1.本发明属于拉矫机控制技术领域,尤其涉及一种拉矫机参数集成控制系统、方法、介质、终端、拉矫机。
背景技术:2.目前,拉矫机是将有缺陷的带钢经过拉伸弯曲矫直,使带钢达到工艺需求,拉矫机的主要参数包括弯曲辊的压下量、矫直辊的压下量和张力,这三个参数共同影响延伸率,而延伸率是能否较平来料带钢的重要参数,现在的拉矫机参数调节主要是通过工人的经验不断调试,然后得到来料带钢相应的矫直参数,当来料改变时,就需要再进行调整,或是使用仿真的方法来改变参数,生产效率就会减慢。因此,亟需一种新的拉矫机参数集成控制方法及系统,以弥补现有技术的缺陷。
3.通过上述分析,现有技术存在的问题及缺陷为:现有的拉矫机参数调节方法,主要是通过工人的经验不断调试,当来料改变时再进行调整,会导致生产效率减慢。
技术实现要素:4.针对现有技术存在的问题,本发明提供了一种拉矫机参数集成控制系统、方法、介质、终端、拉矫机。
5.本发明是这样实现的,一种拉矫机参数集成控制系统,所述拉矫机参数集成控制系统,包括专家系统、控制系统和执行系统。
6.所述专家系统,包括人机交互界面、知识获取、知识库、推理机、解释器和综合数据库;其中,所述人机交互界面用于工作人员来料基本参数和板形参数的输入,并显示解释器解释的拉矫机参数推理过程;所述知识库用于储存相关知识,通过知识获取更新知识库;所述推理机结合输入和相关知识推理出拉矫机参数设定值;
7.所述控制系统,包括plc系统、驱动器、电机、测距仪;其中,所述主控器将综合数据库所给出的拉矫机参数传递给plc系统;所述plc系统将弯曲辊插入量信号传递给驱动器1,驱动器1带动电机1转动,测距仪1实时反馈弯曲辊的位置信息,并将信息传递给plc系统,以此实现弯曲辊插入量参数的闭环控制;所述plc系统将矫直辊插入量信号传递给驱动器2,驱动器2带动电机2转动,测距仪2实时反馈矫直辊的位置信息,并将信息传递给plc系统,以此实现矫直辊插入量参数的闭环控制;所述plc系统将张力辊转矩信号传递给驱动器3,驱动器3带动电机3转动,转矩传感器实时反馈转矩信息,并将信息传递给plc系统以此实现张力辊转矩参数的控制;
8.所述执行系统,包括传动装置;其中,传动装置1与弯曲辊连接,改变弯曲辊插入量参数;传动装置2与矫直辊连接,改变矫直辊插入量参数;张力辊转矩参数通过电机直接调节,不需要额外的传动装置。
9.进一步,所述来料基本参数,包括板厚、板宽和屈服强度;所述板形参数,包括瓢曲度和翘曲度;所述拉矫机参数,包括弯曲辊插入量、矫直辊插入量和张力辊转矩。
10.本发明的另一目的在于提供一种应用所述的拉矫机参数集成控制系统的拉矫机参数集成控制方法,所述拉矫机参数集成控制方法包括以下步骤:
11.步骤一,将来料信息输入专家系统,即带钢基本参数和板形参数,专家系统根据已知的带钢信息,得到相应的拉矫机参数的设定值a、b、c;
12.步骤二,测距仪将拉矫机参数的实时位置信息a、b反馈给plc系统,转矩传感器把张力辊转矩的实时信息c反馈给plc系统;
13.步骤三,plc系统结合参数设定值和实时位置或扭矩信息,计算出判断参数:实时信息
‑
设定值,即a
‑
a、b
‑
b、c
‑
c;
14.步骤四,当判断参数:实时信息与设定值的差值a
‑
a、b
‑
b、c
‑
c为零或为允的误差值时,即拉矫机参数弯曲辊插入量、矫直辊插入量以及张力辊扭矩的调节已达到要求,plc将信号传递给驱动器,电机即可停止旋转,参数调节结束;否则,继续调整,直到判断参数为零或为允许的误差值;
15.步骤五,当参数调整结束后,plc、测距仪以及转矩传感器仍在线实时监控位置信息的变化,当产生波动后,立即实施反馈补偿,继续调整。
16.进一步,步骤一中,所述带钢基本参数,包括板厚、板宽和屈服强度;所述板形参数,包括瓢曲度和翘曲度;所述拉矫机参数,包括弯曲辊插入量、矫直辊插入量和张力辊转矩。
17.进一步,步骤二中,所述拉矫机参数,包括弯曲辊插入量和矫直辊插入量。
18.本发明的另一目的在于提供一种计算机可读存储介质,储存有指令,当所述指令在计算机上运行时,使得计算机应用所述的拉矫机参数集成控制系统。
19.本发明的另一目的在于提供一种信息数据处理终端,所述信息数据处理终端用于实现所述的拉矫机参数集成控制系统。
20.本发明的另一目的在于提供一种拉矫机,所述拉矫机所述的拉矫机参数集成控制方法。
21.结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明提供的拉矫机参数集成控制系统,基于专家系统,当输入带钢来料的基本参数(厚度、宽度、屈服强度)和板形缺陷参数(瓢曲度和翘曲度),将其作为数据输入专家系统,专家系统就能根据知识库给出相对应的给出相应的拉矫机参数(弯曲辊压下量、矫直辊压下量和张力)的设定值,然后对拉矫机进行控制调整,专家系统和集成控制的方法实现了拉矫机参数调节的智能化和自动化,减轻了剪切过程中人员的操作量,不必在来料改变时再进行反复调试,一定程度上提高了拉矫效率。
22.本发明提供的基于专家系统的拉矫机参数集成控制系统可实现对多台拉矫机的控制,来料基本参数(板厚、板宽和屈服强度)和板形参数(瓢曲度和翘曲度)输入专家系统,专家系统会给出决策出的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)设定值;批量要求、地域要求和工期要求以及其相对应的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)设定值输入物联网云平台,其根据批量要求、地域要求和工期要求选择出可供工作的拉矫机,拉矫机按要求完成工作后,可将其参数反馈给专家系统,扩充专家系统的知识,实现专家系统的自学习。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
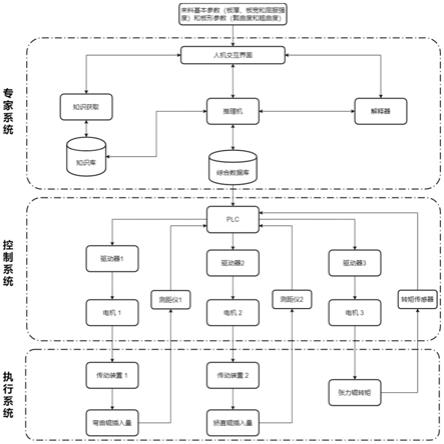
24.图1是本发明实施例提供的拉矫机参数集成控制系统组成示意图。
25.图2是本发明实施例提供的拉矫机参数集成控制系统原理图。
26.图3是本发明实施例提供的拉矫机参数集成控制方法流程图。
27.图4是本发明实施例提供的信息流通图。
28.图5是本发明实施例提供的拉矫机调节参数流程图。
29.图6是本发明实施例2提供的传动装置示意图。
30.图7是本发明实施例2提供的电路示意图。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
32.针对现有技术存在的问题,本发明提供了一种拉矫机参数集成控制系统及方法,下面结合附图对本发明作详细的描述。
33.如图1所示,本发明实施例提供的拉矫机参数集成控制系统,包括专家系统、控制系统和执行系统。
34.专家系统,包括人机交互界面、知识获取、知识库、推理机、解释器和综合数据库;其中,所述人机交互界面用于工作人员来料基本参数和板形参数的输入,并显示解释器解释的拉矫机参数推理过程;所述知识库用于储存相关知识,通过知识获取更新知识库;所述推理机结合输入和相关知识推理出拉矫机参数设定值;
35.控制系统,包括plc系统、驱动器、电机、测距仪;其中,所述主控器将综合数据库所给出的拉矫机参数传递给plc系统;所述plc系统将弯曲辊插入量信号传递给驱动器1,驱动器1带动电机1转动,测距仪1实时反馈弯曲辊的位置信息,并将信息传递给plc系统,以此实现弯曲辊插入量参数的闭环控制;所述plc系统将矫直辊插入量信号传递给驱动器2,驱动器2带动电机2转动,测距仪2实时反馈矫直辊的位置信息,并将信息传递给plc系统,以此实现矫直辊插入量参数的闭环控制;所述plc系统将张力辊转矩信号传递给驱动器3,驱动器3带动电机3转动,转矩传感器实时反馈转矩信息,并将信息传递给plc系统以此实现张力辊转矩参数的控制;
36.执行系统,包括传动装置;其中,传动装置1与弯曲辊连接,改变弯曲辊插入量参数;传动装置2与矫直辊连接,改变矫直辊插入量参数;张力辊转矩参数通过电机直接调节,不需要额外的传动装置。
37.本发明实施例提供的拉矫机参数集成控制系统原理图如图2所示。
38.如图3所示,本发明实施例提供的拉矫机参数集成控制方法包括以下步骤:
39.s101,将来料信息输入专家系统,即带钢基本参数和板形参数,专家系统根据已知
的带钢信息,得到相应的拉矫机参数的设定值a、b、c;
40.s102,测距仪将拉矫机参数的实时位置信息a、b反馈给plc系统,转矩传感器把张力辊转矩的实时信息c反馈给plc系统;
41.s103,plc系统结合参数设定值和实时位置或扭矩信息,计算出判断参数:实时信息
‑
设定值,即a
‑
a、b
‑
b、c
‑
c;
42.s104,当判断参数:实时信息与设定值的差值a
‑
a、b
‑
b、c
‑
c为零或为允的误差值时,即拉矫机参数弯曲辊插入量、矫直辊插入量以及张力辊扭矩的调节已达到要求,plc将信号传递给驱动器,电机即可停止旋转,参数调节结束;否则,继续调整,直到判断参数为零或为允许的误差值;
43.s105,当参数调整结束后,plc、测距仪以及转矩传感器仍在线实时监控位置信息的变化,当产生波动后,立即实施反馈补偿,继续调整。
44.本发明实施例提供的信息流通图如图4所示,本发明实施例提供的拉矫机调节参数流程图如图5所示。
45.下面结合实施例对本发明的技术方案作进一步描述。
46.实施例1
47.本发明实施例提供的基于专家系统的拉矫机参数集成控制系统可实现对多台拉矫机的控制,来料基本参数(板厚、板宽和屈服强度)和板形参数(瓢曲度和翘曲度)输入专家系统,专家系统会给出决策出的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)设定值;批量要求、地域要求和工期要求以及其相对应的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)设定值输入物联网云平台,其根据批量要求、地域要求和工期要求选择出可供工作的拉矫机,拉矫机按要求完成工作后,可将其参数反馈给专家系统,扩充专家系统的知识,实现专家系统的自学习。
48.本发明实施例提供的拉矫机参数集成控制系统包括有专家系统、控制系统和执行系统。
49.专家系统包括:人机交互界面、知识获取、知识库、推理机、解释器和综合数据库。其中人机交互界面可用于工作人员来料基本参数(板厚、板宽和屈服强度)和板形参数(瓢曲度和翘曲度)的输入,也可以显示解释器解释的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)推理过程;知识库用于储存相关知识,可通过知识获取更新知识库;推理机结合输入和相关知识推理出拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)设定值。
50.控制系统包括:plc系统、驱动器、电机、测距仪。主控器将综合数据库所给出的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)传递给plc系统;plc系统将弯曲辊插入量信号传递给驱动器1,驱动器1带动电机1转动,测距仪1实时反馈弯曲辊的位置信息,并将信息传递给plc系统,以此实现弯曲辊插入量参数的闭环控制;plc系统将矫直辊插入量信号传递给驱动器2,驱动器2带动电机2转动,测距仪2实时反馈矫直辊的位置信息,并将信息传递给plc系统,以此实现矫直辊插入量参数的闭环控制;plc系统将张力辊转矩信号传递给驱动器3,驱动器3带动电机3转动,转矩传感器实时反馈转矩信息,并将信息传递给plc系统以此实现张力辊转矩参数的控制。
51.执行系统包括:传动装置。传动装置1与弯曲辊连接,改变弯曲辊插入量参数;传动
装置2与矫直辊连接,改变矫直辊插入量参数;张力辊转矩参数可通过电机直接调节,不需要额外的传动装置。
52.本发明实施例提供的基于专家系统的拉矫机参数集成控制方法如下:
53.(1)把来料信息输入专家系统,即带钢基本参数(板厚、板宽和屈服强度)和板形参数(瓢曲度和翘曲度),专家系统根据已知的带钢信息,会得到相应的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)的设定值(a、b、c);
54.(2)测距仪把拉矫机参数(弯曲辊插入量、矫直辊插入量)的实时位置信息(a、b)反馈给plc系统,转矩传感器把张力辊转矩的实时信息(c)反馈给plc系统;
55.(3)plc系统结合参数设定值和实时位置或扭矩信息,计算出判断参数:实时信息
‑
设定值(a
‑
a、b
‑
b、c
‑
c);
56.(4)当判断参数:实时信息与设定值的差值(a
‑
a、b
‑
b、c
‑
c)为零或为允的误差值时,也就是拉矫机参数弯曲辊插入量、矫直辊插入量以及张力辊扭矩的调节已达到要求,plc就将信号传递给驱动器,电机就可以停止旋转,参数调节结束;
57.否则,就要继续调整,直到判断参数为零或为允许的误差值。
58.(5)当参数调整结束后,plc、测距仪以及转矩传感器仍在线实时监控位置信息的变化,当其产生波动后,立即实施反馈补偿,继续调整。
59.实施例2
60.为实现上述功能和方法,将各个传动装置具体化,将各个传动装置简化成一种传动装置,在这里使用两弯两矫式矫直机进行说明,即要调节两个弯曲辊的插入量和两个矫直辊插入量,弯曲辊插入量和矫直辊插入量的调节机构都使用蜗轮蜗杆机构来实现控制,此传动装置直使作为说明使用,在实际过程中也可以换成其他的机构。由于弯曲辊插入量调节方法一致,在此只介绍一组弯曲辊的插入量调节;矫直辊插入量的调节方式一致,在此只介绍一组矫直辊的插入量调节;张力辊转矩的调节方式一致,在此只介绍一组张力辊转矩的调节。
61.如图6所示,弯曲辊(7)和蜗杆(10)连接,蜗杆(10)和蜗轮(9)啮合,蜗轮(9)和电机1(11)连接,测距仪1(12)安装在弯曲辊(7)的辊盒上;矫直辊(14)和蜗杆(5)连接,蜗杆(5)和蜗轮(6)啮合,蜗轮(6)和电机(4)连接,测距仪2(13)安装在矫直辊的辊盒上;出口张力辊(3)和电机3(1)连接,转矩传感器(2)连接在出口张力辊(3)和电机3(1)之间。
62.上述plc模块型号为sinamics s7
‑
1200系列,测距仪型号均为sw
‑
lds50a激光测距仪系列,转矩传感器的型号为dyn
‑
200,驱动器型号均为sinamics v90系列,电机型号均为simotics s
‑
1fl6系列。
63.本发明实施例提供的电路示意图如图7所示。
64.结合机构,本发明实施例提供的基于专家系统的拉矫机参数集成控制方法如下:
65.1.把来料信息输入专家系统,即带钢基本参数(板厚、板宽和屈服强度)和板形参数(瓢曲度和翘曲度),专家系统根据已知的带钢信息,会得到相应的拉矫机参数(弯曲辊插入量、矫直辊插入量、张力辊转矩)的设定值(a、b、c);
66.2.测距仪把拉矫机参数(弯曲辊插入量、矫直辊插入量)的实时位置信息(a、b)反馈给plc系统,转矩传感器把张力辊转矩的实时信息(c)反馈给plc系统;
67.3.plc系统结合参数设定值和实时位置或扭矩信息,计算出判断参数:实时信息
‑
设定值(a
‑
a、b
‑
b、c
‑
c);
68.4.plc将信号传递给驱动器,驱动器带动电机旋转,电机分别带动蜗轮蜗杆运动,调节弯曲辊插入量和矫直辊插入量,由于张力辊的转矩可直接通过电机调整,则不需要传动装置;
69.5.当判断参数:实时信息与设定值的差值(a
‑
a、b
‑
b、c
‑
c)为零或为允的误差值时,也就是拉矫机参数弯曲辊插入量、矫直辊插入量以及张力辊扭矩的调节已达到要求,plc就将信号传递给驱动器,电机就可以停止旋转,参数调节结束;
70.否则,就要继续调整,直到判断参数为零或为允许的误差值。
71.6.当参数调整结束后,plc、测距仪以及转矩传感器仍在线实时监控位置信息的变化,当其产生波动后,立即实施反馈补偿,继续调整。
72.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
73.在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用全部或部分地以计算机程序产品的形式实现,所述计算机程序产品包括一个或多个计算机指令。在计算机上加载或执行所述计算机程序指令时,全部或部分地产生按照本发明实施例所述的流程或功能。所述计算机可以是通用计算机、专用计算机、计算机网络、或者其他可编程装置。所述计算机指令可以存储在计算机可读存储介质中,或者从一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,所述计算机指令可以从一个网站站点、计算机、服务器或数据中心通过有线(例如同轴电缆、光纤、数字用户线(dsl)或无线(例如红外、无线、微波等)方式向另一个网站站点、计算机、服务器或数据中心进行传输)。所述计算机可读取存储介质可以是计算机能够存取的任何可用介质或者是包含一个或多个可用介质集成的服务器、数据中心等数据存储设备。所述可用介质可以是磁性介质,(例如,软盘、硬盘、磁带)、光介质(例如,dvd)、或者半导体介质(例如固态硬盘solid state disk(ssd))等。
74.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。