制造过程的优化系统及其方法与流程
1.本发明涉及优化由多个结构构成的制造过程的技术。
背景技术:
2.以往,材料的制造中的工序的优化不仅对作为原材料的材料、还对例如机器等产品进行。按照构成产品的每个要素,将其作用及行为定义为功能,包括制造工序的条件在内来管理通过该功能的联系所表现出的质量,由此,进行产品的质量管理。与此相对,材料从起始物质到最终所得的生成物,其样态会发生变化。
3.因此,在制造的材料质量的管理中,对于最终产品的问题,为了迅速找出成为原因的制造工序及工序条件以便实现改善,在中间工序中生成的中间材料的样态也关系很深。由于各制造工序中的条件,制造的中途工序中所得的生成物的材料特性受到很大影响,其对最终所得的生成物的特性也造成影响。在被追究对材料制造的责任的当今,为了确保质量,还需要中间生成工序的信息,并且,在环保产品制造中,要求考虑了中间生成物对环境的影响的制造。
4.一般进行将各制造工序中的条件、最终所得的材料特性等保持在数据库中。
5.在材料的使用中发生了意想不到的不良的情况下,为了迅速查明其原因并重新进行制造工序,有时也需要追溯到上游的制造工序。此外,在由于产品规格的变更而需要材料特性的变更的情况下,也同样需要重新进行制造工序。然而,使用上述数据库来发现上游过程中的原因通常需要很多工夫和成本。
6.专利文献1是关于事前设定的参数来优化制造过程的方法,该制造过程制造了通过一个以上制造步骤而制造的铸造物或成形物。
7.现有技术文献专利文献专利文献1:日本特开2006-326683号公报。
技术实现要素:
8.发明要解决的课题专利文献1的系统是通过使用计算机的仿真关于面向最佳值而事前设定的参数来优化通过一个以上制造步骤而生成的铸造物或成形物的制造过程的方法或系统。
9.专利文献1没有提及如产品块那样的材料特性起因于哪个如制造工序块那样的工序条件的特性与因素之间的对应关系。
10.因此,本发明的目的在于,优化针对作为材料的生成物来管理中间生成工序并迅速应对制造要求的变更等的制造过程。
11.用于解决课题的方案为了实现上述目的,在本发明中,确定与影响目标物性等的特性对应的控制因素中的功能灵敏度,对其进行调整以实现工序的优化。控制因素示出制造中的控制的因素,例
如,包括示出各材料/中间生成物的属性的材料属性、工序条件。
12.更详细的本发明的结构是一种由多个工序构成的制造过程的优化系统,其具有:输入装置,其接收因素信息和制约信息,所述因素信息包括所述多个工序各自中的控制因素,所述制约信息成为所述制造过程中的制约;主存储装置,其存储有程序;中央控制装置,其根据所述程序,使用所述因素信息以及在所述制造过程中生成的生产物中能发挥的功能,计算示出对该制造过程的影响的程度的功能灵敏度,基于所述功能灵敏度,选择控制因素,使用所选择的控制因素,确定各工序中的中间生成物的物性,使用所确定的各中间生成物的物性,判断是否满足规定的条件;以及输出装置,其输出满足该条件的控制因素。
13.此外,本发明中还包括使用该系统的方法、用于执行该方法的程序产品。
14.发明效果根据本发明,能够确定更适当的制造过程。
附图说明
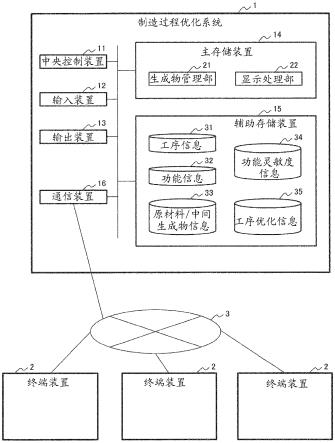
15.图1是说明制造过程优化系统的结构的图。
16.图2是处理作业顺序的流程图。
17.图3是说明工序与功能的关联的图。
18.图4是说明工序信息的图。
19.图5是说明工序信息的图。
20.图6是说明功能信息的图。
21.图7是说明功能信息的图。
22.图8是说明原材料/中间生成物信息的图。
23.图9是说明原材料/中间生成物信息的图。
24.图10是说明连锁图的图。
25.图11是说明中间生成物的分支的图。
26.图12是说明因素效果图的图。
27.图13是说明工序条件对中间生成物的功能灵敏度的影响的图。
28.图14是说明功能/工序关联信息的图。
29.图15是说明功能/材料关联信息的图。
具体实施方式
30.以下,参照附图等来详细说明用于实施本发明的方式(称为“本实施方式”)。本实施方式是从一个或多个原材料制造一个或多个最终生成物的化工厂的例子。
31.(用语等)工序是指材料的制造中的各个处理过程。工序与其他工序之间具有前后关系。作为工序的例子,存在配合、涂布、加热、冷却、搅拌、蒸馏等。
32.由多个工序构成生成最终生成物的制造过程。
33.原材料是指化工厂接收的物质。作为原材料的例子,存在树脂、原油、铁矿石、煤炭、石灰石等。
34.中间生成物是指在某个工序和其他工序之间暂时存在的物质。作为中间生成物的
例子,存在苯、石脑油、它们调和的混合物等。
35.最终生成物是指化工厂产出为产品的物质。作为生成物的例子,存在燃料、涂料、药品、化学纤维、树脂等。从化学纤维、树脂等制造其他工业产品(飞机部件、服装、容器、卫生用品、人工脏器等)。
36.功能是指与生成物的用途对应的作用。作为功能的例子,存在干燥速度、氧化速度(容易生锈)、消毒能力、洗净力、隔热能力、耐热性、隔音能力、拉伸强度、粘度、粘接力、着火速度、展性、延性等。与最终生成物的用途对应的功能直接关系到该最终生成物在市场中的评价。
37.(制造过程优化系统)图1是说明制造过程优化系统1的结构的图。制造过程优化系统1是一般的计算机,具备中央控制装置11、鼠标、键盘等输入装置12、显示器、扬声器、打印机等输出装置13、主存储装置14、以及辅助存储装置15(存储部)。
38.它们通过总线彼此连接。辅助存储装置15存储有工序信息31、功能信息32、原材料/中间生成物信息33、功能灵敏度信息34以及工序优化信息35。
39.主存储装置14中的生成物管理部21及显示处理部22是程序。
40.中央控制装置11从辅助存储装置15读出这些程序并加载到主存储装置14中,由此实现各个程序的功能(细节后述)。辅助存储装置15也可以构成为独立于制造过程优化系统1。此外,本实施方式中的“制造过程”示出用于生成生成物的作业顺序,“优化”意味着从包括材料属性、工序条件的多个控制因素中求出更适当的控制因素。
41.此外,在本实施方式中,也可以用所谓的云来实现(服务器化)制造过程优化系统1。如图1所示,制造过程优化系统1从通信装置16经由网络3与设置在各制造据点、设计据点等处的终端装置2连接。然后,也可以构成为通过各终端装置2的操作来进行制造过程优化系统1的运算。在这种情况下,各终端装置2具有输入装置、输出装置(画面)。此外,也可以省略制造过程优化系统1的输入装置12或输出装置13。
42.(处理作业顺序)图2是制造过程优化系统1的处理作业顺序的流程图。制造过程优化系统1是如下那样的系统:使用所输入的材料信息及所接收的工序信息31等因素信息,计算功能的灵敏度,按照工序的流程,依次地选择功能灵敏度,由此,预测中间生成物或最终生成物。
43.在步骤s201中,按照制造过程优化系统1的生成物管理部21,中央控制装置11接收由用户经由输入装置12输入的工序信息31、生成物发挥的功能信息32、包括与各工序相关的工序条件的工序信息、包括与制造的原材料相关的材料属性的原材料信息(以下,称为材料信息)。在此,关于工序信息和材料信息,也可以作为因素信息来接收,该因素信息包括由至少一者构成的工序的控制因素。
44.此外,以下,在中央控制装置11按照生成物管理部21或显示处理部22执行处理的情况下,分别将生成物管理部21或显示处理部22标记为主体。
45.原材料信息只要知道材料的种类及其量即可,具体而言,可以是cas注册号、分子结构、配合量、配合配方、比率。
46.在步骤s202中,生成物管理部21接收由用户经由输入装置12输入的关于制造的制约信息。作为该制约信息的具体例,存在目标的材料物性、中间生成物(或最终生成物)的收
获率、制造时间等。
47.在步骤s203中,生成物管理部21根据所输入的材料信息和工序信息、以及功能信息32来计算功能的灵敏度。灵敏度是按照对生成物的功能的每个控制因素(工序条件和材料属性等)示出对制造工序的关联(影响)的程度的信息。在此,也可以将材料信息和工序信息代替为因素信息。
48.所计算的功能的灵敏度(以下称为功能灵敏度)与示出与所接收的材料信息的关联性的信息一起存储在功能灵敏度信息34中。此时,功能灵敏度作为因素效果图由显示处理部22显示在输出装置13中。图12中示出了其一例。如图12所示,各灵敏度针对各控制因素,计算并显示变更了参数((1)(2)等)后的多个值。
49.此外,在本步骤中,也可以省略因素效果图的显示。因此,将在后面描述本图的细节。
50.接着,在步骤s204中,输入装置12或生成物管理部21关于在s203中显示的因素效果图(图12)的功能灵敏度,按照工序的顺序,依次地选择应考虑的工序条件和材料属性。在此,依次是指从制造工序的上游侧接收选择。此外,该选择也可以为选择控制因素的形式。
51.此外,选择按照图14、15所示的功能/工序关联信息36及功能/材料关联信息37来进行。也就是说,在图14和15中,在步骤s201中接收的功能信息中包括的功能中,选择标记了
“○”
的工序条件和材料属性。例如,在步骤s201中接收了功能a1的情况下,选择工序条件p-a1a、p-a1b和p-c1a以及材料属性m-a1a、m-b1a和m-c1a。
52.在此,功能/工序关联信息36和功能/材料关联信息37可以一起处理为功能/因素关联信息。
53.此外,在图14、15的功能/工序关联信息36中,也可以使用“数字”来代替“〇”。在这种情况下,可以在各区域中存储示出灵敏度的程度的数字,选择阈值以上的数字=灵敏度被记录的工序条件以及材料属性。此外,在使用数字的情况下,也可以选择相应的工序条件及材料属性中的、示出最大值的数字的工序条件及材料属性。将在后面描述图14、15的功能/工序关联信息36。
54.此外,进而,也可以使用如“〇”那样的示出有无的信息或示出数字之外的记号的信息。示出
○△×
这样的多个类别的信息符合此。然后,选择仅
○
、
○
和
△
等被选择的记号的工序条件和材料属性。
55.然后,将生成物管理部21选择的工序条件及材料属性与输入的材料信息及工序信息一起存储在工序优化信息35中。
56.此外,本选择也可以汇总多个进行,顺序也可以是任意的顺序。但是,在后述的步骤s206中,需要能够确认各工序中的选择的结束。
57.接着,在步骤s205中,生成物管理部21根据在步骤s204中选择的控制因素(工序条件及材料属性)与对应的功能灵敏度的组合,预测中间生成物。该预测针对在步骤s204中选择的控制因素,使用在步骤s203中计算出的多个参数((1)(2)等)中每个的功能灵敏度。并且,关于这些功能灵敏度,如图12所示的因素效果图那样,按每个控制因素显示使参数变化的功能灵敏度。也就是说,在本步骤中,从步骤s202中显示的因素效果图中,选择性地显示步骤s204中选择的信息。
58.然后,在所显示的因素效果图中,经由输入装置12,从所显示的功能灵敏度中按每
个控制因素选择功能灵敏度。然后,确定与所选择的功能灵敏度对应的参数,使用此执行预测。
59.在此,使用图12和图13,说明因素效果图的细节以及使用其的选择的细节。
60.图12所示的因素效果图的横轴是工序条件及材料属性。工序条件及材料属性是示出可由系统的利用者(用户)控制的值的“控制因素”。
61.本实施方式中的控制因素包括工序条件和材料属性。并且,控制因素p-a1a~m-c1b中的每个对应于图14和15所示的工序条件、材料属性中的每个。此外,以示出工序的“a”~“c”的顺序,示出上游侧至下游侧。
62.此外,控制因素的带括号的数字是识别控制因素的参数的数字。因此,图12上绘制的灵敏度示出了由于各控制因素使参数变化的每种情况下的灵敏度。
63.因素效果图51的纵轴是针对各功能的工序条件或材料属性的灵敏度。如上所述,这在步骤s203中输入。功能的灵敏度示出了针对某个工序条件或材料属性,功能表现出的大小。也可以是信噪比(sn比)的平均斜率或平方的值,还可以根据所输入的材料信息计算灵敏度。
64.信噪比是某个物理量的信号的方差除以噪声的方差后的值,信噪比越大,噪声的影响越小。
65.此外,图12的因素效果图的(1)(2)等示出了如上所述使其控制因素的参数变化的情况。例如,在材料属性(m-)中示出了使其原料属性变化的情况下的灵敏度的变化。此外,在工序条件(p-)中示出了使加工等的条件(加热温度、加工时间、压力等)变化的情况下的灵敏度的变化。
66.因素效果图51是按每个生成物而制作的。当观察图12时,可知以下内容。
67.·
关于控制因素p-a1b、p-b1a的功能灵敏度,偏差很大,对该功能造成较大影响。也就是说,通过使参数变化,能够比较对功能造成影响。
68.·
关于控制因素p-a1b、p-b1a之外的控制因素的功能灵敏度,可知,为大致相同的水平,不受较大影响。也就是说,即使使参数变化,也比较不对功能造成影响。
69.因此,当使上述偏差较大的控制因素的参数变化时,会有效地调整以后的中间生成物、最终生成物的功能。也就是说,关于向具有目标特性的最终生成物的制造的控制,能够进行高效的调整。因此,本步骤中的功能灵敏度的选择除了经由输入装置12手动进行之外,也可以如下那样实施。生成物管理部21也可以构成为选择使参数变化的情况下的功能灵敏度的变化的比例为规定值以上的功能灵敏度(斜率为规定以上的功能灵敏度)。
70.图13是选择了不同控制因素的情况下的、使用因素效果图的功能的灵敏度的具体例。选择不同控制因素意味着改变控制因素的参数而生成多个中间生成物。在此,示出了从原材料在工序c中使[1]、[2]和[3]控制因素的参数的集合(以下称为参数集合)变化的情况下的中间生成物c1a(1)、(2)和中间生成物c1(3)及其灵敏度。
[0071]
从原材料选择了参数集合[1]的情况下,形成中间生成物c1(1),此时的灵敏度由虚线连接。此外,从原材料选择了参数集合[3]的情况下的中间生成物c1(3)的灵敏度也同样连接。
[0072]
根据图13,关于工序c及其上游工序中的控制因素,可知包括的以下内容。
[0073]
·
在中间生成物c1(1)中,在控制因素p-a1a、p-a1b、p-a2a和m-a1a中,灵敏度比较
大,在其他控制因素中,灵敏度比较小。
[0074]
·
在中间生成物c1(3)中,在控制因素p-a2a、m-a1a和m-b1a中,灵敏度比较大,在其他控制因素中,灵敏度比较小。
[0075]
·
在中间生成物c1(1)和中间生成物c1(3)中,对于控制因素p-a2a,具有类似的灵敏度的倾向,但对于控制因素m-a1a,具有不同的倾向。
[0076]
例如,示出具有图11那样的制造工序的树脂材料。假设,在具有这样的工序的材料的制造中,工序c是配合工序,在工序具有的功能中,存在粘度。
[0077]
对于工序c中的控制因素的组,在[1]中选择温度高、反应时间长,在[3]中选择温度低、反应时间短,此时,得到粘度高的中间生成物c1(1)、粘度低的中间生成物c1(3)。
[0078]
在此,假设,从工序c连锁的工序d是薄膜化工序,具有工序所具有的流动性的功能。在与流动性相关的功能灵敏度的控制因素的参数中存在温度的情况下将温度设为[1]的接收中间生成物c1(1)的工序d中,与流动性相关的温度的灵敏度变大。在将作为参数的温度设为[3]的、接收中间生成物c1(3)的工序d中,与流动性相关的温度的灵敏度变低。
[0079]
此外,还对分散性、成形性等的功能灵敏度造成影响,中间生成物分支得更细。
[0080]
此外,在本步骤中,中间生成物也可以输入实际测定的结果。并且,确定示出中间生成物的物性的信息,将其与接收到的信息相关联地存储在工序优化信息35中。
[0081]
接着,在步骤s206中,生成物管理部21判断到步骤s205处理是否结束到最终制造工序。具体而言,确认针对在步骤s201中接收的工序信息31所示的各工序是否实施了前述步骤s203至步骤s205。在实施了各工序的情况下,信息被传送到步骤s208。
[0082]
在步骤s206中判断为处理没有结束到最终工序即“否”的情况下,前进到步骤s207。在步骤s207中,生成物管理部21返回到步骤s203。也就是说,使用在步骤s206中存储的材料信息,重复步骤s203至步骤s206,直到在步骤s206中判断为最终工序。将通过重复的处理而得到的信息包括关联信息存储在工序优化信息35中。
[0083]
在步骤s206中判断为处理结束到最终工序即“是”的情况下,前进到步骤s208。在步骤s208中,生成物管理部21从在步骤s203至s205中选择的功能灵敏度信息中提取关联的控制因素,通过中央控制装置11计算工序优化指标。计算出的工序优化指标被存储在工序优化信息35中。
[0084]
在步骤s209中,生成物管理部21计算与在步骤s202中接收的制约条件相关联的数值,并分析工序优化指标是否收敛。生成物管理部21将其结果与一系列关联信息一起存储在工序优化信息35中。当满足规定的条件时,生成物管理部21确定这些信息,并且前进到步骤s211。如果没有收敛,则前进到步骤s210。此外,规定的条件包括满足制约条件或工序优化指标收敛的情况。
[0085]
在步骤s210中,生成物管理部21对从最初的工序到目前为止没有选择的工序条件的组,从s203开始进行研究。此时,也能够使用已有的研究的结果,从任意的工序块开始按照工序的流程进行研究。
[0086]
在步骤s211中,显示处理部22向输出装置13输出在步骤s209中确定的工序优化指标和工序优化指标的历史、各工序中的工序条件。
[0087]
此外,也可以针对任意的功能或工序条件、材料属性,输出功能灵敏度信息34、功能/材料关联信息37。以上,本处理结束。
[0088]
此外,在本实施方式中,在步骤s206中判断是否为最终工序,经由步骤s207、s210,使s203以后的处理成为循环,但是,也可以执行以下的代替方案。考虑到进行了到步骤s205为止的处理的制造工序,进行步骤s209的判断。其结果,在满足制约或收敛的情况下,以后的制造工序的控制因素直接确定。如果在步骤s209中不满足制约或者不收敛,则将到下一制造工序之前的处理执行到s205为止,并且执行步骤s209的判断。
[0089]
如上所述,图2所示的处理既可以到最终工序为止总括地计算工序优化指标,也可以阶段性地计算到各制造工序为止的工序优化指标。此外,在后者的情况下,也可以按多个制造工序中的每个进行计算。
[0090]
此外,上述各用语的含义如下。
[0091]
工序条件是指工序中的制造的条件。作为工序条件的例子,存在反应器的温度、反应器的压力、反应时间等。
[0092]
材料信息是指投入的原材料或中间生成物的种类及量(混合比率)、产出的最终生成物或中间生成物的种类及量、与原材料或中间生成物、最终生成物相关联的材料属性。
[0093]
材料属性是中间生成物或最终生成物所具有的物理化学性质,各个原材料或中间生成物、最终生成物存在一种或多种材料属性。作为材料属性的例子,存在分子量、分子结构、官能团、比重、熔点、沸点、氢离子浓度、特定成分的含量等。
[0094]
(分层结构)上述的工序、原材料、中间生成物及功能中的每一个具有分层结构。关于工序,例如某个制造线的工序包括该制造线内的第一工序、第二工序、第三工序、
……
。关于原材料,例如原材料为混合物时,原材料a包括多个混合成分a1、a2、
……
。关于中间生成物也是同样的。关于功能,例如,氧化速度包括所划分的各温度带中的氧化速度,隔音能力包括针对所划分的各频带的隔音能力,展性包括向特定方向的展性。
[0095]
图3是说明工序信息和功能信息的关联的图。关于存储在辅助存储装置15中的工序条件31,与生成物p1相关联,用箭头连接示出工序a、
……
、工序c的长方形。长方形称为“块”,箭头称为“边缘”。如通过边缘的方向可明白的,这些块按照工序a、工序b、工序c的顺序排序。工序进而包含一个或多个功能的块。功能a
……
功能e可以是相同的功能。
[0096]
作为具体例,作为树脂的合成工序的工序a具有粘度的功能块和分散性的功能块。此外,作为加热工序的工序b可举出具有流动性的功能块的情况。
[0097]
(工序信息)图4及图5是说明工序信息31的图。首先关注图4。关于存储在辅助存储装置15中的工序条件31,与生成物p1相关联,用箭头连接示出工序a1、工序a2、
……
、工序c2的块并存储。工序a1、工序a2及工序a3属于上位的工序a。工序b1、工序b2及工序b3属于上位的工序b。工序c1及工序c2属于上位的工序c。上位的工序a、工序b及工序c属于生成物p1的工序。
[0098]
关于工序信息31,与工序a1相关联地存储示出工序条件p-a1a、工序条件p-a1b及工序条件p-a1c的长方形。这些长方形也还是称为块。在图4中虽然省略了记载,但同样地,关于工序信息31,与工序a2、工序a3、
……
、工序c2相关联地存储有各自的工序条件。结果,通过确定作为生成物的识别子的“p1”,确定了图2的所有块、块间的顺序、块间的对应关系、以及块间的分层结构。
[0099]
关注图5。图5也还是存储在辅助存储装置15中的工序信息31。图5的工序信息31本
质上与图4的工序信息31相同。图5的工序信息31具有更容易视觉确认块的分层关系的“树结构”。在树结构的根部(根、顶点)中,存在示出“生成物p1”的块,在树结构的末端的叶部(叶)中,存在示出工序条件的块。
[0100]
块间的线段也还是称为“边缘”。图5的边缘与图4的边缘不同,不具有方向。然而,关于工序信息31,也可以与边缘相关联地存储工序间的信息(例如,流送的原材料或中间生成物、或交接的工序条件)。
[0101]
针对每个生成物存在一个工序信息31,分别存储有工序整体的性能。工序信息31的形式没有特别限定,既可以是图4的形式,也可以是图5的形式,还可以是其他形式(例如,按每个工序存储了之前的工序、之后的工序、所属的上位的工序及工序条件的表形式)。
[0102]
在此,对作为控制因素的一例的工序条件的命名方法进行说明。最上位的字母p示出是控制因素中的工序条件。然后,连字符后的字母和数字示出该工序。然后,最后的字母的小写是为了识别工序条件而赋予的。例如,p-a1a示出了工序a中使用的材料(或中间生成物)a1的工序条件a。
[0103]
(功能信息)图6和图7是说明功能信息32的图。首先关注图6。关于存储在辅助存储装置15中的功能信息32,与生成物p1相关联地存储了示出功能a1、功能a2、功能b1、
……
、功能c1的长方形。长方形被称为“块”。功能a1和功能a2属于上位的功能a。功能b1、功能b2以及功能b3属于上位的功能b。功能c1属于上位的功能c。上位的功能a、功能b及功能c属于生成物p1的功能。通过确定作为生成物的识别子的“p1”,确定了图6的所有块以及块间的分层结构。
[0104]
关注图7。图7也还是存储在辅助存储装置15中的功能信息32。图7的功能信息32本质上与图6的功能信息32相同。图7的功能信息32具有更容易视觉确认块的分层关系的“树结构”。在树结构的根部中,存在示出“生成物p1”的块,在树结构的末端的叶部中,存在示出功能的块。块之间的线段称为“边缘”。关于功能信息32,也可以与边缘相关联地存储功能之间的贡献的程度、或功能所发挥的定量或定性的关系。
[0105]
针对每个生成物存在一个功能信息32。功能信息32的形式没有特别限定,既可以是图4的形式,也可以是图5的形式,还可以是其他形式(例如,按每个功能存储了所属的上位的功能的表形式)。
[0106]
(原材料/中间生成物信息)图8及图9是说明示出各原材料、中间生成物的关系、它们与材料特性的关系的原材料/中间生成物信息33的图。首先,关于图8进行说明。原材料x1、原材料x2以及中间生成物c属于生成物p1的原材料/中间生成物,存储在辅助存储装置15的原材料/中间生成物信息33中。在本实施方式中,如上所述,用a、b这样的字母的大写示出工序,但由于原材料没有生成工序,所以表现为x。中间生成物c1、中间生成物c2与生成物p1相关联,同样存储在辅助存储装置15的原材料/中间生成物信息33中。长方形被称为“块”。上位的中间生成物c1及中间生成物c2属于上位的中间生成物c。原材料x1及原材料x2也可以像中间生成物c那样包含原材料。
[0107]
原材料/中间生成物信息33将示出材料属性m-x1a、材料属性m-x1b以及材料属性m-x1c的长方形与原材料a1相关联地存储。这些长方形也还是称为块。原材料/中间生成物信息33将示出材料属性m-c1a及材料属性m-c1b的长方形与中间生成物c1相关联地存储。在
图8中虽然省略了记载,但同样地,关于原材料/中间生成物信息33,与中间生成物c2相关联地存储有其材料属性。结果,通过确定作为生成物的识别子的“p1”,确定了图6的所有块、块间的对应关系、以及块间的分层结构。在此,对原材料、中间生成物的命名方法进行说明。最上位的字母示出生成该原材料、中间生成物的工序。此外,接下来的数字是识别该工序中的原材料或中间生成物的数字。例如,中间生成物c示出工序c中生成的中间生成物,在该工序中生成多个中间生成物的情况下,赋予数字来进行识别。此外,因为在原材料中没有管理制造工序,所以赋予x。
[0108]
此外,作为控制因素的材料特性如以下那样命名。最上位的m示出控制因素中的材料特性。然后,连字符后的字母和数字示出该材料。然后,最后的字母的小写是为了识别材料特性而赋予的。例如,m-a1a示出了工序a中使用的材料(或中间生成物)a1的材料属性a。
[0109]
针对原材料x1及原材料x2,也可以像中间生成物c那样包含下位的块。具体而言,针对原材料x,存在原材料x1、原材料x2、原材料x3等。
[0110]
接着,对图9进行说明。图9也还是存储在辅助存储装置15中的原材料/中间生成物信息33。图9的原材料/中间生成物信息33本质上与图8的原材料/中间生成物信息33相同。图9的原材料/中间生成物信息33具有更容易视觉确认块的分层关系的“树结构”。在树结构的根部中,存在示出“生成物p1”的块,在树结构的末端的叶部中,存在示出材料属性的块。块之间的线段也还是称为“边缘”。关于原材料/中间生成物信息33,也可以与边缘相关联地存储原材料之间的关系(例如,含有原材料时的条件)。
[0111]
针对每个生成物存在一个原材料/中间生成物信息33。原材料/中间生成物信息33的形式没有特别限定,既可以是图8的形式,也可以是图9的形式,还可以是其他形式(例如,按每个原材料(或中间生成物)存储了所属的上位的原材料(或中间生成物)及材料属性的表形式)。
[0112]
(连锁图)图10是说明连锁图52的图。制造过程优化系统1能够使用工序信息31(图4)来制作连锁图52。具体而言,制造过程优化系统1能够通过图4中的边缘的方向来认识连锁图52中的工序间的前后关系。
[0113]
图11是关于中间生成物的分支的图。从原材料到中间生成物c1、
……
、中间生成物d1、工序e用箭头连接。箭头旁边记载的[1]、
……
、[3]表示工序c中的控制因素的参数集合。从以各个控制因素的参数为条件而生成的中间生成物c1(1)、
……
、中间生成物c1(3),通过工序d中的控制因素的参数集合[4、]、
……
、[12],得到了不同的中间生成物d1(4)、
……
、d1(12)。虽然在此省略,但从中间生成物d1通过工序e中的工序条件进一步得到的中间生成物会分支。
[0114]
(功能/工序关联信息)图14是说明控制因素为工序条件的功能/工序关联信息36的图。功能/工序关联信息36是在横轴(列)具有工序条件、在纵轴(行)具有功能的矩阵。针对每个生成物存在一个功能/工序关联信息36。在本图中,在功能/工序关联信息36的矩阵的交点的单元中,存储有工序条件与功能的关联性。作为关联性的具体例,例如存在以下的例1~4。
[0115]
〈例1〉仅示出具有关联的信息(例如,有=
○
)〈例2〉示出关联的程度的数值
〈例3〉示出关联的程度的权重(决定了每列或每行的合计值)〈例4〉示出关联的程度的数式(在用数值示出功能和工序条件的情况下,以一个为说明变量并以另一个为目标函数的函数)在完全没有关联的情况、或关联不明的情况下,也可以存储空栏或示出无关联或关联不明的信息(例如,无=
×
,不明=)。
[0116]
(功能/材料关联信息)图15是说明控制因素为材料属性的功能/材料关联信息37的图。功能/材料关联信息37是在横轴(列)具有材料属性、在纵轴(行)具有功能的矩阵。针对每个生成物存在一个功能/材料关联信息37。图15是关于生成物p1的功能/材料关联信息37。功能/材料关联信息37在矩阵的交点的单元中存储了属性与功能的关联性。作为关联性的具体例,例如存在以下的例5~8。
[0117]
〈例5〉仅示出具有关联的信息(例如,有=
○
)〈例6〉示出关联的程度的数值〈例7〉示出关联的程度的权重(决定了每列或每行的合计值)〈例8〉示出关联的程度的数式(在用数值示出功能和材料属性的情况下,以一个为说明变量并以另一个为目标函数的函数)在完全没有关联的情况、或关联不明的情况下,也可以存储空栏或示出无关联或关联不明的信息(例如,无=
×
,不明=)。
[0118]
(工序优化信息)工序优化信息35存储在其各工序间投入的原材料(或中间生成物)和因素效果图、所选择的工序条件、包括与计算出的中间生成物(或生成物)的前后关系的关联性、制造所需的时间和制造费、中间生成物或最终生成物的收获率、sn比等,根据这些的组合计算出的各工序中的工序优化指标也同样被存储。
[0119]
根据工序优化信息35的任意组合来计算工序优化指标。作为工序优化指标的具体例,存在如下述的数式1所示那样的对制造所需的时间(t)和制造费(c)、收获率的倒数(y)、sn比(r)乘以任意的加权系数(a、b、c、d)并相加的值。
[0120]
e=at+bc+cy+dr
…
(数式1)也可以将其他信息用作指标。
[0121]
在优化的流程图中,当工序优化指标的值收敛到成为由用户任意确定的阈值的数值以下时,判断为进行了优化。此外,也可以是工序优化指标的近似曲线持平、斜率为0的情况。
[0122]
关于工序优化指标,存在针对控制因素和各功能块的全部组合循环式计算的方法、或避免重复而随机计算的方法,但优选的是,使用机器学习来计算。
[0123]
(利用例)存在没有一部分的原材料或中间生成物的功能灵敏度相关的材料信息的情况。
[0124]
具体而言,在图5中,假设,与流动性相关的表面张力的信息在工序a2中缺失。
[0125]
在这种情况下,输出装置13输出以下的信息。
[0126]
·
工序:工序a2
·
功能:流动性
·
材料信息:分子式、表面张力用户能够测定缺失的数据并将其存储在原材料/中间生成物信息33中、或者临时将倾向输入到原材料/中间生成物信息33中。
[0127]
此外,也能够输出与流动性相关的功能/工序关联信息36或与流动性相关的功能/材料关联信息37等。例如,在功能/工序关联信息36中,如果工序a2对流动性的灵敏度明显小于其他工序,则用户也能够选择忽略该数据的缺失。
[0128]
对于某种生成物,功能灵敏度的信息可能缺失或准确度很低。在此情况下,用户能够输出功能/工序关联信息36或功能/材料关联信息37或两者,以制定实验计划。能够将其结果存储在功能灵敏度信息34中。
[0129]
用户在具有图10所示的工序的生成物p1的制造中,有时想知道工序b1中的工序条件的影响。在该情况下,能够使用从工序条件a1得到的中间生成物c1的材料信息,在固定了工序c1的工序条件的组的条件下,对工序b1和工序c1重复进行验证。
[0130]
(本实施方式的效果)本实施方式的制造过程优化系统1的效果如下。
[0131]
(1)制造过程优化系统1能够进行能得到期望的材料特性的制造工序的优化。
[0132]
(2)制造过程优化系统1能够实现包括中间生成物的管理在内的最终生成物的质量保证。
[0133]
(3)制造过程优化系统1能够实现通过制造工序中的阶段性的质量管理所进行的最终产品的质量保证。
[0134]
(4)制造过程优化系统1能够确定对最终生成物的功能造成影响的工序或工序条件、中间生成物。
[0135]
(5)制造过程优化系统1能够迅速应对产品问题、顾客要求所引起的材料规格变更等。
[0136]
(6)制造过程优化系统1能够实现包括中间生成物的管理在内的副生成物少、考虑了环境的制造。
[0137]
此外,本发明不限于上述的实施方式,还包括各种变形例。
[0138]
例如,上述实施方式是为了易于理解地说明本发明而详细说明的,并不一定限定为具备所说明的全部结构。此外,能够将实施方式的某个结构的一部分置换为其他实施方式的结构,此外,也能够向某个实施方式的结构添加其他实施方式的结构。此外,能够对各实施方式的结构的一部分进行其他结构的追加/删除/置换。
[0139]
此外,也可以例如通过用集成电路设计等用硬件来实现上述的各结构、功能、处理部、处理单元等的一部分或者全部。此外,上述的各结构、功能等也可以通过处理器解释并执行实现各个功能的程序,从而用软件来实现。实现各功能的程序、表、文件等信息能够置于存储器、硬盘、ssd(solid state drive)等记录装置、或者ic卡、sd卡、dvd等记录介质中。
[0140]
此外,示出了被认为是说明上需要的控制线、信息线,在产品上不一定示出所有的控制线、信息线。实际上,也可以认为几乎所有的结构都是彼此连接的。
[0141]
附图标记的说明1:制造过程优化系统11:中央控制装置
12:输入装置13:输出装置14:主存储装置15:辅助存储装置21:生成物管理部22:显示处理部31:工序信息32:功能信息33:原材料/中间生成物信息34:功能灵敏度信息35:工序优化信息。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1