆的速度,以便在所述期望到达时间段内到达材料加工装置。
64.在一个实施例中,至少第一物料承运车辆设有用于接收通过无线通信发送的信号
的接收器和被布置成与该接收器通信连接的控制单元,其中,所述控制单元被配置成:计算材料加工装置中包含的未加工材料的当前料位,预测材料加工装置中的未加工材料的料位预计下降到低于上限值或下限值的第三时间点和/或第四时间点,并且设置或至少指示第一物料承运车辆的速度以便在所述期望到达时间段内到达材料加工装置。
65.在一个实施例中,所述系统至少包括第一物料承运车辆和第二物料承运车辆,其中,所述车辆中的每一个均包括根据上文所述的接收器和控制单元,并且其中,所述车辆中的每一个还包括发射器,该发射器用于通过无线方式传送至少表示将要倾倒或已经倾倒至材料加工装置中的未加工材料的物料量的信号。
66.优选地,每个车辆还被配置成发送和接收表示其他有用的车辆信息的信号,例如地理位置、速度、目标目的地等。
67.在一个实施例中,材料加工装置设有料位传感器,该料位传感器被配置成至少确定未加工材料的料位是高于还是低于不允许将额外的未加工材料倾倒至材料加工装置中的上限值。
68.在一个实施例中,材料加工装置设有生产率传感器,该生产率传感器被配置成确定由材料加工装置加工的材料量。
69.在一个实施例中,材料加工装置设有发射器,该发射器用于通过无线通信来传送表示未加工材料的料位的信号和/或表示已加工的材料量的信号。
70.在一个实施例中,所述材料加工机器是材料破碎机。
71.在一个实施例中,所述物料承运车辆是设有物料接纳车斗的运输车或卡车,该物料接纳车斗适于接纳岩石碎块、砾石、沙子等形式的材料物料。
72.本发明的进一步的方面涉及:
73.一种计算机程序产品,包括程序代码组件,该程序代码组件用于当所述程序在计算机上运行时执行上述方法的步骤。
74.一种计算机可读介质,携载包括程序代码组件的计算机程序,该程序代码组件用于当所述程序产品在计算机上运行时执行上述方法的步骤。
75.一种用于控制上述系统的控制单元,该控制单元被配置成执行上述方法的步骤。优选地,该控制单元布置在第一物料承运车辆上。优选地,该控制单元被配置成还控制第一物料承运车辆的操作。
76.在以下描述和从属权利要求中公开了本发明的进一步的优点和有利特征。
附图说明
77.参考附图,下面是作为示例引用的本发明实施例的更详细描述。
78.在这些图中:
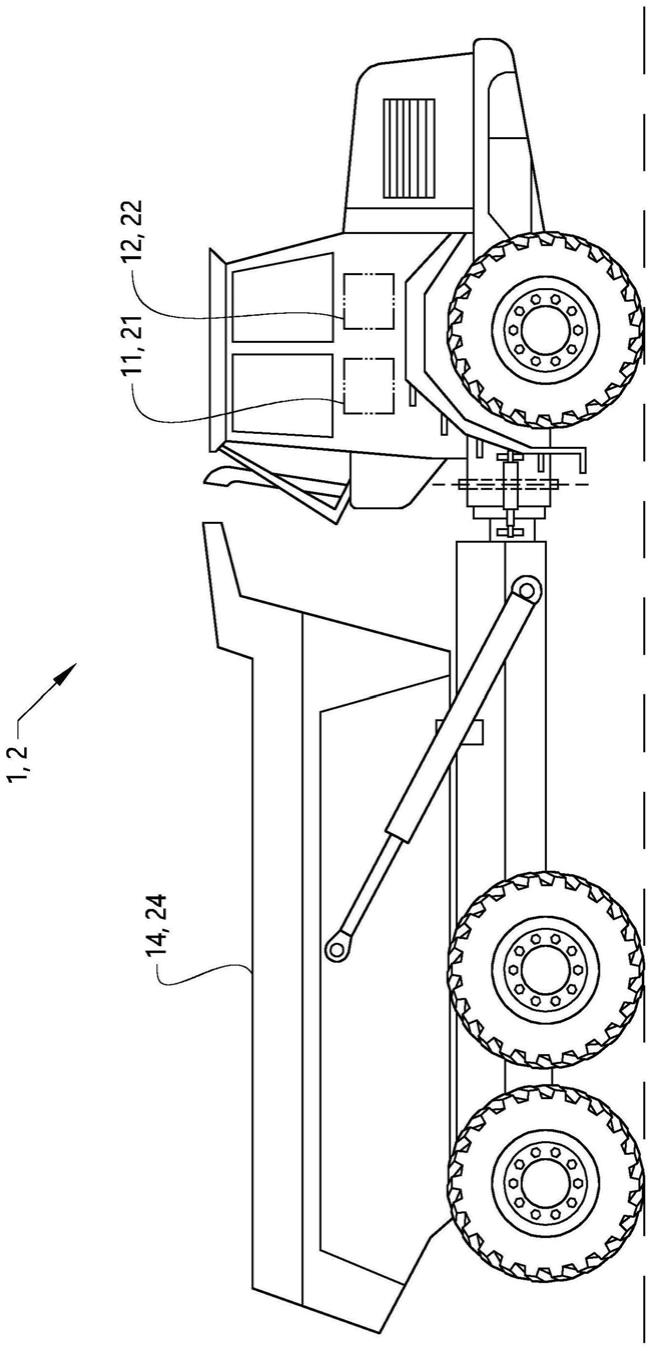
79.图1示出了铰接式运输车形式的物料承运车辆的示例。
80.图2示出了根据本发明的系统的实施例的示意图。
81.图3示出了根据本发明的方法的一般流程图。
具体实施方式
82.图1示出了铰接式运输车形式的物料承运车辆1、2的示例。图1所示的车辆代表了
图2所示的车辆1、2二者。如图1所示,运输车1、2具有物料接纳车斗14、24,该物料接纳车斗14、24适于接纳岩石碎块、砾石、沙子等形式的材料物料。图1进一步表明了每个运输车1、2都设有接收器11和发射器21以及控制单元12、22。接收器11和发射器21被布置成通过无线通信(例如直接无线电、车辆到车辆通信、5g)来接收和发送信号。控制单元12、22被布置成与对应的接收器11和发射器21通信连接。如下面将进一步描述的,控制单元12、22例如被配置成:部分地基于由对应的发射器11、21接收的信号,计算材料加工装置3中包含的未加工材料5的料位以及运输车1、2到达材料加工装置3的期望到达时间段td。
83.车辆1、2能够通过无线方式直接相互传输的信息的例子是要倾倒或已经倾倒至破碎机3中的未加工材料5的物料的量(可以是当前承运或最近倾倒的物料的重量)、当前速度、地理位置、到达破碎机3的预计到达时间等。
84.控制单元11、21可以包括微处理器、微控制器、可编程数字信号处理器或另一可编程设备。该控制单元还可以包括或替代地包括专用集成电路、可编程门阵列或可编程阵列逻辑、可编程逻辑器件或数字信号处理器。在该控制单元包括可编程设备(例如上述微处理器、微控制器或可编程数字信号处理器)的情况下,所述处理器还可以包括控制该可编程设备的操作的计算机可执行代码。
85.图2示出了根据本发明的系统10的实施例的示意图。所例示的系统10包括材料加工装置3以及第一物料承运车辆1和第二物料承运车辆2,该材料加工装置3为破碎机的形式,该第一物料承运车辆1和第二物料承运车辆2被构造成:将未加工材料5的物料(在这种情况下是岩石碎块)从装载地点9运输到破碎机3,并将未加工材料5倾倒至破碎机3的进料器32中。破碎机3产生已加工/破碎的材料6,已加工/破碎的材料6由该破碎机的输出侧(在图2中,破碎机3的右侧)上的传送带33送走。已经为破碎机3建立了预设的平均破碎机加工速率(以吨/小时为单位)。
86.第一物料承运车辆1和第二物料承运车辆2在这种情况下是相同的并且在图1中被示出。第二车辆2在第一车辆1的前面,并且将在第一车辆1之前到达破碎机3并倾倒其物料。车辆1、2可以是具有人类驾驶员的传统类型的,或者它们可以被配置用于自主操作。
87.图2还示出了在装载地点9处对这些车辆进行装载的轮式装载机8和已经将其未加工材料5的物料倾倒至破碎机3的进料器32中的另一物料承运车辆20。
88.在这种情况下,破碎机3设有“简单”料位传感器31,该“简单”料位传感器31被配置成仅确定破碎机进料器32中的未加工材料5的料位是高于还是低于不允许将进一步的未加工材料5倾倒至破碎机中3的上限值。破碎机3还设有被集成在传送带33中的秤形式的生产率传感器(production sensor),以便确定(称重)已由材料加工装置/破碎机3加工/破碎的材料量(作为对预设的破碎机加工速率的补充)。可以注意到,在此处描述的这种加工期间,材料没有损失或增加(除了一些丢失的灰尘等),因此,一定重量的已加工材料6对应于相同重量的未加工材料5。
89.该破碎机还设有发射器(表示为附图标记31,即,与料位传感器相同),用于通过无线通信来发送表示未加工材料5的料位的信号和表示已加工的材料量的信号。这些信号可以被第一车辆1和第二车辆2接收。应该注意,对于本发明来说,破碎机3不必设有任何如图2所示的传感器或发射器31、33。
90.如图3所示,可以通过以下示例性的一般方法步骤(包括在每个步骤末尾的一些说
明性评述)来控制系统10:
91.s1
‑
确定在第一时间点t1和第二时间点t2之间的第一时间段t1期间已经倾倒至破碎机3中的未加工材料5的总量(在这种情况下是岩石碎块的总重量,并且其中,典型地,t2是当前时间点,t1期间的倾倒已经由图2中未示出的其他车辆进行,这些车辆已经发送了它们倾倒的物料的重量);
92.s2
‑
确定在第一时间段t1期间已经由破碎机3加工的未加工材料5的总量(也是岩石碎块的总重量,根据预设的破碎机加工速率乘以t1的时长来获得和/或从由传送带33的秤测量到的数据获得);
93.s3
‑
确定在第一时间点t1处材料加工装置3中包含的未加工材料5的参考料位(当料位超过从“简单”料位传感器31获得的上限值时);
94.s4
‑
基于在步骤s1
‑
s3中获得的信息来确定破碎机3中包含的未加工材料5的当前料位(与参考料位相比的差值取决于在t1期间倾倒和加工的材料量);
95.s5
‑
基于破碎机3中包含的未加工材料5的当前料位和破碎机3的预期未来加工速率来预测第四时间点t4,在该第四时间点t4,未加工材料5的料位预计下降到低于下限值,该下限值表明破碎机3已经耗尽或即将耗尽未加工材料5(基于所述预设的破碎机加工速率,并且,如果预测与第一车辆1相关,则还包括第二车辆2将要倾倒的物料);
96.s6
‑
建立第一物料承运车辆1到达破碎机3的期望到达时间段td,其中,该期望到达时间段td在起点和终点之间延伸,并且其中,该终点最晚被设置为所预测的第四时间点t4,在该第四时间点t4,破碎机3中的未加工材料5的料位预计将下降到低于下限值(即,计算第一车辆1到达破碎机3的最晚到达时间点以避免破碎机3变空);以及
97.s7
‑
调整第一物料承运车辆1的速度,以便在所述期望到达时间段td内到达破碎机3(即,在破碎机变空的第四时间点t4之前)。
98.至少步骤s1
‑
s3不一定必须按照所示出的顺序执行。
99.可以对系统10中包括的每个物料承运车辆1或多或少连续地执行方法s1
‑
s7。这意味着也可以对第二车辆2执行该方法,该第二车辆2在自身前方没有任何将在第二车辆2之前倾倒物料的物料承运车辆(如果考虑到另一车辆20已经倾倒了其物料的话)。原则上相同的另一种说法是说第二车辆2(和另一车辆10)是可选的,在这种情况下,在第一物料承运车辆1前方没有车辆将在第一车辆之前倾倒任何物料。
100.上述方法的一个要点是,能够在不使用提供进料器32中的材料的当前料位的输入的料位传感器的情况下获得合适的到达时间点或到达时间段;而是,当前料位是根据倾倒至破碎机3中的材料量和由破碎机3在t1和t2之间加工的材料量、以及t1时的料位的参考值来确定/计算的。这种参考料位可以手动地提供或由上述“简单”料位传感器31提供。
101.包括与步骤s1
‑
s3相关的信息的信号可以由第一车辆1的接收器11接收,并且,步骤s4
‑
s6中的计算和确定等可以由控制单元12执行。而且,步骤s7中的第一车辆1的速度调整可以由控制单元12执行(如果控制单元12未被布置成控制第一车辆1的操作但可以将控制命令发送到这样的操作控制单元,则可能是间接地由控制单元12执行)。调整速度例如可能意味着:为第一车辆1的驾驶员显示推荐速度,或者对于自动驾驶车辆,直接控制其速度。调整速度的步骤包括确定第一车辆1和破碎机3的位置以及确定第一车辆1要行驶的距离,这是众所周知的。
102.在步骤s1中,在第一时间段t1期间倾倒至破碎机3的进料器32中的未加工材料5的总量可以通过接收所传输的关于在第一时间段t1期间倾倒至材料加工装置3中的所有物料的重量的信息来获得,或者,当物料具有基本相同的重量时,通过接收关于在第一时间段t1期间倾倒物料的次数的信息来获得。例如,第一车辆1和第二车辆2可以向所涉及的所有其他车辆发送关于它已经在什么时间点倾倒或计划将其物料倾倒至破碎机3的其物料重量的信息(并且先前的车辆已经将该信息发送给第一车辆1和第二车辆2)。
103.以下步骤可以添加到上述步骤s1
‑
s7:
104.‑
确定破碎机3中的未加工材料5的当前料位是否高于不允许将额外的未加工材料5倾倒至破碎机3中的上限值;
105.‑
基于破碎机3中包含的未加工材料5的当前料位和破碎机3的预期未来加工速率来预测第三时间点t3,在该第三时间点t3,未加工材料5的料位预计下降到低于上限值(该上限值不允许将额外的未加工材料5倾倒至材料加工装置3中),从而变得允许未加工材料5的倾倒;和
106.‑
将所述期望到达时间段td的起点设置为最早在所预测的第三时间点t3处,在该第三时间点t3,破碎机3中的未加工材料5的料位预计下降到低于所述上限值。
107.因此,所述期望到达时间段td可以被设置为在t3和t4之间延伸(或者从稍微在t3之后到稍微在t4之前)。
108.如果当前材料料位不高于上限值,则所述期望到达时间段td的起点可以设置为当前时间点。
109.预测未加工材料5的料位预计下降到低于上限值或下限值的第三时间点t3和第四时间点t4的步骤可以包含以下步骤:
110.‑
例如基于从第二车辆2发送到第一车辆1的、第二车辆2的地理位置,确定另一物料承运车辆(第二物料承运车辆2)是否将在第一物料承运车辆1之前到达破碎机3;并且,当这样时,
111.‑
预测将由所述另一物料承运车辆(第二物料承运车辆)倾倒至破碎机3的未加工材料5的量,并且在预测t3和t4时包括该量。
112.步骤s7可以包括以下步骤:
113.‑
提供关于第一物料承运车辆1的当前地理位置的信息(从布置在第一车辆1上的全球定位装置获得);
114.‑
基于第一物料承运车辆1的当前地理位置以及关于可用路线和破碎机3的地理位置的信息(其可以存储在控制单元12可访问的存储器中)来确定第一物料承运车辆1和破碎机3之间的距离;
115.‑
基于第一物料承运车辆1和破碎机3之间的距离以及所述期望到达时间段td的终点,确定所调整的最小平均速度,使得:如果第一物料承运车辆1以该最小平均速度移动,则第一物料承运车辆1将在所述期望到达时间段td的终点处到达破碎机3;和/或
116.‑
基于第一物料承运车辆1和破碎机3之间的距离以及所述期望到达时间段td的起点,确定所调整的最大平均速度,使得:如果第一物料承运车辆1以该最大平均速度移动,则第一物料承运车辆1将在所述期望到达时间段td的起点处到达破碎机3。
117.在步骤s1
‑
s7的一个实施例中,该方法包括以下步骤(如图3所示):
118.s100
‑
通过接收器11接收表示在第一时间点t1和第二时间点t2之间的第一时间段t1期间已经倾倒至破碎机3中的未加工材料5的总量的多个信号,其中,这些信号包括关于已倾倒的物料的重量的信息,并且这些重量已被从其他物料承运车辆发送出来。
119.s200
‑
通过接收器11从与集成在破碎机3的传送带33中的生产率传感器连接的发射器接收表示在第一时间段t1期间已经由破碎机3加工的未加工材料5的总量的信号,并且作为补充,获得表示在第一时间段t1期间已经由破碎机3加工的未加工材料5的总量的信息,该信息为第一物料承运车辆1上的控制单元12可访问的、破碎机3的预设平均加工速率的形式;
120.s300
‑
通过接收器11从连接到破碎机3的料位传感器31的发射器接收表示在第一时间点t1处所述破碎机3中包含的未加工材料5的参考料位的信号;
121.s400
‑
通过控制单元12基于所接收和/或获得的信息来计算破碎机3中包含的未加工材料5的当前料位;
122.s500
‑
通过控制单元12并且基于破碎机3中包含的未加工材料5的当前料位和破碎机3的预期未来加工速率,预测第四时间点t4,在该第四时间点t4,未加工材料5的料位预计下降到低于下限值,该下限值表明破碎机3已经耗尽或即将耗尽未加工材料5(另外或替代地,可以如前文所解释的那样预测第三时间点t3);
123.s600
‑
通过控制单元12建立第一物料承运车辆1到达破碎机3的期望到达时间段td,其中,该期望到达时间段td在起点和终点之间延伸,其中,该终点最晚被设置为所预测的第四时间点t4,在该第四时间点t4,破碎机3中的未加工材料5的料位预计下降到低于下限值(另外或者替代地,可以使用第三时间点t3来设置所述起点);以及s700
‑
通过控制单元12设置或指示第一物料承运车辆1的速度,以便在所述期望到达时间段td内到达破碎机3。
124.应当理解,本发明不限于上文所述和附图中示出的实施例;而是,本领域技术人员将认识到,可以在所附权利要求书的范围内进行许多修改和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1