一种三元叶轮变轴插铣半精加工刀位规划方法
1.本发明涉及数控加工刀位规划技术领域,具体地,涉及一种三元叶轮变轴插铣半 精加工刀位规划方法。
背景技术:
2.离心式三元叶轮是离心压缩机的核心部件,广泛应用于冶金、石油化工、煤化工等 很多领域。其加工效率受到国内外众学者的广泛关注,三元叶轮有60%~90%的材料在 加工中去除,企业为了提高生产效率,常采用分区域三加二轴高速铣的加工方法,但此 种加工方法剩余加工余量不均匀,且在划分加工区域时,为保证尽可能多的切削材料, 在每个叶轮流道加工区域内,通常只能保证一侧叶片加工面有较为不错的加工质量和剩 余加工余量,另一侧叶片加工面常留有较多且不均匀的加工余量,对此,需要半精加工 进一步除去大部分加工余量,且为精加工工艺安排设置合理加工表面和加工余量。
3.目前,企业生产中较为常用的三元叶轮流道半精加工方法是五轴侧铣,其具有大切 深、小进给,沿切削层切削,刀具所受扭矩较大等加工特点。然而,在目前三元叶轮生 产中,对于剩余加工余量较多且不均匀,五轴侧铣半精加工方法需设置多个切削层切削, 且会出现走空刀情况,加工效率较低。
技术实现要素:
4.针对现有技术中的缺陷,本发明的目的在于提供一种可提高加工效率的三元叶轮变 轴插铣半精加工刀位规划方法。
5.为解决上述问题,本发明的技术方案为:
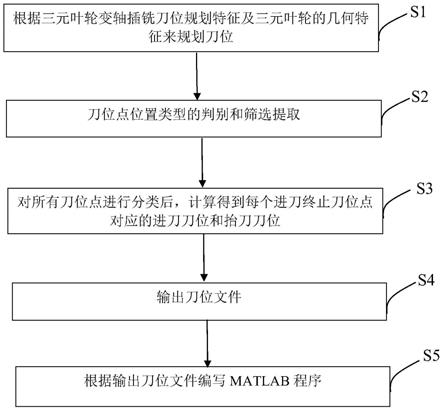
6.一种三元叶轮变轴插铣半精加工刀位规划方法,所述方法包括以下步骤:
7.根据三元叶轮变轴插铣刀位规划特征及三元叶轮的几何特征来规划刀位;
8.刀位点位置类型的判别和筛选提取;
9.对所有刀位点进行分类后,计算得到每个进刀终止刀位点对应的进刀刀位和抬刀刀 位;
10.输出刀位文件;以及
11.根据输出刀位文件编写matlab程序。
12.可选地,所述根据三元叶轮变轴插铣刀位规划特征及三元叶轮的几何特征来规划刀 位的步骤具体包括:对叶轮盖盘、轴盘曲面中的一个流道区域,以插刀直径进行等参数 分割处理,得到若干uv曲线,提取靠近叶轮叶片侧的u曲线,得到非均匀有理样条, 通过参数方程拟合得到nurbs曲线,对nurbs曲线进行离散化处理,以一定的步距 提取其中的离散点,即可得到一系列的刀位和刀轴矢量。
13.可选地,所述根据三元叶轮变轴插铣刀位规划特征及三元叶轮的几何特征来规划刀 位的步骤还包括:以计算得到的刀位和刀轴矢量作为变轴插铣进刀终止刀位和刀轴矢量。
14.可选地,所述刀位分为三类,第一类:每一切削行的最后一刀位;第二类:所有刀 位中的最后一个;第三类:除第一类、第二类外的其它刀位。
15.可选地,所述刀位点位置类型的判别的步骤具体包括:所述第二类刀位点无需判别, 直接将原程序中的最后一个刀位点取出即可;对于第一类、第三类刀位点判别过程为: 计算当前刀位与下一刀位间的距离,如果距离大于一倍的刀具直径,则当前刀位点为该 切削行的最后一刀位点,即第一类刀位点,反之,则为第三类刀位点。
16.可选地,所述刀位点筛选提取的步骤具体包括:从每行的第一个刀位点开始,保留 当前刀位点信息,计算当前刀位点和下一刀位点间的距离,如果小于插刀直径,则舍去 此刀位,反之则保留,继续计算新保留的刀位与下一刀位间的距离,直到计算筛选完此 行所有刀位,插入保留此行的第一类刀位点,并对下一行的刀位重复上面的筛选计算, 直到计算筛选完所有的刀位。
17.可选地,所述对所有刀位点进行分类后,计算得到每个进刀终止刀位点对应的进刀 刀位和抬刀刀位的步骤具体包括:对所有刀位点进行分类后,再逐一计算其抬刀刀位, 包括刀心坐标和刀轴矢量,根据已知刀轴矢量和沿矢量方向的位移计算公式,可计算出 在xy平面上的投影长度为:
[0018][0019]
在z轴上的投影长度为:
[0020]
n=z0+qcosγ
[0021]
进而求得抬刀位移为:
[0022][0023]
其中cosα、cosβ、cosγ、是刀轴的方向余弦,包含在刀位信息中。
[0024]
可选地,为了避免抬刀后变换刀轴矢量时剐蹭已加工表面,需要保证抬刀后远离工 件,可设置xy面安全距离为:
[0025][0026]
z轴安全距离为:
[0027]
l2=h
[0028]
其中,d为叶轮直径,h为叶轮高度,δ为安全余量。
[0029]
可选地,所述根据输出刀位文件编写matlab程序的步骤具体包括:将三元叶轮 变轴插铣半精加工刀位规划方法中的步骤形成matlab程序,利用该matlab程序, 可实现输入叶轮尺寸,刀具尺寸及变轴插铣步距等工艺参数,即可自动计算输出刀位规 划后的三元叶轮z字型走刀变轴插铣数控程序。
[0030]
与现有技术相比,本发明是对三元叶轮半精加工切削刀位的规划,规划后的刀位可 组成变轴插铣数控程序,因为变轴插铣的刀具在轴向方向进给,主要受轴向力,而刀具 在轴向的刚性又较高,相比现有的五轴侧铣半精加工,能更有效切削大量加工余量,使 加工效率得到提升。另外,本发明利用matlab算法对三元叶轮半精加工进行刀位规 划,操作人员只需导入原叶轮尺寸信息,刀具尺寸、插铣步距等工艺参数,即可自动进 行刀位规划并输出变轴插铣的数控程序,即实现了“一键式”规划,在未增加企业生产 成本和数控编程
第一类、第三类刀位点如何判别,采用如下方法:计算当前刀位与下一刀位间的距离, 如果距离大于一倍的刀具直径,则当前刀位点为该切削行的最后一刀位点,即第一类刀 位点,反之,则为第三类刀位点。
[0045]
变轴插铣刀位点筛选提取方法如下:
[0046]
从每行的第一个刀位点开始,保留当前刀位点信息,计算当前刀位点和下一刀位点 间的距离,如果小于插刀直径,则舍去此刀位,反之则保留,继续计算新保留的刀位与 下一刀位间的距离,直到计算筛选完此行所有刀位,插入保留此行的第一类刀位点,并 对下一行的刀位重复上面的筛选计算,直到计算筛选完所有的刀位。
[0047]
s3:对所有刀位点进行分类后,计算得到每个进刀终止刀位点对应的进刀刀位和抬 刀刀位;
[0048]
对所有刀位点进行分类后,再逐一计算其抬刀刀位,包括刀心坐标和刀轴矢量。具 体地,由三元叶轮变轴插铣加工特征可知,在每次进刀、退刀过程中,刀轴矢量不变, 不同次插铣进刀、退刀过程中,刀轴矢量变化,如图5所示,在一个变轴插铣进刀刀位、 进刀终止刀位、退刀刀位过程中,a0点表示进刀终止刀位,a2点表示进刀刀位和抬刀 刀位,刀位a1表示刀位a0在xy平面内的投影,同理可设a3为a2的刀位投影(图5中 未画出),刀轴矢量为进而可进行以下相关计算:
[0049]
设|a0a2|=q,根据已知刀轴矢量和沿矢量方向的位移计算公式,可计算出在xy平 面上的投影长度为:
[0050][0051]
在z轴上的投影长度为:
[0052]
n=z0+qcosγ
[0053]
进而求得抬刀位移为:
[0054][0055]
其中cosα、cosβ、cosγ、是刀轴的方向余弦,包含在刀位信息中。
[0056]
为了避免抬刀后变换刀轴矢量时剐蹭已加工表面,需要保证抬刀后远离工件,所以 可设置合适安全平面来避免这一问题。分析三元叶轮变轴插铣加工特征和尺寸信息可知, 叶轮轴盘直径通常大于叶轮工件高度,且插铣加工时,刀轴与z轴方向(竖直方向)夹 角小于与xy平面(水平面)夹角,所以在切削一段时间后,z轴投影距离大于xy面 投影距离,所以可设置xy面安全距离为:
[0057][0058]
z轴安全距离为:
[0059]
l2=h
[0060]
其中,d为叶轮直径,h为叶轮高度,δ为安全余量,常取≥25。
[0061]
最后带入参数,求解方程可得合适安全平面高度,进而可得到抬刀刀位和进刀刀位 信息。重复此计算过程,即可得到每个进刀终止刀位点对应的进刀刀位和抬刀刀位。
[0062]
s4:输出刀位文件;
[0063]
将上述步骤中计算得到的刀位,按照步骤s1中的规律:(1)(2)(3)、(1) (2)(3)
……
,进行排列,形成刀位文件。
[0064]
s5:根据输出刀位文件编写matlab程序。
[0065]
具体地,将上述步骤形成matlab程序,利用该matlab程序,可实现输入叶轮 尺寸,刀具尺寸及变轴插铣步距等工艺参数,即可自动计算输出刀位规划后的三元叶轮 z字型走刀变轴插铣数控程序。
[0066]
与现有技术相比,本发明是对三元叶轮半精加工切削刀位的规划,规划后的刀位可 组成变轴插铣数控程序,因为变轴插铣的刀具在轴向方向进给,主要受轴向力,而刀具 在轴向的刚性又较高,相比现有的五轴侧铣半精加工,能更有效切削大量加工余量,使 加工效率得到提升。另外,本发明利用matlab算法对三元叶轮半精加工进行刀位规 划,操作人员只需导入原叶轮尺寸信息,刀具尺寸、插铣步距等工艺参数,即可自动进 行刀位规划并输出变轴插铣的数控程序,即实现了“一键式”规划,在未增加企业生产 成本和数控编程员工作量的基础上,有效的改进了加工工艺,使加工效率得到显著提升。
[0067]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述 特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这 并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特 征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1