一种硅酸钠窑炉DCS自动化操作系统的制作方法
一种硅酸钠窑炉dcs自动化操作系统
技术领域
1.本实用新型涉及硅酸钠窑炉生产过程,特别涉及一种硅酸钠窑炉dcs自动化操作系统。
背景技术:
2.目前硅酸钠窑炉生产过程的自动化程度低,人工对生产效率提升影响大,生产效率和产品性能波动较大。操作不可追溯,缺乏质量监控的反馈手段,对出现的质量事故只能凭经验判断,不利于生产管理。生产过程无法数据化,无法对接智能制造和信息化管理。
技术实现要素:
3.为了克服上述背景技术中的不足,本实用新型提供了一种硅酸钠窑炉dcs自动化操作系统。
4.本实用新型解决其技术问题所采用的技术方案是:一种硅酸钠窑炉dcs自动化操作系统,包括纯碱料仓、石英砂料仓、物料混合机、混合料提升机、窑头料仓、窑炉、尾气处理装置、药剂加料机,所述纯碱料仓、石英砂料仓分别与物料混合机连接,所述物料混合机与混合料提升机连接,所述混合料提升机与窑头料仓连接,所述窑头料仓与窑炉连接,所述窑炉与尾气处理装置连接,所述尾气处理装置与药剂加料机连接。
5.所述纯碱料仓下端设有纯碱下料控制阀,所述纯碱料仓与纯碱自动称重计通过电信号连接,所述纯碱自动称重计与纯碱下料控制阀通过电信号连接。所述纯碱自动称重计用于称量从纯碱下料控制阀排出纯碱的重量。所述石英砂料仓下端设有石英砂下料控制阀,所述石英砂料仓与石英砂自动称重计通过电信号连接,所述石英砂自动称重计与石英砂下料控制阀通过电信号连接。所述石英砂自动称重计用于称量石英砂下料控制阀排出石英砂的重量。
6.所述物料混合机与混合料提升机之间设有混合料下料阀。所述物料混合机的电机分别与纯碱下料控制阀、石英砂下料控制阀通过电信号连接,当物料混合机电机运行电流达到设定的上限值时,纯碱下料控制阀、石英砂下料控制阀停止工作,当电流达到设定的下限值时,再自动开启。所述窑头料仓通过电信号与料位计连接,所述料位计用于检测窑头料仓的料位信息,并根据检测的料位信息控制混合料提升机和混合料下料阀的工作状态。所述窑头料仓下端设有进料控制阀。所述进料控制阀与自动温度计通过电信号连接,所述自动温度计设置在窑炉上。所述自动温度计用于检测窑炉的温度,并根据窑炉的温度信息控制进料控制阀的工作状态。所述尾气处理装置顶端设有尾气检测仪,所述尾气检测仪用于检测尾气处理装置中尾气,并根据检测数据,自动调节药剂加料机的加料量,确保尾气达标排放。所述药剂加料机与药剂储槽连接。
7.本实用新型的有益效果是:本实用新型设计了硅酸钠窑炉dcs自动化操作系统,本实用新型的阀门和电机可接受dcs控制的能力,由原来的手动控制和简单的电动控制,改为dcs自动控制;同时本实用新型还增加了dcs系统,连接各类仪表,经由内部编写的控制逻
辑,对阀门和电机进行控制。本实用新型有以下优点:
8.(1)、自动化程度得到质的提升,生产过程更加规范,提高生产效率和操作精度。
9.(2)、便于人员培训和减员增效,操作更加直观,提高了安全操作水平,操作人员也得到了精简。
10.(3)、生产过程数据和操作过程可追溯,便于生产管理的闭环控制。
11.(4)、为智能制造和企业信息化数字化提供生产过程的数据基础。
附图说明
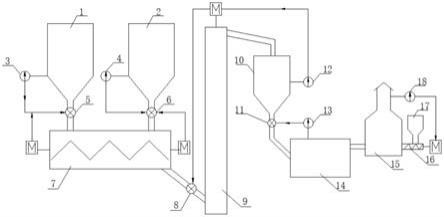
12.图1是本实用新型的控制原理图。
13.图中1.纯碱料仓,2.石英砂料仓,3.纯碱自动称重计,4.石英砂自动称重计,5.纯碱下料控制阀,6.石英砂下料控制阀,7.物料混合机,8.混合料下料阀,9.混合料提升机,10.窑头料仓,11.进料控制阀,12.料位计,13.自动温度计,14.窑炉,15.尾气处理装置,16.药剂加料机,17.药剂储槽,18.尾气检测仪。
具体实施方式
14.下面结合附图及实施例描述本实用新型具体实施方式,本实用新型中未述及的部分采用或借鉴已有技术即可实现。
15.需要说明的是,本说明书所附图中示意的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。
16.同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
17.如图1所示,一种硅酸钠窑炉dcs自动化操作系统,包括纯碱料仓1、石英砂料仓2、物料混合机7、混合料提升机9、窑头料仓10、窑炉14、尾气处理装置15、药剂加料机16,纯碱料仓1、石英砂料仓2分别与物料混合机7连接,物料混合机7与混合料提升机9连接,混合料提升机9与窑头料仓10连接,窑头料仓10与窑炉14连接,窑炉14与尾气处理装置15连接,尾气处理装置15与药剂加料机16连接。
18.纯碱料仓1下端设有纯碱下料控制阀5,纯碱料仓1与纯碱自动称重计3通过电信号连接,纯碱自动称重计3与纯碱下料控制阀5通过电信号连接。纯碱自动称重计3根据设置的纯碱重量控制从纯碱下料控制阀5排出纯碱的重量,同时控制纯碱下料控制阀5的工作状态。石英砂料仓2下端设有石英砂下料控制阀6,石英砂料仓2与石英砂自动称重计4通过电信号连接,石英砂自动称重计4与石英砂下料控制阀6通过电信号连接。石英砂自动称重计4根据设定的石英砂重量控制从石英砂下料控制阀6排出石英砂的重量,并控制石英砂下料控制阀6的工作状态。
19.物料混合机7与混合料提升机9之间设有混合料下料阀8。物料混合机7的电机分别与纯碱下料控制阀5、石英砂下料控制阀6通过电信号连接,当物料混合机电机运行电流达
到设定的上限值时,纯碱下料控制阀5、石英砂下料控制阀6停止工作,当电流达到设定的下限值时,再自动开启。窑头料仓10通过电信号与料位计12连接,料位计12用于检测窑头料仓10的料位信息,并根据检测的料位信息控制混合料提升机9和混合料下料阀8的工作状态。窑头料仓10下端设有进料控制阀11。进料控制阀11与自动温度计13通过电信号连接,自动温度计13设置在窑炉14上。自动温度计13用于检测窑炉14的温度,并根据窑炉14的温度信息控制进料控制阀11的工作状态。尾气处理装置15顶端设有尾气检测仪18,尾气检测仪18用于检测尾气处理装置15中尾气,并根据检测数据,自动调节药剂加料机16的加料量,确保尾气达标排放。药剂加料机16与药剂储槽17连接。
20.本实用新型在工作时,纯碱料仓1和石英砂料仓2中的物料经过纯碱自动称重计3、石英砂自动称重计4定量的从纯碱下料控制阀5、石英砂下料控制阀6加入到物料混合机7中,物料混合机7中的物料通过混合料下料阀8进入混合料提升机9中,然后进入窑头料仓10中。窑头料仓10中的物料通过进料控制阀11进入窑炉14中,窑炉14中的尾气进入尾气处理装置15中,尾气处理装置15对尾气进行除尘、脱硫脱硝后达标排放。
21.当尾气检测仪18检测到尾气处理装置15中的尾气没有处理彻底,不符合排放要求,尾气检测仪18会根据检测的尾气信号控制药剂加料机16向尾气处理装置15添加药剂,增强对尾气的处理。当尾气检测仪18检测到尾气处理装置15中的尾气符合排放要求时,尾气检测仪18对药剂加料机16不做指示,药剂加料机16保持原先的添加量。
22.自动温度计13用于实时检测窑炉14的温度,并根据检测的温度信息自动调节减料控制阀11的加料量,以保持窑炉14内炉温稳定。料位计12分别与混合料提升机9的电机、混合料下料阀8通过电信号连接。料位计12实时检测窑头料仓10中的料位,并根据检测的料位信息控制混合料提升机9的工作状态和混合料下料阀8的工作状态。当混合料提升机9的电机和混合料下料阀8都不工作时,物料混合机7中的物料不能进入混合料提升机9中,由于物料混合机7中物料增多,物料混合机7电机的工作压力增大,物料混合机7电机的运行电流增加。物料混合机7电机的运行电流设定了上限值和下限值。当物料混合机7电机的运行电流达到设定上限值时,纯碱下料控制阀5和石英砂下料控制阀6都处于关闭状态。当物料混合机7电机的运行电流达到设定下限值时,纯碱下料控制阀5和石英砂下料控制阀6才开始工作。
23.本实用新型从原料投入到产品下线以及尾气的环保处理,整套控制系统各个环节全部实现dcs自动执行和控制调节。本实用新型自动化程度高,生产过程采用闭环控制,生产过程安全规范,提高了生产效率和操作精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1