安全生产监控预警方法、系统以及具有存储功能的装置与流程
1.本技术涉及监控系统技术领域,特别是涉及一种安全生产监控预警方法、系统以及具有存储功能的装置。
背景技术:
2.现代作业车间的生产活动通常是按生产作业计划来安排与组织实际生产加工。
3.本技术的发明人在长期的研发过程中,发现pcb智能工厂一个显著特点是现场加工人员减少,但制程中的各种危险源与传统工厂并无太大改善,按以往pcb行业安全事故教训,当生产现场出现初期火灾或职业伤害时,无人第一时间发现和处置,错失黄金应急阶段,最终酿成严重事故。
技术实现要素:
4.基于此,本技术提供一种安全生产监控预警方法、系统以及具有存储功能的装置,能够消除传统人工监控和pcb智能工厂安全预警、报警不及时的弊端。
5.在一方面,本技术提出一种安全生产监控预警系统,系统包括:监测模块,用于实时监测生产车间的若干个环境参数,以得到监测数据;数据库服务器,连接监测模块,用于从监测模块获取监测数据,对监控数据进行分析处理以得到监控结果,并根据监控结果输出预警信号;预警报警模块,连接数据库服务器,用于从数据库服务器获取预警信号,并根据预警信号发出相应的警报。
6.其中,监测模块包括:设备开停传感器、烟雾检测器、温度传感器、湿度传感器、超温传感器、可燃气体检测器、粉尘检测器、甲醛传感器、一氧化碳检测器、氯化氢检测器以及挥发性有机化合物(voc)传感器中的至少一种。
7.其中,烟雾检测器连接生产车间的水平设备烘干段、热媒油泵及管线、封闭整流机箱及线缆中的至少一个;温度传感器和湿度传感器连接生产车间的封闭整流机箱及线缆、动力设备轴承温度中的至少一个;超温传感器连接生产车间的水平设备烘干段、烘箱、回流焊设备中的至少一个;粉尘检测器连接生产车间的吸尘房;甲醛传感器连接生产车间的沉铜设备;设备开停传感器连接生产车间的供电线缆。
8.其中,监测模块的i/o接口转rs485单元通过rs485集线器、rs485总线向数据库服务器发送监控数据。
9.其中,系统还包括:监控总控台和/或监控客户端,其中,监控总控台和/或监控客户端与数据库服务器通过局域网建立通信连接;监控总控台和/或监控客户端用于同步显示监控数据和监控结果。
10.其中,监控客户端以电子设备程序的形式存在,用户可以通过监控客户端查看监控数据和监控结果,其中,监控数据包括:历史监控数据,监控结果包括:报警信息、预警曲线。
11.其中,系统还包括:自检模块,自检模块连接监测模块,自检模块用于根据预设时
序检测监测模块的当前工作状态,并在监测模块发生故障时提供故障信息。
12.另一方面,本技术提出一种安全生产监控预警方法,该方法包括:提供安全生产监控预警系统,安全生产监控预警系统为前述的安全生产监控预警系统;通过监测模块实时监测生产车间的若干个环境参数,以得到监测数据;通过数据库服务器获取监测数据,对监控数据进行分析处理以得到监控结果,并根据监控结果输出预警信号;通过预警报警模块获取预警信号,并根据预警信号发出相应的警报。
13.其中,在提供安全生产监控预警系统之后,该方法还包括:根据预设时序检测监测模块的当前工作状态,并在监测模块发生故障时提供故障信息。
14.又一方面,本技术提出一种具有存储功能的装置,存储装置存储有程序数据,程序数据能够被处理器执行以实现前述的安全生产监控预警方法。
15.本技术的有益效果是:区别于现有技术的情况,本技术安全生产监控预警系统可以实时监测生产车间的若干个环境参数,并由预警报警模块根据数据库服务器分析得到的预警信号发出相应的警报,对于即将出现的故障进行及时提醒,实现pcb智能工厂的自动监控,消除传统人工监控和pcb智能工厂安全预警、报警不及时的弊端,同时实现生产过程信息化,提高管理质量。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。其中:
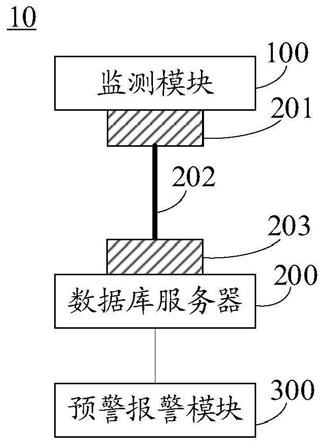
17.图1是本技术实施例安全生产监控预警系统的第一结构示意图;
18.图2是本技术实施例安全生产监控预警系统的第二结构示意图
19.图3是本技术实施例安全生产监控预警系统的第三结构示意图
20.图4是本技术实施例安全生产监控预警系统的第四结构示意图;
21.图5是本技术实施例安全生产监控预警方法的流程示意图。
具体实施方式
22.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
23.如图1所示,本技术实施例的安全生产监控预警系统10包括:监测模块100、数据库服务器200、预警报警模块300,监测模块100与数据库服务器200通信连接,预警报警模块300与数据库服务器200通信连接。
24.监测模块100用于实时监测生产车间的若干个环境参数(例如:粉尘浓度、风速、温度、烟雾浓度、甲烷浓度等),以得到监测数据。数据库服务器200用于从监测模块100获取监测数据,对监控数据进行分析处理以得到监控结果,并根据监控结果输出预警信号。预警报警模块300用于从数据库服务器200获取预警信号,并根据预警信号发出相应的警报。
25.其中,上述监控结果中可以包括多种内容,例如,风险类型、风险大小的评估和分析,安全事故预警、规避风险的引导措施等。通过地图标注、曲线图、圆饼图等多种形式可视化地展现相关内容,提高可读性。
26.数据库服务器200还用于将设置相关环境参数对应的目标报警阈值,并可以将重新设置的目标报警阈值在数据库服务器200中进行更新,以使数据库服务器200的相关环境参数对应的目标报警阈值均为最新设置的报警阈值,提高了服务器200预警的稳定性。
27.区别于现有技术的情况,本技术安全生产监控预警系统10可以实时监测生产车间的若干个环境参数,并由预警报警模块300根据数据库服务器200分析得到的预警信号发出相应的警报,实现pcb智能工厂的自动监控,消除传统人工监控和pcb智能工厂无法实时监控的弊端,同时实现生产过程信息化,提高管理质量。
28.如图2所示,本技术实施例的监测模块100包括:烟雾检测器101、温度传感器102、湿度传感器103、超温传感器104、可燃气体检测器105、粉尘检测器106、甲醛传感器107、一氧化碳检测器108、氯化氢检测器109以及挥发性有机化合物(voc)传感器111中的至少一种。
29.具体地,烟雾检测器101连接生产车间的水平设备烘干段、热媒油泵及管线、封闭整流机箱及线缆中的至少一个,用于当水平设备烘干段、热媒油泵及管线、封闭整流机箱及线缆中的至少一个的瓦斯、煤尘、爆炸性气体的烟雾浓度超过设定值时,向数据库服务器200输出有效开关量信号。
30.温度传感器102和湿度传感器103连接生产车间的封闭整流机箱及线缆、动力设备轴承温度中的至少一个,用于对封闭整流机箱及线缆、动力设备轴承温度中的至少一个的环境温度和环境湿度进行连续监测和显示,并将监测信号输出到数据库服务器200。
31.超温传感器104连接生产车间的水平设备烘干段、烘箱、回流焊设备中的至少一个,用于对水平设备烘干段、烘箱、回流焊设备中的至少一个的环境温度进行连续监测和显示,并环境温度大于预设温度阈值时送回到数据库服务器200。
32.可燃气体检测器105用于对天然气、液化石油气、煤气、氢气等在空气中遇火或者火花极易发生火灾和爆炸的气体进行检测。
33.粉尘检测器106用于连续监测生产车间的吸尘房总粉尘浓度,检测后将监测信号输出到数据库服务器200,同时通过航空线将检测信号发送给生产车间的洒水降尘装置。
34.甲醛传感器107连接生产车间的沉铜设备,用于感应沉铜设备中存在的甲醛浓度,并将甲醛浓度信号传输给数据库服务器200进行处理。
35.一氧化碳检测器108用于感应生产车间中存在的一氧化碳浓度的第一浓度传感器,并一氧化碳浓度信号传输给数据库服务器200进行处理。
36.氯化氢检测器109用于感应生产车间中存在的氯化氢浓度的第一浓度传感器,并氯化氢浓度信号传输给数据库服务器200进行处理。
37.挥发性有机化合物(voc)是统称某一类材料的术语,这类材料通过阳光作用,来发生光化学反应,以产生光化学氧化,比如臭氧、pan(过氧硝酸乙酰酯)等等,只要这些材料与氮氧化物共存以引起光化学烟雾。voc是使污染空气、致癌有毒的化合物,还是全球变暖和臭氧层最上层破坏的肇因,且具有刺鼻气味。voc传感器111用于感应生产车间中存在的voc浓度的第一浓度传感器,并voc浓度信号传输给数据库服务器200进行处理。
38.如图1所示,本技术实施例的监测模块100的i/o接口转rs485单元201通过rs485集线器202、rs485总线203向数据库服务器200发送监控数据。
39.具体地,i/o接口转rs485单元201将监测模块100的相关监控数据转化为rs485信号后经rs485集线器202、rs485总线203送至数据库服务器200。
40.如图3所示,本技术实施例的安全生产监控预警系统10还包括:监控总控台400和/或监控客户端500,其中,监控总控台400和/或监控客户端500与数据库服务器200通过局域网建立通信连接。
41.监控总控台400和/或监控客户端500用于同步显示监控数据和监控结果。监控客户端500的数量可以为多个,以对应显示不同的环境参数的监控数据和监控结果。
42.其中,监控客户端500以电子设备程序(或app程序)的形式存在,用户可以通过监控客户端500查看监控数据和监控结果,其中,监控数据包括:历史监控数据,监控结果包括:报警信息、预警曲线。
43.具体地,监控数据可通过无线远程发送到电子设备程序(或app程序)上,实现远程在线监控、测量、分析、对比。
44.如图4所示,本技术实施例的安全生产监控预警系统10还包括:自检模块600,自检模块600连接监测模块100,自检模块600用于根据预设时序检测监测模块100的当前工作状态,并在监测模块100发生故障时提供故障信息。
45.具体地,安全生产监控预警系统10具备自动维护、自检功能,例如每24小时自动进行一次自检,包括对烟雾检测器101、温度传感器102、湿度传感器103、超温传感器104、可燃气体检测器105、粉尘检测器106、甲醛传感器107、一氧化碳检测器108、氯化氢检测器109以及挥发性有机化合物(voc)传感器111、i/o接口转rs485单元201、rs485集线器202、rs485总线203的自检,同时具备维护保养记录,对传感器使用寿命、维护周期自动提醒、超期报警功能,避免系统10本身故障引发误报。
46.如图5所示,本技术实施例的安全生产监控预警方法包括以下步骤:
47.s11:提供安全生产监控预警系统。
48.安全生产监控预警系统为上述实施例中的安全生产监控预警系统10。
49.s12:通过监测模块实时监测生产车间的若干个环境参数,以得到监测数据。
50.其中,监测模块包括:设备开停传感器、烟雾检测器101、温度传感器102、湿度传感器103、超温传感器104、可燃气体检测器105、粉尘检测器106、甲醛传感器107、一氧化碳检测器108、氯化氢检测器109以及挥发性有机化合物(voc)传感器111中的至少一种。
51.s13:通过数据库服务器获取监测数据,对监控数据进行分析处理以得到监控结果,并根据监控结果输出预警信号。
52.其中,监测模块的i/o接口转rs485单元201通过rs485集线器202、rs485总线203向数据库服务器发送监控数据。
53.s14:通过预警报警模块获取预警信号,并根据预警信号发出相应的警报。
54.进一步地,上述步骤s11之后,该方法还包括:根据预设时序检测上述监测模块的当前工作状态,并在监测模块发生故障时提供故障信息。
55.进一步地,用户可以通过电子设备程序查看监控数据和监控结果,其中,监控数据包括:历史监控数据,监控结果包括:报警信息、预警曲线。
56.区别于现有技术的情况,本技术安全生产监控预警系统可以实时监测生产车间的若干个环境参数,并由预警报警模块根据数据库服务器分析得到的预警信号发出相应的警报,对于即将出现的故障进行及时提醒,实现pcb智能工厂的自动监控,消除传统人工监控和pcb智能工厂安全预警、报警不及时的弊端,同时实现生产过程信息化,提高管理质量。
57.本技术实施例所提供的具有存储功能的装置存储有程序数据,程序数据能够被处理器执行以上述实施例中的安全生产监控预警方法,具体实现可参见方法实施例,在此不再赘述。
58.需要说明的是,本技术公开上述的具有存储功能的装置可以是计算机可读信号介质或者计算机可读存储介质或者是上述两者的任意组合。计算机可读存储介质例如可以是——但不限于——电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子可以包括但不限于:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机访问存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑磁盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本技术中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。而在本技术中,计算机可读信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。计算机可读信号介质还可以是计算机可读存储介质以外的任何具有存储功能的装置,该计算机可读信号介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。具有存储功能的装置上包含的程序代码可以用任何适当的介质传输,包括但不限于:电线、光缆、rf(射频)等等,或者上述的任意合适的组合。
59.区别于现有技术的情况,本技术安全生产监控预警系统可以实时监测生产车间的若干个环境参数,并由预警报警模块根据数据库服务器分析得到的预警信号发出相应的警报,对于即将出现的故障进行及时提醒,实现pcb智能工厂的自动监控,消除传统人工监控和pcb智能工厂安全预警、报警不及时的弊端,同时实现生产过程信息化,提高管理质量。
60.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1