切削装置的制作方法
[0001]
本发明涉及切削装置。
背景技术:
[0002]
已知有利用切削刀具对半导体晶片或玻璃基板、树脂封装基板等各种板状的被加工物进行切削而分割、或形成槽的切削装置(参照专利文献1)。由操作者将用于对被加工物进行加工的加工条件登记在切削装置中,利用切削刀具按照该加工条件对被加工物进行加工。
[0003]
专利文献1:日本特开2003-197564号公报
[0004]
此时,作为加工条件,登记被加工物的形状、尺寸(宽度、厚度)、划片带的厚度、切削刀具的切入深度、槽的间距尺寸(转位尺寸)等。但是,在登记时的画面中,由操作者输入数字,因此实际上难以将加工结果(加工后的形状等)图像化,有可能输入错误的加工条件。因此,虽然想设定在利用特定的刀具仅将容易剥离的正面侧的功能层去除之后利用不同的刀具对基板进行全切割的加工条件,但是由于错误地输入了一位数字而有可能产生如下的问题:若实际上进行了加工,则不仅发生功能层的去除,而且将被加工物完全切断而将被加工物的功能层剥离等。
技术实现要素:
[0005]
因此,本申请发明的目的在于提供切削装置,其抑制输入错误的加工条件。
[0006]
为了解决上述课题实现目的,本发明的切削装置具有:卡盘工作台,其利用保持面对被加工物进行保持;切削单元,其利用切削刀具对该卡盘工作台所保持的被加工物进行切削;加工条件登记部,其登记对该被加工物进行加工的加工条件;显示面板,其显示利用输入单元而输入的该加工条件;以及控制单元,其对各构成要素进行控制,其中,在该加工条件登记部中登记该被加工物的形状和大小、该切削刀具的切入深度,该控制单元具有立体图像数据生成部,该立体图像数据生成部模拟该加工条件登记部所登记的该加工条件下的该被加工物的加工,生成所加工的该被加工物的三维立体图像数据,该控制单元将该立体图像数据显示在该显示面板上。
[0007]
在上述切削装置中,也可以是,该立体图像数据的显示倍率能够任意地调整。
[0008]
在上述切削装置中,也可以是,该立体图像数据的显示角度能够任意地调整。
[0009]
根据本申请发明的切削装置,起到抑制输入错误的加工条件的效果。
附图说明
[0010]
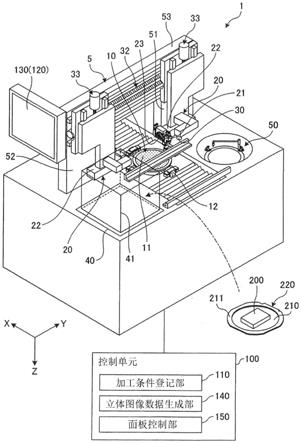
图1是实施方式的切削装置的立体图。
[0011]
图2是示出图1所示的切削装置的加工对象的被加工物的一例的立体图。
[0012]
图3是示出显示在图1所示的切削装置的显示面板上的加工条件登记画面的图。
[0013]
图4是示出显示在图1所示的切削装置的显示面板上的被加工物的三维立体图像
数据的图。
[0014]
图5是将图4所示的立体图像数据的一部分放大而由显示面板显示的图。
[0015]
图6是将图5所示的立体图像数据的一部分进一步放大而由显示面板显示的图。
[0016]
图7是示出利用切削刀具对被加工物进行切削的状态的剖视图。
[0017]
图8是示出利用切削刀具完成了对被加工物的切削的状态的剖视图。
[0018]
标号说明
[0019]
1:切削装置;10:卡盘工作台;11:保持面;20:切削单元;21:切削刀具;100:控制单元;110:加工条件登记部;120:输入单元;130:显示面板;140:立体图像数据生成部;200:被加工物;401:立体图像数据。
具体实施方式
[0020]
参照附图,对用于实施本发明的方式(实施方式)进行详细说明。本发明并不被以下实施方式所记载的内容限定。另外,在以下所记载的构成要素中包含本领域技术人员能够容易想到的内容、实质上相同的内容。另外,以下所记载的结构可以适当组合。另外,可以在不脱离本发明的主旨的范围内进行结构的各种省略、置换或变更。
[0021]
[实施方式]
[0022]
根据附图,对本发明的实施方式的切削装置进行说明。图1是实施方式的切削装置的立体图。图2是示出图1所示的切削装置的加工对象的被加工物的一例的立体图。图3是示出显示在图1所示的切削装置的显示面板上的加工条件登记画面的图。图4是示出显示在图1所示的切削装置的显示面板上的被加工物的三维立体图像数据的图。图5是将图4所示的立体图像数据的一部分放大而由显示面板显示的图。图6是将图5所示的立体图像数据的一部分进一步放大而由显示面板显示的图。
[0023]
实施方式的切削装置1例如是对图2中例示的被加工物200进行切削加工的装置。在实施方式中,切削装置1所切削的加工对象的被加工物200是具有俯视为长方形的板形状的方形工件,例如是玻璃基板或树脂封装基板。在本发明中,被加工物200不限于图2中例示的方形工件,例如可以是圆板状的半导体晶片等,总之包含各种板状的工件。如图1所示,被加工物200在背面上粘贴有比被加工物200大的圆板状的粘接带210,在粘接带210的外周部的正面上固定有环状框架211。这样,被加工物200借助粘接带210而支承于环状框架211。将这些被加工物200、粘接带210以及环状框架211一并称为框架单元220。
[0024]
图1所示的切削装置1是利用卡盘工作台10对具有被加工物200的框架单元220进行保持并利用切削刀具21与x轴方向平行地对被加工物200进行切削加工的装置。具体而言,如图1所示,切削装置1具有:卡盘工作台10,其利用保持面11对被加工物200进行吸引保持;切削单元20,其利用切削刀具21对卡盘工作台10所保持的被加工物200进行切削;拍摄单元30,其对卡盘工作台10所保持的被加工物200进行拍摄;控制单元100,其是对各构成要素进行控制的控制组件;输入单元120,其用于输入加工条件等;以及显示面板130,其至少显示利用输入单元120而输入的加工条件以及所加工的三维立体图像数据。
[0025]
显示面板130是显示屏等图像显示装置,例如是触摸面板式的显示装置。显示面板130与控制单元100连接。显示面板130包含液晶显示屏(lcd:liquid crystal display)、有机el显示屏(oeld:organic electro-luminescence display)或无机el显示屏(ield:
inorganic electro-luminescence display)等显示器件。显示面板130将文字、图像、记号以及图形等对象显示在画面内。在实施方式中,显示面板130在控制单元100的加工条件登记部110接受加工条件时显示出图3所示的加工条件登记画面300,并显示出控制单元100的立体图像数据生成部140所生成的图4、图5以及图6所示的被加工物200的立体图像数据401。
[0026]
在实施方式中,输入单元120是与显示面板130的显示器件重叠而配置的触摸屏,但在本发明中,构成输入单元120的触摸屏可以与显示器件并排而配置,也可以与显示器件分体。
[0027]
输入单元120对手指、笔或记录笔等相对于触摸屏的接触或接近进行检测。触摸屏能够检测多个手指、笔或记录笔等接触或接近触摸屏时的触摸屏上的位置。在以下的说明中,将触摸屏所检测的多个手指、笔以及记录笔等接触或接近触摸屏的位置表述为“检测位置”。触摸屏将手指相对于触摸屏的接触或接近与检测位置一起输出至控制单元100。
[0028]
控制单元100根据输入单元120的触摸屏所检测的接触或接近、检测位置、检测位置的变化、接触或接近所持续的时间、检测到接触或接近的间隔、以及检测到接触的次数中的至少一个,对操作输入单元120的操作者的手势的种类进行判别。手势是使用手指对触摸屏进行的操作。控制单元100借助触摸屏而判别的手势例如包含触摸、长触(long touch)、释放、轻扫、点击、双击、长按(long tap)、拖动、滑动、捏合缩小以及捏合放大,但在本发明中,不限于这些。
[0029]
另外,如图1所示,切削装置1具有:未图示的x轴移动单元,其将卡盘工作台10在与水平方向平行的x轴方向上进行加工进给;y轴移动单元32,其将切削单元20在与水平方向平行且与x轴方向垂直的y轴方向上进行分度进给;以及z轴移动单元33,其将切削单元20在与垂直于x轴方向和y轴方向这双方的铅垂方向平行的z轴方向上进行切入进给。
[0030]
卡盘工作台10为圆盘形状,对被加工物200进行保持的保持面11由多孔陶瓷等形成。卡盘工作台10的保持面11与未图示的真空吸引源连接,通过真空吸引源进行吸引,从而对保持面11所载置的被加工物200进行吸引、保持。在实施方式中,卡盘工作台10隔着粘接带210而对被加工物200进行吸引、保持。另外,在卡盘工作台10的外周侧设置有两个夹具12。夹具12对框架单元220的环状框架211进行把持。
[0031]
切削单元20是装卸自如地安装有对卡盘工作台10所保持的被加工物200进行切削的切削刀具21的切削组件。切削单元20分别相对于卡盘工作台10所保持的被加工物200设置成通过y轴移动单元32在y轴方向上移动自如且设置成通过z轴移动单元33在z轴方向上移动自如。
[0032]
如图1所示,一方的切削单元20借助y轴移动单元32和z轴移动单元33等而支承于从装置主体4竖立设置的门型的支承框架5的一方的柱部51。如图1所示,另一方的切削单元20借助y轴移动单元32和z轴移动单元33等而支承于支承框架5的另一方的柱部52。另外,支承框架5通过水平梁53将柱部51、52的上端彼此连结。
[0033]
切削单元20能够通过y轴移动单元32和z轴移动单元33将切削刀具21定位于卡盘工作台10的保持面11的任意位置。
[0034]
切削单元20具有:主轴壳体22,其设置成通过y轴移动单元32和z轴移动单元33在y轴方向和z轴方向上移动自如;主轴23,其绕轴心旋转自如地设置于主轴壳体22内;以及切
削刀具21,其安装于主轴23。
[0035]
拍摄单元30具有对卡盘工作台10所保持的切削前的被加工物200的要分割的区域进行拍摄的拍摄元件。拍摄元件例如是ccd(charge-coupled device,电感耦合元件)拍摄元件或cmos(complementary mos,互补金属氧化物半导体)拍摄元件。拍摄单元30对卡盘工作台10所保持的被加工物200进行拍摄而得到用于执行对准、即进行被加工物200和切削刀具21的对位等的图像,将所得的图像输出至控制单元100。
[0036]
另外,切削装置1具有:盒升降机40,其载置对切削前后的被加工物200进行收纳的盒41且使盒41在z轴方向上移动;清洗单元50,其对切削后的被加工物200进行清洗;以及未图示的搬送单元,其使被加工物200相对于盒41出入,并且在盒41、卡盘工作台10以及清洗单元50之间搬送被加工物200。
[0037]
控制单元100分别对切削装置1的上述构成要素进行控制而使切削装置1实施对于被加工物200的加工动作。另外,控制单元100是计算机,该控制单元100具有:运算处理装置,其具有cpu(central processing unit,中央处理器)那样的微处理器;存储装置,其具有rom(read only memory,只读存储器)或ram(random access memory,随机存取存储器)那样的存储器;以及输入输出接口装置。控制单元100的运算处理装置按照存储于存储装置的计算机程序实施运算处理,将用于控制切削装置1的控制信号经由输入输出接口装置而输出至切削装置1的上述构成要素。
[0038]
另外,如图1所示,控制单元100具有加工条件登记部110、立体图像数据生成部140以及面板控制部150。
[0039]
加工条件登记部110在显示面板130上显示出图3所示的加工条件登记画面300,接受切削装置1的加工条件的输入,对加工条件进行登记。当加工条件登记部110根据输入单元120的检测结果而接受来自操作者的对加工条件进行登记的操作时,将图3所示的加工条件登记画面300显示在显示面板130上。
[0040]
加工条件登记画面300设定有第1条件输入部310、第2条件输入部320以及第3条件输入部330。第1条件输入部310用于输入被加工物200的形状(在图3中表示为工件形状)以及被加工物200的各种尺寸(在图3中表示为尺寸)。在实施方式中,如图3所示,被加工物200为方形工件,因此第1条件输入部310在用于输入被加工物200的形状的工件形状的输入栏311中选择square(方形)。另外,在实施方式中,被加工物200的x方向的长度81为80mm,y方向的长度82为150mm。因此,第1条件输入部310在用于输入长度81的ch1的输入栏312中输入80mm,在用于输入长度82的ch2的输入栏313中输入150mm。另外,在实施方式中,被加工物200的z方向的厚度83为2mm,粘接带210(参照图1)的厚度84(参照图6)为1mm。因此,第1条件输入部310在用于输入厚度83的工件的厚度的输入栏314中输入2mm,在用于输入厚度84的带的厚度的输入栏315中输入1mm。
[0041]
另外,加工条件登记画面300的第2条件输入部320用于输入在被加工物200上禁止实施切削加工的切割禁止范围。切割禁止范围是指设置于y方向的两端部的不切削的范围。具体而言,如图2所示,当将-y方向侧称为前侧、将+y方向侧称为后侧时,在实施方式中,前侧(-y方向侧)的切割禁止范围85如图2中双点划线的阴影线所示那样是从-y方向侧(前侧)的端部到朝向+y方向侧(后侧)的长度86=20mm为止的范围。在实施方式中,+y方向侧(后侧)的切割禁止范围87如图2中双点划线的阴影线所示那样是从+y方向侧(后侧)的端部到
朝向-y方向侧(前侧)的长度88为10mm为止的范围。因此,第2条件输入部320在用于输入长度86的输入栏321中输入20mm,在用于输入长度88的输入栏322中输入10mm。
[0042]
接着,加工条件登记画面300中的第3条件输入部330用于输入对被加工物200实施切削加工时的切削刀具21距离保持面11的高度、卡盘工作台10的x方向的加工进给速度、y方向的转位进给量、切削次数、切削刀具21的厚度等。以下进行具体的说明。图3所示的第3条件输入部330能够按照多个阶段输入由切削刀具21距离保持面11的高度、卡盘工作台10的x方向的加工进给速度、y方向的转位进给量、切削次数而确定的切削加工,设定有确定这些多个阶段的切削加工的顺序的栏335。
[0043]
第3条件输入部330在用于输入切削刀具21距离保持面11的高度的高度331中输入如图6所示那样从各切削加工的切削刀具21的卡盘工作台10的保持面11(粘接带210的下表面215)朝向上侧(-z方向侧)的高度91(参照图6)。在实施方式中,粘接带210的厚度84为1mm,因此从粘接带210的下表面215至上表面216的距离为厚度84=1mm。由此,在实施方式中,第3条件输入部330在切削刀具21距离卡盘工作台10的保持面11的高度91为1.2mm的情况下,在高度331中输入1.2mm。
[0044]
换言之,在切削刀具21距离卡盘工作台10的保持面11的高度为1.2mm的情况下,切削刀具21位于从粘接带210的上表面216向上侧0.2mm的高度。进一步换言之,在切削刀具21距离卡盘工作台10的保持面11的高度91为1.2mm的情况下,切削刀具21位于从被加工物200的上表面201朝向下侧(+z方向侧)下降1.8mm的高度。因此,在切削刀具21距离卡盘工作台10的保持面11的高度91为1.2mm的情况下,切削刀具21的切入深度和被加工物200的切削槽235的深度为1.8mm。
[0045]
另外,图3所示的第3条件输入部330的进给速度332输入切削加工中的切削刀具21被朝向x方向进给时的速度。图3所示的第3条件输入部330的y转位333表示在对规定的1个切削槽进行加工之后为了对在y方向上相邻的下一个切削槽进行加工而使切削刀具21向y方向移动的y方向的距离。即,切削加工在沿着x方向形成一个切削槽230之后,在对下一个切削槽230进行加工时,使切削刀具21相对于被加工物200在y方向上移动,输入至y转位333的y方向的距离是切削刀具21相对于被加工物200的y方向的移动量。第3条件输入部330的次数334基于相同的y转位333的条件而输入切削刀具21在y方向上移动的次数。
[0046]
在实施方式中,以上的图3所示的第3条件输入部330的第1阶段(no.1)的切削加工的加工条件是切削刀具21距离保持面11的高度91为1.2mm、切削刀具21的进给速度为100mm/s、按照y方向的转位进给量为1mm将切削刀具21在y方向上进给5次的加工条件。第2阶段(no.2)的加工条件是切削刀具21距离保持面11的高度91为1.1mm、切削刀具21的进给速度为100mm/s、按照y方向的转位进给量为3mm将切削刀具21在y方向上进给2次的加工条件。第3阶段(no.3)的切削加工的加工条件是切削刀具21距离保持面11的高度91为0.95mm、切削刀具21的进给速度为100mm/s、按照y方向的转位进给量为5mm将切削刀具21在y方向上进给1次的加工条件。另外,在实施方式中,第3条件输入部330在用于输入切削刀具21的厚度的刀具刃厚的输入栏336中输入0.05mm。
[0047]
加工条件登记部110将输入至加工条件登记画面300的各栏311、312、313、314、315、321、322、331、332、333、334、336的数值存储为加工条件。加工条件登记部110的功能通过运算处理装置执行存储于存储装置的程序并将所输入的数值作为加工条件存储于存储
装置而实现。
[0048]
接着,对立体图像数据生成部140进行说明。在立体图像数据生成部140中,模拟加工条件登记部110所登记的加工条件登记画面300中的被加工物200的加工,如图4至图6所示,生成所加工的被加工物200的三维立体图像数据401,显示在显示面板130上。
[0049]
首先,立体图像数据生成部140根据在加工条件登记画面300中登记的输入至第1条件输入部310和第2条件输入部320的数值,如上述那样生成表示图2所示的加工前的被加工物200的立体图像数据401。当立体图像数据生成部140根据输入单元120的检测结果而检测到用于将设定于加工条件登记画面300的表示加工前的被加工物200的立体图像数据400显示在显示面板130上的加工前模拟图像显示340的操作时,将立体图像数据400显示在显示面板130上。
[0050]
另外,立体图像数据生成部140根据输入至第1条件输入部310、第2条件输入部320以及第3条件输入部330的数值而生成表示图4所示的加工后的被加工物200的立体图像数据401。立体图像数据生成部140的功能通过运算处理装置执行存储于存储装置的程序而实现。以下,对立体图像数据401的内容进行具体的说明。
[0051]
立体图像数据生成部140根据第1阶段(no.1)的切削加工的加工条件而将利用第1阶段(no.1)的切削加工的加工条件形成的切削槽230合成为立体图像数据401。如图4和图5所示,立体图像数据401中的切削槽230是从-y方向侧(前侧)朝向+y方向侧(后侧)而设置的5个切削槽231、232、233、234、235。切削槽230的深度为1.8mm,在y方向上相邻的切削槽彼此的y方向的距离为1mm,宽度与切削刀具21的厚度相同为0.05mm。
[0052]
立体图像数据生成部140根据第2阶段(no.2)的切削加工的加工条件而将利用第2阶段(no.2)的切削加工的加工条件形成的切削槽240合成为立体图像数据401。如图4和图5所示,立体图像数据401中的切削槽240是从-y方向侧(前侧)朝向+y方向侧(后侧)而设置的2个切削槽241、242。切削槽240的深度为1.9mm,宽度与切削刀具21的厚度相同为0.05mm。另外,切削槽235与切削槽241的y方向的距离为1mm,切削槽241与切削槽242的y方向的距离为3mm。
[0053]
立体图像数据生成部140根据第3阶段(no.3)的切削加工的加工条件而将利用第3阶段(no.3)的切削加工的加工条件形成的切削槽250合成为立体图像数据401。如图4所示,立体图像数据401中的切削槽250为1个切削槽250。切削槽250的深度为2.05mm,宽度与切削刀具21的厚度相同为0.05mm。即,切削槽250将被加工物200在厚度方向上切断。另外,切削槽242与切削槽250的y方向的距离为3mm。
[0054]
面板控制部150用于将显示在显示面板130的图像放大或缩小,并且变更显示在显示面板130上的图像的朝向而显示。面板控制部150根据基于输入单元120的检测结果而判别的手势将显示在显示面板130上的图像放大或缩小而显示,并且变更显示在显示面板130上的图像的朝向而显示。
[0055]
因此,在实施方式中,当面板控制部150根据与如图4所示那样显示出立体图像数据401的显示面板130重叠的输入单元120的检测结果而检测到将立体图像数据401的一部分放大而显示的手势时,如图5中例示那样,将立体图像数据401的一部分放大而显示在显示面板130上。另外,在实施方式中,当面板控制部150根据与如图4所示那样显示出立体图像数据401的显示面板130重叠的输入单元120的检测结果而检测到将立体图像数据401的
一部分放大且使朝向相反而显示的手势时,如图6中例示那样,将立体图像数据401的一部分放大且使朝向相反而显示在显示面板130上。这样,通过面板控制部150能够任意地调整显示在显示面板130上的立体图像数据400、401的显示倍率,能够任意地调整显示在显示面板130上的立体图像数据400、401的显示角度。面板控制部150的功能通过运算处理装置执行存储于存储装置的程序而实现。
[0056]
这样,在图6所示的立体图像数据401中,能够更清楚地视认到切削槽235的深度为1.8mm、切削槽235的宽度为0.05mm、被加工物200的厚度为2.0mm。
[0057]
另外,当显示面板130的显示画面显示出图4、图5以及图6所示的立体图像数据401时,设定有用于返回至加工条件登记画面300的返回600。当控制单元100根据输入单元120的检测结果而检测到立体图像数据401的显示面板130的显示画面的返回600的操作时,将加工条件登记画面300显示在显示面板130上。
[0058]
上述结构的切削装置1从图3所示的加工条件登记画面300登记各加工条件,在登记加工条件时,操作者确认图4、图5以及图6所示的立体图像数据401而进行。切削装置1登记加工条件,将收纳有具有加工前的被加工物200的框架单元220的盒41设置于盒升降机40,例如当检测到加工条件登记画面300的加工开始342的操作时,开始加工动作。
[0059]
在加工动作中,将具有被加工物200的框架单元220从盒41中取出而载置于卡盘工作台10。将被加工物200吸引保持于卡盘工作台10的保持面11上,通过夹具12保持环状框架211。卡盘工作台10所保持的被加工物200通过拍摄单元30进行拍摄,执行对准即进行被加工物200与切削刀具21的对位。其中,如后文详细叙述,通过切削刀具21对被加工物200进行切削加工。然后,在利用清洗单元50对切削加工后的被加工物200进行清洗之后,返回至盒41中。这样,当对盒41的内部的全部被加工物200进行切削加工时,结束加工动作。
[0060]
以下具体地说明利用切削刀具对被加工物200实施切削加工的工序。图7是示出利用切削刀具对被加工物进行切削的状态的剖视图。图8是示出利用切削刀具完成了对被加工物的切削的状态的剖视图。
[0061]
如图7所示,切削刀具21以旋转轴24为中心而旋转。当相对于被加工物200的上表面201平行地配置旋转轴24时,相对于被加工物200的上表面201垂直地配置切削刀具21。当在相对于上表面201平行地保持旋转轴24的状态下使切削单元20下降时,形成从被加工物200的上表面201朝向下方的切削槽。在图7中,示出对切削槽533进行加工的状态。在按照图3中说明的加工条件登记画面300中的加工条件进行切削加工的情况下,形成图8所示的切削槽。图4和图5所示的立体图像数据401的切削槽230与图8所示的切削槽530对应。切削槽530是从-y方向侧(前侧)朝向+y方向侧(后侧)而设置的5个切削槽531、532、533、534、535。5个切削槽531、532、533、534、535分别与作为立体图像数据401的5个切削槽231、232、233、234、235对应。图4和图5所示的立体图像数据401的切削槽240与图8所示的切削槽540对应。2个切削槽541、542分别与作为立体图像数据401的2个切削槽241、242对应。图4所示的立体图像数据401的切削槽250与图8所示的切削槽550对应。
[0062]
如以上所说明的那样,本实施方式的切削装置1具有:卡盘工作台10,其利用保持面11对被加工物200进行保持;切削单元20,其利用切削刀具21对卡盘工作台10所保持的被加工物200进行切削;加工条件登记部110,其登记对被加工物200进行加工的加工条件;显示面板130,其显示利用输入单元120而输入的加工条件;以及控制单元100,其对各构成要
素进行控制。在加工条件登记部110中登记被加工物200的形状和大小、切削刀具21的切入深度,控制单元100具有立体图像数据生成部140,该立体图像数据生成部140模拟加工条件登记部110所登记的加工条件下的被加工物200的加工而生成所加工的被加工物200的三维立体图像数据401,控制单元100将立体图像数据401显示在显示面板130上。
[0063]
这样,将按照所输入的加工条件进行加工的被加工物200的三维立体图像数据401显示在显示面板130上,因此通过操作者视认该立体图像数据401,操作者能够直观地判断所输入的加工条件是正确还是错误。即,在输入了错误的数值的加工条件的情况下,立体图像数据401的形状或大小与正确的形状或大小不同而显示,因此直观且容易地注意到加工条件错误。由此,根据实施方式,抑制输入和登记错误的加工条件。
[0064]
立体图像数据401的显示倍率能够任意地调整,因此将较小的显示部分放大而容易观察,从而即使是非常微细的加工,也能够更直观地判断加工条件正确还是错误。例如如上所述,在希望将图5所示的切削槽235进一步放大的情况下,当指定任意的倍率而由操作者利用手指触摸切削槽235的部位时,显示出图6所示的放大图。由此,根据实施方式,进一步抑制输入错误的加工条件。
[0065]
立体图像数据401的显示角度能够任意地调整,因此改变确定的显示部分的显示角度而容易观察,从而能够准确把握立体图像数据400的细部,能够更直观地判断加工条件正确还是错误。例如在希望变更图5所示的切削槽235的显示角度的情况下,当指定任意的显示角度而由操作者利用手指触摸切削槽235的部位时,如图6所示,显示出变更了图5的显示角度的放大图。由此,根据实施方式,进一步抑制输入错误的加工条件。
[0066]
另外,本发明并不限于上述实施方式。即,可以在不脱离本发明的主旨的范围内进行各种变形并实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1