产品良率确定方法、装置、设备及存储介质与流程
1.本技术涉及工业制造技术领域,特别涉及一种产品良率确定方法、装置、设备及存储介质。
背景技术:
2.在化工、电子以及汽车等工业制造过程中,合格产品数量占全部产品数量的百分率被称为良率。通常,良率直接关系到生产成本,能否在最短的时间内实现快速提高良率,很大程度上决定了能否提高生产效率,按时收回生产成本。以半导体产品为例,晶圆是生产芯片的重要元件,其良率是体现晶圆生产效率的关键指标,因此,提前获知晶圆生产的良率情况,对提升晶圆生产效率具有重要意义。
3.目前,通常是利用产品制造所经过的制造机台的机台数据和量测机台的量测数据中的任一类数据,来训练机器学习模型,得到良率预测模型,从而对产品进行良率预测,以提前获知产品生产的良率情况。然而,这种方法往往是在产品生产的固定步骤中,由良率预测模型对产品在该固定步骤中产生的一类数据进行处理,得到的产品良率准确性较低,导致产品的生产效率较低。因此,亟需一种能够有效提高产品生产效率的产品良率确定方法。
技术实现要素:
4.本技术实施例提供了一种产品良率确定方法、装置、设备及存储介质,能够有效提高产品生产效率。该技术方案如下:
5.第一方面,提供了一种产品良率确定方法,该方法包括:
6.获取第一产品对应于当前制造工序的第一工序特征,该第一工序特征指示该第一产品在该当前制造工序中的制造情况;
7.获取该第一产品的历史工序特征,该第一产品的历史工序特征指示该第一产品在该当前制造工序之前的制造工序中的制造情况;
8.基于良率预测模型,对该第一工序特征和该第一产品的历史工序特征进行处理,得到该第一产品对应于该当前制造工序的第一预测良率,该良率预测模型基于人工智能模型训练得到,该第一产品的历史工序特征指示该第一产品在该当前制造工序之前的制造工序中的制造情况;
9.根据该第一预测良率和良率异常条件,确定该第一产品存在良率异常,其中,该第一预测良率符合该良率异常条件。
10.在该产品良率确定方法中,通过良率预测模型,结合第一产品对应于当前制造工序的第一工序特征和之前制造工序的历史工序特征,得到第一产品对应于当前制造工序的第一预测良率,从而确定第一产品是否存在良率异常,以便工作人员尽早排查存在良率异常的产品。上述方法利用了产品对应于不同制造工序的多种数据的组合关系来得到产品的预测良率,充分考虑了不同制造工序对产品良率的综合影响,因此得到的预测良率准确性较高,从而能够准确判定产品是否存在良率异常,提高产品生产效率。
11.进一步地,将上述方法应用于产品的每一步制造工序时,能够实现在第一产品的制造过程中,在每一步制造工序产生数据时,实时进行产品良率的预测,从而实时确定产品是否存在良率异常,有效降低生产损失,进一步提高产品生产效率。
12.在一些实施例中,该第一产品存在良率异常,该方法还包括:
13.基于该第一工序特征、该第一预测良率、多个第二产品对应于该当前制造工序的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,确定该第一产品的良率异常原因;
14.其中,该第二产品为该当前制造工序中不存在良率异常的产品,该第二工序特征指示该第二产品在该当前制造工序中的制造情况,该第二预测良率基于该良率预测模型,对该第二工序特征和该第二产品的历史工序特征进行处理得到。
15.通过在确定第一产品存在良率异常后,结合当前制造工序中不存在良率异常的产品来确定第一产品的良率异常原因,能够得到产品的良率异常原因,从而便于工作人员有针对性地调整制造工序,尽早进行良率止损,降低生产损失,提高产品生产效率。
16.在一些实施例中,该基于该第一工序特征、该第一预测良率、多个第二产品对应于该当前制造工序的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,确定该第一产品的良率异常原因,包括:
17.基于该第一工序特征、该第一预测良率、该多个第二产品对应于该当前制造工序的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,对该第一预测良率进行解释,从该第一工序特征中确定符合目标条件的目标工序特征,该目标条件指示对应工序特征对该第一预测良率的影响程度最大;
18.基于该目标工序特征的特征提取来源,确定该第一产品的良率异常原因。
19.通过上述方式能够定位到准确性较高的产品的良率异常原因,从而便于工作人员有针对性地调整制造工序,尽早进行良率止损,降低生产损失,提高产品生产效率。
20.在一些实施例中,该第一产品属于第一生产批次,该方法还包括:
21.获取多个第三产品对应于该当前制造工序的第三预测良率,该多个第三产品属于第二生产批次,该第二生产批次为该第一生产批次之前的批次;
22.该根据该第一预测良率和良率异常条件,确定该第一产品存在良率异常,包括:
23.基于该第一预测良率、该多个第三产品对应于该当前制造工序的第三预测良率以及该良率异常条件,确定该第一产品存在良率异常。
24.通过结合前一生产批次中的产品对应于当前制造工序的预测良率,来判断第一预测良率是否符合良率异常条件,利用了当前制造工序对应的历史数据,能够更加准确地判断第一产品是否存在良率异常。
25.在一些实施例中,该方法还包括:
26.发送良率预警信息,该良率预警信息表示该第一产品存在良率异常。
27.通过这种发送良率预警信息的方式,能够及时对产品的良率异常进行预警,便于工作人员及时确定存在良率异常的产品,做出相应应对措施,尽早进行良率止损,降低生产损失,提高产品生产效率。
28.在一些实施例中,该方法还包括:
29.发送良率异常原因信息,该良率异常原因信息表示该第一产品的良率异常原因。
30.通过这种发送良率异常原因信息的方式,能够及时对产品的良率异常原因进行预警,便于工作人员及时定位产品出现异常的原因,并做出相应应对措施,如调整机台设备的机台参数、维修出现故障的机台设备等等,从而尽早进行良率止损,降低生产损失,提高产品生产效率。
31.在一些实施例中,该第一产品为晶圆,该第一工序特征包括:
32.与该当前制造工序的工序类型对应的该第一产品的晶圆数据特征;和
33.与该当前制造工序对应的晶圆路径数据特征。
34.当第一产品为晶圆时,由于晶圆的路径数据特征是晶圆在每步制造工序都会产生的,因此,上述方式考虑到了这一特点,通过将晶圆数据特征和晶圆路径数据特征进行组合以得到第一工序特征的方式,利用了晶圆对应于当前制造工序的多模态信息,同时在建模不同制造工序间多种数据的组合关系的基础上,在每步制造工序产生数据时实时进行晶圆良率的预测,大大提高了晶圆良率预测的准确性。
35.在一些实施例中,该晶圆数据特征为下述任一项:机台轨迹参数数据特征、量测数据特征以及缺陷数据特征;该晶圆路径数据特征指示该第一产品在该当前制造工序所经过的机台、机台腔室以及时间记录。
36.由于一片晶圆的制造周期往往长达数月,因此在生产过程中尽早发现良率异常问题对晶圆生产效率的提升十分关键。通过上述方式,利用了晶圆在制造过程中实时产生的数据,通过良率预测模型,在每一步制造工序产生数据时实时进行晶圆良率的预测。在发现晶圆存在良率异常的情况下发送预警,以便工作人员尽早排查存在良率异常的晶圆,降低生产损失,提高产品生产效率。
37.第二方面,提供了一种产品良率确定装置,该装置包括:
38.第一获取模块,用于获取第一产品对应于当前制造工序的第一工序特征,该第一工序特征指示该第一产品在该当前制造工序中的制造情况;
39.第二获取模块,用于获取该第一产品的历史工序特征,该第一产品的历史工序特征指示该第一产品在该当前制造工序之前的制造工序中的制造情况;
40.处理模块,用于基于良率预测模型,对该第一工序特征和该第一产品的历史工序特征进行处理,得到该第一产品对应于该当前制造工序的第一预测良率,该良率预测模型基于人工智能模型训练得到;
41.第一确定模块,用于根据该第一预测良率和良率异常条件,确定该第一产品存在良率异常,其中,该第一预测良率符合该良率异常条件。
42.在一些实施例中,该第一产品存在良率异常,该装置还包括:
43.第二确定模块,用于基于该第一工序特征、该第一预测良率、多个第二产品对应于该当前制造工序的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,确定该第一产品的良率异常原因;
44.其中,该第二产品为该当前制造工序中不存在良率异常的产品,该第二工序特征指示该第二产品在该当前制造工序中的制造情况,该第二预测良率基于该良率预测模型,对该第二工序特征和该第二产品的历史工序特征进行处理得到。
45.在一些实施例中,该第二确定模块用于:
46.基于该第一工序特征、该第一预测良率、该多个第二产品对应于该当前制造工序
的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,对该第一预测良率进行解释,从该第一工序特征中确定符合目标条件的目标工序特征,该目标条件指示对应工序特征对该第一预测良率的影响程度最大;
47.基于该目标工序特征的特征提取来源,确定该第一产品的良率异常原因。
48.在一些实施例中,该第一产品属于第一生产批次,该装置还包括:
49.第三获取模块,用于获取多个第三产品对应于该当前制造工序的第三预测良率,该多个第三产品属于第二生产批次,该第二生产批次为该第一生产批次之前的批次;
50.该第一确定模块用于:
51.基于该第一预测良率、该多个第三产品对应于该当前制造工序的第三预测良率以及该良率异常条件,确定该第一产品存在良率异常。
52.在一些实施例中,该装置还包括:
53.第一发送模块,用于发送良率预警信息,该良率预警信息表示该第一产品存在良率异常。
54.在一些实施例中,该装置还包括:
55.第二发送模块,用于发送良率异常原因信息,该良率异常原因信息表示该第一产品的良率异常原因。
56.在一些实施例中,该第一产品为晶圆,该第一工序特征包括:
57.与该当前制造工序的工序类型对应的该第一产品的晶圆数据特征;和
58.与该当前制造工序对应的晶圆路径数据特征。
59.在一些实施例中,该晶圆数据特征为下述任一项:机台轨迹参数数据特征、量测数据特征以及缺陷数据特征;该晶圆路径数据特征指示该第一产品在该当前制造工序所经过的机台、机台腔室以及时间记录。
60.第三方面,本技术还提供一种计算设备,该计算设备包括存储器和处理器,该存储器用于存储一组计算机指令;该处理器执行该存储器存储的一组计算机指令,以使得该计算设备执行第一方面或第一方面的任意一种可能的实现方式提供的产品良率确定方法。
61.第四方面,本技术提供一种计算机可读存储介质,该计算机可读存储介质存储有计算机程序代码,当该计算机程序代码被计算设备执行时,该计算设备执行前述第一方面或第一方面的任意一种可能的实现方式中提供的产品良率确定方法。该存储介质包括但不限于易失性存储器,例如随机访问存储器,非易失性存储器,例如快闪存储器、硬盘(hard disk drive,hdd)、固态硬盘(solid state drive,ssd)。
62.第五方面,本技术提供一种计算机程序产品,该计算机程序产品包括计算机程序代码,在该计算机程序代码被计算设备执行时,该计算设备执行前述第一方面或第一方面的任意可能的实现方式中提供的产品良率确定方法。该计算机程序产品可以为一个软件安装包,在需要使用前述第一方面或第一方面的任意可能的实现方式中提供的产品良率确定方法的情况下,可以下载该计算机程序产品并在计算设备上执行该计算机程序产品。
附图说明
63.图1是本技术实施例提供的一种半导体产品制造过程的示意图;
64.图2是本技术实施例提供的一种产品良率确定方法的实施环境示意图;
65.图3是本技术实施例提供的一种计算设备的架构示意图;
66.图4是本技术实施例提供的一种计算设备的硬件结构示意图;
67.图5是本技术实施例提供的一种产品良率确定方法的步骤流程图;
68.图6是本技术实施例提供的一种预测产品良率的示意图;
69.图7是本技术实施例提供的一种晶圆良率确定方法的示意图;
70.图8是本技术实施例提供的一种产品良率确定装置的结构示意图。
具体实施方式
71.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细描述。
72.为了方便理解,下面先对本技术涉及的关键术语和关键概念进行说明。
73.晶圆(wafer),是指制造半导体产品的基础性原材料,其原始材料是硅。硅晶棒在经过研磨、抛光以及切片后,形成硅晶圆片,也就是晶圆。晶圆经过一系列半导体制造工艺形成极微小的电路结构,再经切割、封装以及测试等工序成为芯片(即半导体产品的统称),广泛应用到各类电子设备当中。
74.良率(yield),是指合格产品数量占全部产品数量的百分率,是产品质量指标之一,也称为“合格率”。
75.根本原因分析(root cause analysis,rca),简称根因分析,是一种结构化的问题处理方法,用来逐步找出问题的根本原因并加以解决,而不是仅仅关注问题的表征。
76.故障检测与分类(fault detection and classification,fdc),是一种通过监视和分析工业制造过程中数据的变化来检测异常,一旦发现故障就确定故障原因的技术(也可以称为是一种fdc系统)。在一些实施例中,以半导体产品为例,通过fdc技术/系统收集晶圆在制造过程中经过各个机台(即用于加工/测试产品的机器)时产生的数据,将这些数据统称为fdc数据,fdc数据作为晶圆制造过程中实时反馈机台状态的数据,对晶圆的产品安全性和可靠性的监控起着重要作用。
77.在制品(working in progress,wip),也称为流水线或车间生产管理。在一些实施例中,以半导体产品为例,将晶圆在制造过程中经过的机台、机台腔室以及时间等数据收集为晶圆的wip数据,也称为晶圆路径数据。
78.机器学习(machine learning,ml),是一门多领域交叉学科,涉及概率论、统计学、逼近论、图分析、算法复杂度理论等多门学科,研究计算机怎样模拟或实现人类的学习行为,以获取新的知识或技能,重新组织已有的知识结构使之不断改善自身的性能。
79.深度学习(deep learning,dl),是ml领域中一个分支,深度学习是学习样本数据的内在规律和表示层次,这些学习过程中获得的信息对诸如文字,图像和声音等数据的解释有很大的帮助。它的最终目标是让机器能够像人一样具有分析学习能力,能够识别文字、图像和声音等数据。深度学习是一种复杂的机器学习算法。
80.人工智能(artificial intelligence,ai)模型,是一类用机器学习思想解决实际问题的数学算法模型,ai模型中包括大量的参数和计算公式(或计算规则),ai模型中的参数是可以通过训练数据集对初始ai模型进行训练获得的数值,例如,ai模型的参数是ai模型中的计算公式或计算因子的权重。ai模型还包含一些超(hyper)参数,超参数是无法通过
训练数据集对ai模型进行训练获得的参数,超参数可用于指导ai模型的构建或者ai模型的训练,超参数有多种。例如,ai模型训练的迭代(iteration)次数、学习率(leaning rate)、批尺寸(batch size)、ai模型的层数、每层神经元的个数。换而言之,ai模型的超参数与参数的区别在于:ai模型的超参数的值无法通过对训练数据集中的训练数据进行分析获得,而ai模型的参数的值可根据在训练过程中对训练数据集中的训练数据进行分析进行修改和确定。
81.神经网络模型,是一类模仿生物神经网络(动物的中枢神经系统)的结构和功能的数学算法ai模型。一个神经网络模型可以包括多种不同功能的神经网络层,每层包括参数和计算公式。根据计算公式的不同或功能的不同,神经网络模型中不同的层有不同的名称。例如,进行卷积计算的层称为卷积层,卷积层常用于对输入数据进行特征提取。一个神经网络模型也可以由多个已有的神经网络模型组合构成。不同结构的神经网络模型可用于不同的场景或在用于同一场景时提供不同的效果。神经网络模型结构不同具体包括以下一项或多项:神经网络模型中网络层的层数不同、各个网络层的顺序不同、每个网络层中的权重、参数或计算公式不同。
82.下面对本技术提供的产品良率确定方法的应用场景进行简要介绍。
83.本技术实施例提供的产品良率确定方法能够应用在半导体产品制造和汽车产品制造等需要经过多步制造工序来生产产品的场景中。示意性地,本技术实施例提供的产品良率确定方法能够应用的场景包括但不限于:
84.场景一、半导体产品制造。
85.图1是本技术实施例提供的一种半导体产品制造过程的示意图。如图1所示,半导体产品的制造过程通常包括上千步制造工序,每一步制造工序对应一种机台,通常可以将机台分为两类,一类是用来制造半导体产品的制造机台,例如光刻、蚀刻以及化学气相沉积等机台;另一类是用来量测半导体产品的量测机台,例如缺陷量测、关键尺寸量测以及套刻误差量测等机台。在一些实施例中,晶圆在经过一步或多步与制造机台对应的制造工序后,会经过一步或多步与量测机台对应的制造工序,在这一过程中,晶圆经过各个机台时产生的数据会通过fdc技术/系统被收集起来,在完成全部制造工序后,根据收集到的数据确定晶圆的良率,以便排查存在异常的晶圆,提高半导体产品的生产效率。
86.场景二、汽车产品制造。
87.汽车产品的制造过程通常包括多步制造工序,包括焊接、冲压、涂装以及动力总成等等,通过多个机台协同作业来完成汽车各个部件的组装,得到成品汽车。在这一过程中,汽车部件经过每个机台时产生的数据会通过数据采集系统被收集起来,在完成全部制造工序后,根据收集到的数据确定汽车的良率,以便排查存在异常的汽车,提高汽车产品的生产效率。
88.需要说明的是,上述场景仅为示例性的描述,本技术实施例提供的产品良率确定方法还能够应用于其他需要经过多步制造工序来生产产品的场景中,例如,电脑、手机以及相机等电子产品的制造过程中等等,本技术实施例对此不作限定。
89.下面对本技术实施例提供的产品良率确定方法的实施环境进行介绍。
90.图2是本技术实施例提供的一种产品良率确定方法的实施环境的示意图。如图2所示,该实施环境包括但不限于:机台设备110和计算设备120。该机台设备110和计算设备120
通过有线网络或无线网络直接或间接地连接,在此不做限制。
91.机台设备110用于按照当前制造工序对产品进行处理,得到产品对应于当前制造工序的工序数据,并将该工序数据发送给计算设备120。其中,该工序数据包括机台设备在按照当前制造工序对产品进行处理的过程中所应用的数据和该机台设备产生的数据。其中,机台设备所应用的数据指示机台设备的自身属性,例如机台设备的基本信息(如机台标识和机台腔室标识)和各类预设参数等。机台设备产生的数据指示机台设备对产品进行处理时的实际参数和/或产品的产品数据。例如,以产品为晶圆、当前制造工序为光刻制造工序为例,机台设备产生的数据指示机台设备对晶圆进行处理时的实际参数,包括机台设备的实测温度、实测压力以及实测电流等。又例如,以产品为晶圆、当前制造工序为尺寸量测制造工序为例,机台设备产生的数据指示产品的产品数据,包括机台设备对晶圆进行关键尺寸量测后得到的晶圆尺寸数据。需要说明的是,本技术实施例对于上述工序数据的具体内容不作限定。
92.另外,机台设备110的数量为多个,每个机台设备对应一步制造工序,每步制造工序可以不同,也可以相同,本技术实施例对此不作限定。在一些实施例中,以产品为晶圆为例,机台设备110包括但不限于以下三类:制造机台、第一量测机台和第二量测机台。其中,制造机台用于对晶圆进行光刻、蚀刻以及化学气相沉积等,得到晶圆对应于当前制造工序的机台轨迹参数数据;第一量测机台用于对晶圆进行关键尺寸量测和套刻误差量测等,得到晶圆对应于当前制造工序的量测数据;第二量测机台用于对晶圆进行缺陷量测,得到晶圆对应于当前制造工序的缺陷数据。需要说明的是,量测数据与缺陷数据都是基于量测机台得到的,其中,量测数据是指用于表征晶圆尺寸的参数类数据;缺陷数据是指用于表征晶圆缺陷的图像类数据。当然,在一些实施例中,机台设备110包括制造机台和量测机台两类,或者机台设备110有更多细化的分类,本技术实施例对此不作限定。
93.计算设备120用于接收机台设备110发送的产品对应于每步制造工序的工序数据,对于任意一个机台设备110发送的工序数据,计算设备120在接收到该工序数据时,提取该工序数据的特征,得到产品对应于当前制造工序的工序特征,通过良率预测模型,对该工序特征和该产品的历史工序特征进行处理,得到该产品对应于当前制造工序的预测良率。在一些实施例中,计算设备120上部署有产品良率确定系统,用于实现上述确定产品良率的过程,本技术实施例对此不作限定。另外,该计算设备120可以为独立的物理服务器,也可以是多个物理服务器构成的服务器集群或者分布式文件系统,还可以是提供云服务、云数据库、云计算、云函数、云存储、网络服务、云通信、中间件服务、域名服务、安全服务、内容分发网络(content delivery network,cdn)、以及大数据和人工智能平台等基础云计算服务的云服务器。计算设备120的数量可以更多或更少,本技术实施例对此不加以限定。
94.在一些实施例中,上述的无线网络或有线网络使用标准通信技术和/或协议。网络通常为因特网、但也能够是任何网络,包括但不限于局域网(local area network,lan)、城域网(metropolitan area network,man)、广域网(wide area network,wan)、移动、有线或者无线网络、专用网络或者虚拟专用网络的任何组合。在一些实现方式中,使用包括超级文本标记语言(hyper text markup language,html)、可扩展标记语言(extensible markup language,xml)等的技术和/或格式来代表通过网络交换的数据。此外还能够使用诸如安全套接字层(secure socket layer,ssl)、传输层安全(transport layer security,tls)、虚
拟专用网络(virtual private network,vpn)、网际协议安全(internet protocol security,ipsec)等常规加密技术来加密所有或者一些链路。在另一些实施例中,还能够使用定制和/或专用数据通信技术取代或者补充上述数据通信技术。
95.下面对上述实施环境中计算设备120的功能进行介绍。
96.图3是本技术实施例提供的一种计算设备的架构示意图。应理解,图3仅是示例性地展示了计算设备120的一种结构化示意图,本技术并不限定对计算设备120各项功能的划分,当然,图3所示的各项功能也可以理解为计算设备120上部署的产品良率确定系统所具备的功能,本技术实施例对此不作限定。示意性地,如图3所示,计算设备120所具备的功能包括但不限于:特征获取功能121、良率预测功能122以及良率异常确定功能123。在一些实施例中,计算设备120还包括模型训练功能124、数据预处理功能125以及存储功能126等。
97.下面对计算设备120的各项功能进行介绍。
98.特征获取功能121用于获取第一产品对应于当前制造工序的第一工序特征,该第一工序特征指示该第一产品在该当前制造工序中的制造情况;获取该第一产品的历史工序特征,该第一产品的历史工序特征指示该第一产品在该当前制造工序之前的制造工序中的制造情况。其中,该制造情况指示按照对应制造工序对第一产品进行处理所应用的数据和在对应制造工序中产生的数据。在一些实施例中,该对第一产品进行处理所应用的数据指示对应制造工序的工序类型和对应制造工序所涉及的机台设备的自身属性等。在对应制造工序中产生的数据指示按照对应制造工序对第一产品进行处理时产生的实际参数和/或产品的产品数据。例如,以产品为晶圆、当前制造工序为光刻制造工序为例,在该光刻制造工序中产生的数据指示按照光刻制造工序对晶圆进行处理时产生的实际参数,包括但不限于:该光刻制造工序的时间记录(如开始时间为xx、结束时间为xx)、该光刻制造工序所产生的机台轨迹参数(如实测温度为xx、实测压力为xx
……
)等。又例如,以产品为晶圆、当前制造工序为尺寸量测制造工序为例,在该尺寸量测制造工序中产生的数据指示产品的产品数据,包括但不限于:该尺寸量测制造工序的时间记录(如开始时间为xx、结束时间为xx)以及对晶圆进行关键尺寸量测后得到的晶圆尺寸数据等。需要说明的是,本技术实施例对于上述制造情况所指示的具体内容不作限定。
99.良率预测功能122用于基于良率预测模型,对该第一工序特征和该第一产品的历史工序特征进行处理,得到该第一产品对应于该当前制造工序的第一预测良率,该良率预测模型基于人工智能模型训练得到。
100.良率异常确定功能123用于根据该第一预测良率和良率异常条件,确定该第一产品存在良率异常,其中,该第一预测良率符合该良率异常条件。
101.模型训练功能124用于基于训练数据集对ai模型进行训练,得到良率预测模型,该训练数据集包括样本产品对应于每个制造工序的工序特征、样本产品对应于每个制造工序的历史工序特征以及样本产品对应于每个制造工序的历史预测良率等等,本技术实施例对此不作限定。
102.数据预处理功能125用于对机台设备110发送的产品的工序数据进行预处理。例如,去除工序数据中明显不符合实际的数据等。在一些实施例中,数据预处理功能125作为特征获取功能121中的一部分,即特征获取功能121具有对工序数据进行预处理的能力。
103.存储功能126用于存储机台设备110发送的产品的工序数据,也用于存储数据预处
理功能125处理后的数据,还用于存储良率预测模型、初始ai模型、优化ai模型以及ai子模型结构等等。示意性地,存储功能126为模型训练功能124提供构建的ai模型或者初始ai模型,接收并存储模型训练功能124传输的训练完成的ai模型。
104.另外,计算设备120的功能并不仅限于上述121至126,在实际应用中,能够根据用户的需求设置更多功能,本技术实施例对于计算设备120的功能设置并不作限定。
105.通过上述各项功能,本技术实施例提供的计算设备能够通过训练数据集对ai模型进行训练,得到良率预测模型,由计算设备结合产品在当前制造工序的工序特征和之前制造工序的历史工序特征,通过该良率预测模型,得到第一产品对应于当前制造工序的第一预测良率,从而确定第一产品是否存在良率异常,以便工作人员尽早排查存在良率异常的产品。上述过程利用了产品对应于不同制造工序的多种数据的组合关系来得到产品的预测良率,充分考虑了不同制造工序对产品良率的综合影响,因此得到的预测良率准确性较高,从而能够准确判定产品是否存在良率异常,提高产品生产效率。进一步地,将上述方法应用于产品的每一步制造工序时,能够实现在第一产品的制造过程中,在每一步制造工序产生数据时,实时进行产品良率的预测,从而实时确定产品是否存在良率异常,有效降低生产损失,进一步提高产品生产效率。
106.下面对上述计算设备120的硬件结构进行介绍。
107.参考图4,图4是本技术实施例提供的一种计算设备的硬件结构示意图,图4所示的计算设备包括存储器401、处理器402、通信接口403以及总线404。其中,存储器401、处理器402、通信接口403通过总线404实现彼此之间的通信连接。
108.存储器401可以是只读存储器(read-only memory,rom)或可存储静态信息和指令的其它类型的静态存储设备,随机存取存储器(random access memory,ram)或者可存储信息和指令的其它类型的动态存储设备,也可以是电可擦可编程只读存储器(electrically erasable programmable read-only memory,eeprom)、只读光盘(compact disc read-only memory,cd-rom)或其它光盘存储、光碟存储(包括压缩光碟、激光碟、光碟、数字通用光碟、蓝光光碟等)、磁盘存储介质或者其它磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码并能够由计算机存取的任何其它介质,但不限于此。存储器401可以存储至少一段程序代码,当存储器401中存储的程序代码被处理器402执行时,处理器402和通信接口403用于执行下述实施例所示的产品良率确定方法。存储器401还可以存储产品在制造过程中产生的各项工序数据、初始ai模型以及良率预测模型等等,本技术实施例对此不作限定。
109.处理器402可以是网络处理器(network processor,np)、中央处理器(central processing unit,cpu)、特定应用集成电路(application-specific integrated circuit,asic)或用于控制本技术方案程序执行的集成电路。该处理器402可以是一个单核(single-cpu)处理器,也可以是一个多核(multi-cpu)处理器。该处理器402的数量可以是一个,也可以是多个。通信接口403使用例如收发器一类的收发模块,来实现计算设备400与其他设备或通信网络之间的通信。例如,可以通过通信接口403获取数据。
110.其中,存储器401和处理器402可以分离设置,也可以集成在一起。
111.总线404可包括在计算设备各个部件(例如,存储器401、处理器402、通信接口403)之间传送信息的通路。
112.在一些实施例中,本技术提供的产品良率确定方法还可以通过分布式部署在不同的环境中的多个计算设备来实现。例如,以上述图3所示的计算设备的功能为例,将每个功能单独部署在一个计算设备上,本技术实施例对此不作限定。
113.下面对本技术实施例提供的产品良率确定方法进行示例性的说明。
114.图5是本技术实施例提供的一种产品良率确定方法的流程示意图。如图5所示,以如图2所示的任意一个机台设备110和计算设备120之间的交互为例来进行说明,该产品良率确定方法包括以下几个步骤。
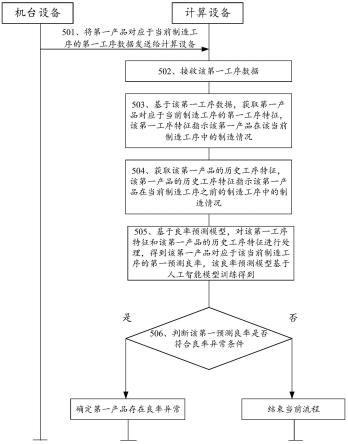
115.501、机台设备将第一产品对应于当前制造工序的第一工序数据发送给计算设备。
116.在本技术实施例中,第一产品的制造过程包括多步制造工序,每一步制造工序由一个机台设备来完成。本步骤中的机台设备是指第一产品在制造过程中所经过的任意一个机台设备,用于完成该机台设备对应的制造工序。当第一产品经过任意一个机台设备时,该机台设备对该第一产品进行处理,以完成当前制造工序,并将第一产品在当前制造工序中产生的数据作为第一工序数据,发送给计算设备。其中,该第一工序数据包括该机台设备在按照当前制造工序对第一产品进行处理的过程中所应用的数据和该机台设备产生的数据,需要说明的是,第一工序数据的具体内容参考上述图2所示内容,在此不再赘述。在一些实施例中,该第一工序数据中携带该第一产品的产品标识,以便计算设备区分接收到的各类数据,有针对性地处理相应数据,节约计算资源。
117.在一些实施例中,在第一产品对应的多步制造工序中,每一步制造工序对应的机台设备不同。在另一些实施例中,在第一产品对应的多步制造工序中,存在至少两步制造工序由同一个机台设备来完成。例如,以第一产品为晶圆为例,晶圆在制造过程中需要经过多次光刻,每次光刻均由同一个机台设备来完成。又例如,以第一产品为汽车为例,汽车在制造过程中需要经过多次焊接,每次焊接均由同一个机台设备来完成,本技术实施例对此不作限定,只要机台设备将产品对应于当前制造工序的工序数据发送给计算设备即可。
118.在一些实施例中,将第一工序数据按照数据是否在每步制造工序中都会产生进行划分,得到两类数据,第一类数据是与当前制造工序的工序类型对应的产品数据,不同的制造工序会产生不同类型的产品数据;第二类数据是与当前制造工序对应的路径数据,该路径数据指示第一产品在当前制造工序所经过的机台设备和时间记录等,该路径数据是在每步制造工序中都会产生的数据。
119.例如,以第一产品为晶圆为例,该第一工序数据包括:(1)与当前制造工序的工序类型对应的第一产品的晶圆数据;(2)与当前制造工序对应的晶圆路径数据。其中,晶圆数据为下述任一项:机台轨迹参数数据(包括但不限于晶圆运行轨迹、温度、压力、电流以及浓度等)、量测数据(包括但不限于晶圆关键尺寸和套刻误差等)以及缺陷数据(包括但不限于晶圆缺陷图等)等;晶圆路径数据包括但不限于该机台设备的机台标识、机台腔室标识以及时间记录等等。
120.又例如,以第一产品为汽车为例,该第一工序数据包括:(1)与当前制造工序的工序类型对应的第一产品的汽车数据;(2)与当前制造工序对应的汽车路径数据。其中,汽车数据为下述任一项:焊接参数数据(包括但不限于焊接温度、焊接保护气以及焊接类型等等)、冲压数据以及涂装数据等;汽车路径数据包括但不限于该机台设备的机台标识、机械臂标识以及时间记录等等。
121.需要说明的是,以上有关晶圆和汽车的举例仅为示意性地,在一些实施例中,第一工序数据还包括其他类型的数据,本技术实施例对于第一工序数据的具体内容不作限定。
122.另外,在一些实施例中,该第一工序数据为原始工序数据,即,机台设备将第一产品对应于当前制造工序的原始工序数据直接发送给计算设备。通过这种方式,使得计算设备接收到第一产品对应于当前制造工序的全部工序数据,确保后续确定产品良率的准确性。在一些实施例中,机台设备具有数据处理功能,用于对原始工序数据进行处理,得到第一工序数据。例如,在第一工序数据包括两类数据的情况下,机台设备将数据按照类别分别打包(如为每类数据生成各自类别的标签等)之后,发送给计算设备,本技术实施例对此不作限定。通过这种方式,能够减少后续计算设备的数据处理量,降低计算设备的负载消耗,提高确定产品良率的效率。
123.502、计算设备接收该第一工序数据。
124.503、计算设备基于该第一工序数据,获取第一产品对应于当前制造工序的第一工序特征,该第一工序特征指示该第一产品在该当前制造工序中的制造情况。
125.在本技术实施例中,计算设备基于接收到的第一工序数据,对该第一工序数据进行特征提取,得到第一产品对应于当前制造工序的第一工序特征。例如,以第一产品为晶圆为例,在当前制造工序为光刻工序的情况下,该第一工序特征指示该第一产品在当前光刻工序中的制造情况;在当前制造工序为缺陷量测工序的情况下,该第一工序特征指示该第一产品在当前量测工序中的制造情况,等等,在此不作限定。
126.在一些实施例中,计算设备调用特征提取算法来获取该第一工序特征。其中,该特征提取算法包括但不限于下述几类:
127.第一类、基于统计函数的特征提取算法。例如,通过在不同时间段上选取最大值、均值或者方差等。
128.第二类、基于变换的特征提取算法。例如,快速傅里叶变换(fast fourier transform,fft)、短时傅里叶变换(short-time fourier transform,stft)以及非线性变换等。
129.第三类、基于神经网络模型的特征提取算法。例如,长短期记忆网络(long short termmemory network,lstm)和转换器(transformer)模型等。
130.第四类、基于编码的特征提取算法。例如,一位有效编码(one-hot)和计数编码等。
131.上述几类特征提取算法仅为示例性地,计算设备还可以通过其他方式获取第一工序特征,例如,在已得到一些特征的情况下,采用特征间交叉的方式来获取第一工序特征等等。应理解,其他为了基于第一工序数据得到第一工序特征的特征提取算法均可以作为本技术实施例的特征提取算法,在此不作限定。在一些实施例中,计算设备采用上述一种特征提取算法来获取第一工序特征。在另一些实施例中,计算设备结合多种特征提取算法来获取第一工序特征,本技术实施例对此不作限定。
132.在一些实施例中,在将第一工序数据按照数据是否在每步制造工序中都会产生划分两类数据的情况下,相应地,该第一工序特征也能够表示两类特征。以上述步骤501所示的两类数据为例,在本步骤503中,第一类特征是与当前制造工序的工序类型对应的产品数据特征;第二类特征是与当前制造工序对应的路径数据特征。示意性地,计算设备基于接收到的第一工序数据,分别对该第一工序数据中的产品数据和路径数据进行特征提取,得到
第一产品对应于当前制造工序的产品数据特征和路径数据特征,对该产品数据特征和路径数据特征进行特征融合,得到该第一工序特征,本技术实施例对此不作限定。
133.例如,以第一产品为晶圆为例,该第一工序特征包括:(1)与当前制造工序的工序类型对应的第一产品的晶圆数据特征;(2)与当前制造工序对应的晶圆路径数据特征。其中,晶圆数据特征为下述任一项:机台轨迹参数数据特征、量测数据特征以及缺陷数据特征;晶圆路径数据特征指示该第一产品在该当前制造工序所经过的机台、机台腔室以及时间记录等。
134.又例如,以第一产品为汽车为例,该第一工序特征包括:(1)与当前制造工序的工序类型对应的第一产品的汽车数据特征;(2)与当前制造工序对应的汽车路径数据特征。其中,汽车数据特征为下述任一项:焊接参数数据特征、冲压数据特征以及涂装数据特征;汽车路径数据特征指示该第一产品在当前制造工序所经过的机台、机械臂以及时间记录等。
135.需要说明的是,以上有关晶圆和汽车的举例仅为示意性地,在一些实施例中,第一工序特征还包括其他类型的特征,本技术实施例对于第一工序特征的具体内容不作限定。
136.504、计算设备获取该第一产品的历史工序特征,该第一产品的历史工序特征指示该第一产品在当前制造工序之前的制造工序中的制造情况。
137.在本技术实施例中,计算设备基于第一工序数据中携带的第一产品的产品标识,获取该第一产品的历史工序特征。在一些实施例中,计算设备基于该产品标识,获取该第一产品在之前制造工序中的历史工序数据,对该历史工序数据进行特征提取,得到该第一产品的历史工序特征。在另一些实施例中,计算设备具有存储工序特征的功能,用于存储第一产品对应于每一步制造工序的工序特征,计算设备在接收到第一工序数据后,基于该产品标识,获取该第一产品对应于之前每一步制造工序的工序特征,从而得到该第一产品的历史工序特征。本技术实施例对于计算设备获取第一产品的历史工序特征的方式不作限定,只要该第一产品的历史工序特征能够指示该第一产品在该当前制造工序之前的制造工序中的制造情况即可
138.在一些实施例中,该第一产品的历史工序特征为第一产品在当前制造工序之前的全部制造工序中的工序特征的总和。例如,在计算设备存储第一产品对应于每一步制造工序的工序特征的情况下,计算设备对当前制造工序之前的全部制造工序的工序特征进行求和,得到第一产品的历史工序特征。在一些实施例中,该第一产品的历史工序特征是一种融合特征,能够表示第一产品在当前制造工序之前的全部制造工序中的工序特征。例如,在计算设备存储第一产品对应于每一步制造工序的工序特征的情况下,计算设备通过特征融合的方式,对当前制造工序之前的全部制造工序的工序特征进行融合,得到第一产品的历史工序特征,本技术实施例对此不作限定。
139.在一些实施例中,将第一产品的历史工序特征称为第一产品的记忆特征,本技术实施例对此不作限定。例如,第一产品的制造过程包括3步制造工序,分别为t1、t2以及t3,以当前制造工序为t3为例,第一工序特征表示为n3,第一产品的历史工序特征表示为k3,k3指示第一产品在t1和t2中的制造情况,计算设备调用良率预测模型,将n3和k3输入到该良率预测模型中,通过该良率预测模型来得到第一预测良率。另外,在一些实施例中,若当前制造工序为第一产品的第一步制造工序,该第一产品的历史工序特征为预先设置的默认特征,在此不限定。
140.需要说明的是,在一些实施例中,计算设备先执行步骤504来获取第一产品的历史工序特征,再执行步骤503来获取第一产品的第一工序特征。在另一些实施例中,计算设备同步执行上述步骤503和步骤504,本技术实施例对于步骤503和步骤504的执行顺序不作限定。
141.505、计算设备基于良率预测模型,对该第一工序特征和该第一产品的历史工序特征进行处理,得到该第一产品对应于该当前制造工序的第一预测良率,该良率预测模型基于人工智能模型训练得到。
142.在本技术实施例中,计算设备调用良率预测模型,将第一工序特征和该第一产品的历史工序特征输入到该良率预测模型中,通过该良率预测模型来预测该第一产品对应于当前制造工序的预测良率,从而得到该第一预测良率。
143.在一些实施例中,该良率预测模型为神经网络模型。例如,该良率预测模型为卷积神经网络(convolutional neural network,cnn)模型、循环神经网络(recurrent neural network,rnn)模型、lstm模型或者transformer模型等。在一些实施例中,该良率预测模型为基于统计方法的时间序列预测模型。例如,周期因子模型、差分整合移动平均自回归模型(autoregressive integrated moving average model,arima)以及其他自回归模型等。需要说明的是,本技术实施例的良率预测模型并不局限于上述类型,其他基于机器学习或深度学习且为了得到产品良率的模型,均可以作为本技术实施例的良率预测模型。本技术实施例对此不作限定。
144.通过良率预测模型,结合产品在当前制造工序的工序特征和之前制造工序的历史工序特征,能够得到准确性较高的产品的预测良率,尤其,由于产品在生产过程中,不同制造工序之间会相互影响,上述过程正是考虑到了这一点,利用了产品在之前制造工序的历史工序特征,可以理解为通过建模不同制造工序间多种数据的组合关系,来对产品的良率进行预测,因此得到的预测良率准确性较高,从而能够准确判定产品是否存在良率异常,提高产品生产效率。进一步地,在每步制造工序产生数据时实时进行产品良率的预测,便于及时排查存在良率异常的产品,提高产品生产效率。
145.下面以良率预测模型为cnn模型为例,对良率预测模型的训练过程进行介绍。示意性地,该训练过程由计算设备执行,该训练过程包括下述步骤a至步骤c。
146.步骤a、将训练数据集中样本产品对应于每步制造工序的工序特征和历史工序特征输入到构建好的ai模型中,得到该样本产品对应于每步制造工序的样本预测良率。
147.其中,该ai模型也可以称为初始ai模型。计算设备基于该ai模型的网络参数,对样本产品对应于每步制造工序的良率进行预测,得到样本产品对应于每步制造工序的样本预测良率。在一些实施例中,计算设备按照样本产品对应的多步制造工序的步数,分多次将特征输入到构建好的ai模型中,即,每次只输入样本产品对应于一步制造工序的工序特征和历史工序特征。在另一些实施例中,计算设备一次性将样本产品对应于每步制造工序的工序特征和历史工序特征输入到构建好的ai模型中,本技术实施例对此不作限定。
148.需要说明的是,训练数据集中的样本产品通常为多个,通过大量的训练数据对ai模型进行训练,能够使得最终训练得到的良率预测模型具有良好的普适性和鲁棒性。另外,本技术实施例对于ai模型的网络结构不作限定。
149.步骤b、基于该样本产品对应于每步制造工序的样本预测良率以及标注预测良率,
构建目标损失函数。
150.其中,该训练数据集包括该样本产品对应于每步制造工序的标注预测良率。计算设备采用样本预测良率和标注预测良率之间的差值/比值来构建目标损失函数。需要说明的是,计算设备构建损失函数的方式不限于上述方式,且,本技术实施例中的损失函数可以是神经网络模型的训练过程中常用的各种损失函数,例如绝对值损失函数、余弦相似度损失函数、平方损失函数、交叉熵损失函数等,本技术实施例对此不作限定。
151.步骤c、基于该目标损失函数,迭代调整ai模型的网络参数,直至满足迭代截止条件,得到该良率预测模型。
152.其中,迭代截止条件为损失值(也称误差值)小于设定阈值,该设定阈值可以根据实际需求进行设定,比如根据良率预测模型的准确度进行设置。在另一些实施例中,迭代截止条件为迭代次数达到目标次数,本技术对于迭代截止条件的内容不做限制。另外,计算设备响应于损失函数不满足迭代截止条件,调整当前ai模型的网络参数,然后基于调整后的ai模型,再次从上述步骤a开始执行,直至损失函数符合迭代截止条件时停止训练,得到该良率预测模型。
153.需要说明的是,上述良率预测模型的训练过程还可以包括其他步骤或其他可选实现方式,本技术对此不作限定。
154.另外,基于上述步骤503可知,在一些实施例中,在第一工序数据包括两类数据的情况下,第一工序特征包括两类特征,即产品数据特征和路径数据特征,下面参考图6,以第一产品为晶圆为例,对上述步骤503至步骤505的可选实现方式进行举例说明。
155.图6是本技术实施例提供的一种预测产品良率的示意图。如图6所示,第一产品为晶圆,包括3步制造工序(应理解,此处仅为举例,实际生产中晶圆的制造过程包括上千步制造工序),分别为t1、t2以及t3,每步制造工序对应的工序特征分别为n1、n2以及n3,其中,n1包括机台轨迹参数数据特征和晶圆路径数据特征,n2包括量测数据特征和晶圆路径数据特征,n3包括缺陷数据特征和晶圆路径数据特征。以当前制造工序为t3为例,第一工序特征即为n3,该第一产品的历史工序特征表示为k3,k3指示第一产品在t1和t2中的制造情况(例如k3=n1+n2,在此不作限制),计算设备调用良率预测模型,将n3和k3输入到该良率预测模型中,通过该良率预测模型来得到第一预测良率。
156.由于产品的路径数据特征是产品在每步制造工序都会产生的,因此,上述方式考虑到了这一特点,通过将产品数据特征和路径数据特征进行组合以得到第一工序特征的方式,利用了产品对应于当前制造工序的多模态信息,同时在建模不同制造工序间多种数据的组合关系的基础上,在每步制造工序产生数据时实时进行产品良率的预测,大大提高了产品良率预测的准确性。
157.506、计算设备根据该第一预测良率和良率异常条件,确定该第一预测良率是否符合该良率异常条件,若符合,计算设备确定该第一产品存在良率异常,若不符合,计算设备结束当前流程。
158.在本技术实施例中,良率异常条件是指第一预测良率小于或等于目标阈值。计算设备在得到第一预测良率后,若该第一预测良率小于或等于目标阈值,则该第一预测良率符合该良率异常条件,计算设备确定第一产品存在良率异常,若该第一预测良率大于该目标阈值,则该第一预测良率不符合该良率异常条件,计算设备确定第一产品不存在良率异
常,计算设备结束当前流程。在一些实施例中,该目标阈值为固定值,例如,该目标阈值为80%。在一些实施例中,该目标阈值根据每步制造工序的工序类型来确定,例如,以第一产品为晶圆为例,若当前制造工序为光刻工序,则目标阈值为80%,若当前制造工序为尺寸量测工序,则目标阈值为85%,等等。另外,在一些实施例中,该良率异常条件为其他表现形式,在此不作限定。
159.在一些实施例中,第一产品属于第一生产批次,计算设备结合前一生产批次中多个产品对应于当前制造工序的预测良率,来判断第一预测良率是否符合良率异常条件。示意性地,将前一生产批次称为第二生产批次,将第二生产批次中的多个产品称为第三产品,计算设备获取多个第三产品对应于当前制造工序的第三预测良率,基于该第一预测良率、该多个第三产品对应于该当前制造工序的第三预测良率以及该良率异常条件,确定该第一产品存在良率异常,其中,对于任意一个第三预测良率,该第三预测良率基于良率预测模型,对该第三产品的第三工序特征和该第三产品的历史工序特征进行处理得到。例如,第二生产批次包括10个第三产品,每个第三产品对应一个第三预测良率,计算设备根据10个第三预测良率来确定目标阈值(如选取10个第三预测良率的中位数、平均值或者方差等,在此不作限定),若第一预测良率小于或等于该目标阈值,则确定第一产品存在良率异常,本技术实施例对此不作限定。
160.通过结合前一生产批次中的产品对应于当前制造工序的预测良率,来判断第一预测良率是否符合良率异常条件,利用了当前制造工序对应的历史数据,能够更加准确地判断第一产品是否存在良率异常。当然,还可以结合前多个批次中的产品对应于当前制造工序的预测良率来进行判断,本技术实施例对此不作限定。
161.在一些实施例中,计算设备在确定第一产品存在良率异常后,发送良率预警信息,该良率预警信息表示该第一产品存在良率异常。在一些实施例中,该良率预警信息携带第一产品的产品标识、第一产品所在批次的批次标识以及当前制造工序的工序标识等,本技术实施例对此不作限定。例如,计算设备与终端通过有线网络或无线网络通信连接,计算设备在确定第一产品存在良率异常后,向终端发送该良率预警信息,终端接收到该良率预警信息后,发出警报或者在终端的显示界面上显示该良率预警信息,以便工作人员及时知晓第一产品存在良率异常。
162.通过这种发送良率预警信息的方式,计算设备能够及时对产品的良率异常进行预警,便于工作人员及时确定存在良率异常的产品,做出相应应对措施,尽早进行良率止损,降低生产损失,提高产品生产效率。
163.经过上述步骤501至步骤506,当第一产品经过任意一个机台设备时,由该机台设备对该第一产品进行处理,以完成当前制造工序,并将第一产品在当前制造工序中产生的数据作为第一工序数据,发送给计算设备。计算设备在接收到该第一工序数据后,通过特征提取的方式,得到该第一产品对应于当前制造工序的第一工序特征,然后计算设备结合该第一产品对应于当前制造工序的历史工序特征,调用良率预测模型,得到该第一产品对应当前制造工序的第一预测良率,并在该第一产品存在良率异常的情况下进行预警。上述过程利用了产品对应于不同制造工序的多种数据的组合关系来得到产品的预测良率,充分考虑了不同制造工序对产品良率的综合影响,因此得到的预测良率准确性较高,从而能够准确判定产品是否存在良率异常,提高产品生产效率。进一步地,将上述方法应用于产品的每
importance)、移除低方差的特征(removing features with low variance)以及单变量特征选择(univariate feature selection)等。
173.第二类、基于包装器(wrapper)的特征选择算法。例如,穷举特征选择(exhaustive feature selector)、顺序特征选择(sequential feature selector)以及递归特征消除(recursive feature elimination)等。
174.第三类、基于嵌入器(embedded)的特征选择算法。例如,基于树的特征选择(tree-based feature selection)、随机稀疏模型(randomized sparse models)以及基于l1的特征选择(l1-based feature selection)等。
175.在一些实施例中,上述模型解释算法包括但不限于:部分依赖图(partial dependence plot)、置换特征重要性(permutation feature importance)以及沙普利值(shapley value,shap)等。
176.上述特征选择算法和模型解释算法仅为示例性地,计算设备还可以通过其他方式来确定第一产品的良率异常原因,例如,激活图(activation maps)等。应理解,其他为了针对良率预测模型,对第一预测良率进行解释以得到第一产品的良率异常原因的算法均在本技术的保护范围之内,在此不作限定。通过上述特征选择算法、模型解释算法或者两类算法的结合,能够定位到准确性较高的产品的良率异常原因,从而便于工作人员有针对性地调整制造工序,尽早进行良率止损,降低生产损失,提高产品生产效率。
177.在一些实施例中,计算设备在确定第一产品的良率异常原因后,发送良率异常原因信息,该良率异常原因信息表示该第一产品的良率异常原因。在一些实施例中,该良率异常原因信息携带第一产品的产品标识、第一产品所在批次的批次标识、当前制造工序的工序标识以及良率异常原因(如机台设备的机台腔室标识、机台标识或者机台的具体参数)等,本技术实施例对此不作限定。例如,计算设备与终端通过有线网络或无线网络通信连接,计算设备在确定第一产品的良率异常原因后,向终端发送该良率异常原因信息,终端接收到该良率异常原因信息后,发出警报或者在终端的显示界面上显示该良率异常原因信息,以便工作人员及时知晓第一产品的良率异常原因。
178.通过这种发送良率异常原因信息的方式,计算设备能够及时对产品的良率异常原因进行预警,便于工作人员及时定位产品出现异常的原因,并做出相应应对措施,如调整机台设备的机台参数、维修出现故障的机台设备等等,从而尽早进行良率止损,降低生产损失,提高产品生产效率。
179.综上,在本技术实施例提供的产品良率确定方法中,通过良率预测模型,结合第一产品对应于当前制造工序的第一工序特征和之前制造工序的历史工序特征,得到第一产品对应于当前制造工序的第一预测良率,从而确定第一产品是否存在良率异常,以便工作人员尽早排查存在良率异常的产品。上述方法利用了产品对应于不同制造工序的多种数据的组合关系来得到产品的预测良率,充分考虑了不同制造工序对产品良率的综合影响,因此得到的预测良率准确性较高,从而能够准确判定产品是否存在良率异常,提高产品生产效率。
180.进一步地,将上述方法应用于产品的每一步制造工序时,能够实现在第一产品的制造过程中,在每一步制造工序产生数据时,实时进行产品良率的预测,从而实时确定产品是否存在良率异常,有效降低生产损失,进一步提高产品生产效率。
181.下面参考图7,在上述图5所示的产品良率确定方法的基础上,对本技术实施例提供的产品良率方法的流程进行举例说明。
182.图7是本技术实施例提供的一种产品良率确定方法的示意图。如图7所示,该产品良率确定方法由计算设备执行。以第一产品为晶圆为例,示意性地,晶圆的制造过程中包括3步制造工序,分别为t1、t2以及t3,每步制造工序对应的工序特征分别为n1(包括机台轨迹参数数据特征和晶圆路径数据特征)、n2(包括量测数据特征和晶圆路径数据特征)以及n3(缺陷数据特征和晶圆路径数据特征),每步制造工序对应的历史工序特征分别为k1(可以为预先设置的默认特征)、k2(包括n1)以及k3(包括n1和n2)。
183.每当晶圆经过一个机台设备以完成对应的制造工序时,计算设备调用良率预测模型进行良率预测,这一过程也称为多模态良率预测。进一步地,每当计算设备得到一个预测良率时,结合前一批次中晶圆的预测量测来判断当前得到的预测良率是否存在良率异常,若存在良率异常,则结合良率预测模型,对该预测良率进行良率异常原因分析,得到良率异常原因,发送相应的预警信息来通知工作人员。
184.由于一片晶圆的制造周期往往长达数月,因此在生产过程中尽早发现良率异常问题对晶圆生产效率的提升十分关键。上述过程利用了晶圆在制造过程中实时产生的fdc数据和wip数据等,通过良率预测模型,在每一步制造工序产生数据时实时进行晶圆良率的预测。同时,在发现晶圆存在良率异常的情况下,定位造成良率异常的原因(如制造工序、机台、腔室或参数等),并发送预警,以便工作人员尽早排查存在良率异常的晶圆,降低生产损失,提高产品生产效率。
185.图8是本技术实施例提供的一种产品良率确定装置的结构示意图。该产品良率确定装置与机台设备关联,该产品良率确定装置可以通过软件、硬件或者两者的结合实现成为前述计算设备中的部分或者全部功能。本技术实施例提供的产品良率确定装置可以实现本技术实施例图5所示的流程,该装置包括:第一获取模块801、第二获取模块802、处理模块803以及第一确定模块804。
186.第一获取模块801,用于获取第一产品对应于当前制造工序的第一工序特征,该第一工序特征指示该第一产品在该当前制造工序中的制造情况;
187.第二获取模块802,用于获取该第一产品的历史工序特征,该第一产品的历史工序特征指示该第一产品在该当前制造工序之前的制造工序中的制造情况;
188.处理模块803,用于基于良率预测模型,对该第一工序特征和该第一产品的历史工序特征进行处理,得到该第一产品对应于该当前制造工序的第一预测良率,该良率预测模型基于人工智能模型训练得到,该第一产品的历史工序特征指示该第一产品在该当前制造工序之前的制造工序中的制造情况;
189.第一确定模块804,用于根据该第一预测良率和良率异常条件,确定该第一产品存在良率异常,其中,该第一预测良率符合该良率异常条件。
190.在一些实施例中,该第一产品存在良率异常,该装置还包括:
191.第二确定模块,用于基于该第一工序特征、该第一预测良率、多个第二产品对应于该当前制造工序的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,确定该第一产品的良率异常原因;
192.其中,该第二产品为该当前制造工序中不存在良率异常的产品,该第二工序特征
指示该第二产品在该当前制造工序中的制造情况,该第二预测良率基于该良率预测模型,对该第二工序特征和该第二产品的历史工序特征进行处理得到。
193.在一些实施例中,该第二确定模块用于:
194.基于该第一工序特征、该第一预测良率、该多个第二产品对应于该当前制造工序的第二工序特征、该多个第二产品对应于该当前制造工序的第二预测良率以及该良率预测模型,对该第一预测良率进行解释,从该第一工序特征中确定符合目标条件的目标工序特征,该目标条件指示对应工序特征对该第一预测良率的影响程度最大;
195.基于该目标工序特征的特征提取来源,确定该第一产品的良率异常原因。
196.在一些实施例中,该第一产品属于第一生产批次,该装置还包括:
197.第三获取模块,用于获取多个第三产品对应于该当前制造工序的第三预测良率,该多个第三产品属于第二生产批次,该第二生产批次为该第一生产批次之前的批次;
198.该第一确定模块804用于:
199.基于该第一预测良率、该多个第三产品对应于该当前制造工序的第三预测良率以及该良率异常条件,确定该第一产品存在良率异常。
200.在一些实施例中,该装置还包括:
201.第一发送模块,用于发送良率预警信息,该良率预警信息表示该第一产品存在良率异常。
202.在一些实施例中,该装置还包括:
203.第二发送模块,用于发送良率异常原因信息,该良率异常原因信息表示该第一产品的良率异常原因。
204.在一些实施例中,该第一产品为晶圆,该第一工序特征包括:
205.与该当前制造工序的工序类型对应的该第一产品的晶圆数据特征;和
206.与该当前制造工序对应的晶圆路径数据特征。
207.在一些实施例中,该晶圆数据特征为下述任一项:机台轨迹参数数据特征、量测数据特征以及缺陷数据特征;该晶圆路径数据特征指示该第一产品在该当前制造工序所经过的机台、机台腔室以及时间记录。
208.需要说明的是:上述实施例提供的产品良率确定装置在确定产品良率时,仅以上述各功能模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能模块完成,即将装置的内部结构划分成不同的功能模块,以完成以上描述的全部或者部分功能。另外,上述实施例提供的产品良率确定装置与产品良率确定方法实施例属于同一构思,其具体实现过程详见方法实施例,这里不再赘述。
209.本技术中术语“第一”“第二”等字样用于对作用和功能基本相同的相同项或相似项进行区分,应理解,“第一”、“第二”、“第n”之间不具有逻辑或时序上的依赖关系,也不对数量和执行顺序进行限定。还应理解,尽管以下描述使用术语第一、第二等来描述各种元素,但这些元素不应受术语的限制。这些术语只是用于将一元素与另一元素区别分开。例如,在不脱离各种所述示例的范围的情况下,第一产品可以被称为第二产品,并且类似地,第二产品可以被称为第一产品。第一产品和第二产品都可以是产品,并且在某些情况下,可以是单独且不同的产品。
210.本技术中术语“至少一个”的含义是指一个或多个,本技术中术语“多个”的含义是
指两个或两个以上,例如,多个产品是指两个或两个以上的产品。
211.以上描述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
212.在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用软件实现时,可以全部或部分地以程序产品的形式实现。该程序产品包括一个或多个程序指令。在计算设备上加载和执行该程序指令时,全部或部分地产生按照本技术实施例中的流程或功能。
213.本领域普通技术人员可以理解实现上述实施例的全部或部分步骤可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,该程序可以存储于一种计算机可读存储介质中,上述提到的存储介质可以是只读存储器,磁盘或光盘等。
214.以上所述,以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1