一种全自动青贮打捆包膜一体机分布式控制系统的制作方法
1.本实用新型涉及农用机械技术领域,特别涉及一种全自动青贮打捆包膜一体机分布式控制系统 。
背景技术:
2.近年来,青储饲料商品化和粮改饲的进程逐渐加快,市场对青贮打捆包膜一体机的需求持续增强;并随着人工智能的逐渐成熟,用户对青贮打捆包膜一体机的自动化程度和控制系统智能化、可靠性要求更加严格。但目前我国生产研发的各类青贮打捆包膜一体机普遍存在操作复杂、人机交互程度不够、自动化、智能化水平低下,效率低、可靠性差、线路复杂检修难度大等问题;且后期维护困难,故障诊断不易,不能满足国内用户的生产需求,严重影响设备在市场的品牌影响力。
技术实现要素:
3.针对上述技术问题,本实用新型提供了一种全自动青贮打捆包膜一体机分布式控制系统 ,能够解决目前的青贮打捆包膜一体机操作复杂、人机交互程度不够、自动化、智能化水平低下,效率低、可靠性差、线路复杂检修难度大的问题。
4.为了实现上述目的,本实用新型的技术方案具体如下:
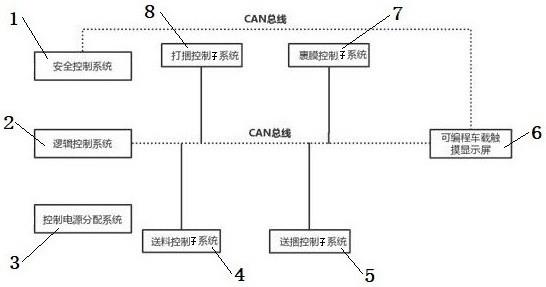
5.一种全自动青贮打捆包膜一体机分布式控制系统,包括能够分别控制送料机构、打捆机构、送捆机构以及裹膜机构运转的逻辑控制系统、能够分别向所述逻辑控制系统的送料机构、打捆机构、送捆机构以及裹膜机构的用电部分供电的控制电源分配系统以及能够分别控制所述逻辑控制系统的送料机构、打捆机构、送捆机构以及裹膜机构的开关启停的安全控制系统,所述逻辑控制系统、控制电源分配系统以及安全控制系统分别通过can总线与可编程车载触摸显示屏连接。
6.所述逻辑控制系统包括送料控制子系统、打捆控制子系统、送捆控制子系统和裹膜控制子系统,所述送料控制子系统、打捆控制子系统、送捆控制子系统和裹膜控制子系统分别对应设置在所述送料机构、打捆机构、送捆机构以及裹膜机构上用于控制相应机构的运转。
7.所述送料控制子系统包括送料io模块,所述送料io模块通过can总线与可编程车载触摸显示屏连接,所述送料io模块分别与一级送料机构上的一级送料电机、拨料马达电磁阀和一级进料口开合角度传感器连接,所述送料io模块分别与二级送料机构上的一级送料电机连接。
8.所述打捆控制子系统包括打捆io模块,所述打捆io模块通过can总线与可编程车载触摸显示屏连接,所述打捆io模块分别与成捆室的成捆室驱动电机、料满检测接近开关s1、成捆室转速测定编码器连接,所述打捆io模块分别与给内膜结构的聚膜油缸、切膜油缸、聚膜限位开关、切膜限位开关、下膜电磁离合器、拉膜阻力器、下膜计数接近开关s2、断膜检测开关s3连接,所述打捆io模块分别与放捆机构的仓门起落油缸和仓门限位开关连
接。
9.所述送捆控制子系统包括送捆io模块,所述送捆io模块通过can总线与可编程车载触摸显示屏连接,所述送捆io模块分别与送捆电机、送捆定位编码器、送捆接包位置限位开关s4、送捆裹膜位置限位开关s5、送捆卸包位置限位开关s6连接,所述可编程车载触摸显示屏通过can总线与送捆定位编码器连接。
10.所述裹膜控制子系统包括裹膜io模块,所述裹膜io模块通过can总线与可编程车载触摸显示屏连接,所述裹膜io模块分别与裹膜电机、转包马达、压膜油缸、压膜油缸限位开关、裹膜旋转臂停止开关、裹膜旋转臂计数开关和裹膜定位编码器连接。
11.本实用新型的有益效果是:
12.1、本实用新型各控制系统之间协调控制,可实时监测各工作部件的工作情况,可实现作业数据的实时采集与记录,具有自动化程度高、效率高、可靠性高、操作简单、人工干预少等优点。
13.2、本实用新型控制系统中各模块采用防护等级高的车载控制模块,适用于环境恶劣的农业机械,防震、防水等。具有模拟量、开关量、等各种信号输入通道,支持can总线连接,开关量输出用于继电器和电磁阀的开断控制,可以进行比例电磁阀的脉宽调制(pwm)输出控制。
14.3、本实用新型控制系统各部件接线简单、线路布设容易,便于检修故障处理。
15.4、安全控制系统能够保证整机各部件安全运行及紧急情况停止,包括电源急停开关、整机控制急停开关、送料急停开关、裹膜部分急停开关以及安全逻辑。
16.5、送料控制系统包括送料io模块、一级送料机构、二级送料机构;送料io模块通过can总线和可编程车载触摸显示屏连接通讯,二级送料机构上的二级送料电机,通过可编程车载触摸显示屏输入二级电机启动停止指令和电机速度,并由可编程车载触摸显示屏发送数据至送料io模块,从而送料io模块发出指令进而驱动二级送料电机按照指定速度运转,一级送料机构上的一级送料电机、拨料马达电磁阀、进料口开合角度传感器,通过送料io模块采集进料口开合角度传感器数据来动态控制一级送料电机、拨料电磁阀的转速和启停。
17.6、裹膜控制系统包括裹膜io模块、裹膜旋转臂由裹膜电机驱动旋转、通过裹膜定位编码器来实时定位旋转臂位置、裹膜计数停止接近开关辅助控制计数、实现旋转臂闭环控制,精准控制速度、位置;转包马达带动转包台转动、转台两侧设有压膜油缸、压膜油缸限位开关,来实现外膜夹紧、切断。
附图说明
18.图1为本实用新型的原理图;
19.图2为送料控制子系统组成示意图;
20.图3为打捆控制子系统组成示意图;
21.图4为送捆控制子系统组成示意图;
22.图5为裹膜控制子系统组成示意图。
具体实施方式
23.如图1所示,一种全自动青贮打捆包膜一体机分布式控制系统,包括能够分别控制
送料机构、打捆机构、送捆机构以及裹膜机构运转的逻辑控制系统2、能够分别向所述逻辑控制系统2的送料机构、打捆机构、送捆机构以及裹膜机构的用电部分供电的控制电源分配系统3以及能够分别控制所述逻辑控制系统2的送料机构、打捆机构、送捆机构以及裹膜机构的开关启停的安全控制系统1,逻辑控制系统2、控制电源分配系统3以及安全控制系统1分别通过can总线与可编程车载触摸显示屏6连接,安全控制系统1主要保证整机各部件安全运行及紧急情况停止,包括电源急停开关、整机控制急停开关、送料急停开关45、裹膜部分急停开关以及安全逻辑,电源急停开关设置于控制电源分配系统3电源输入接口,只能在伤人等特别紧急的情况下按下此开关,整机控制电源中断,整机急停开关设置于可编程车载触摸显示屏6位置,此信号连接显示屏,在严重机械故障或伤人的情况下开关按下,中断整机所有输出信号,送料急停开关45设置于送料控制子系统,此信号连接送料io模块41,在堵料、机械故障或者伤人的情况下开关按下,中断一级、二级送料输出信号,打捆急停开关设置于打捆控制子系统位置,此信号连接打捆io模块81,伤人或者打捆室机械故障时开关按下,中打捆室电机、送捆电机输出信号,裹膜急停开关设置于裹膜控制子系统位置,此信号连接裹膜io模块71,在裹膜旋转臂撞人、与打捆室碰撞或者断膜的情况下开关按下,中断裹膜电机72、转包马达73输出信号,不允许裹膜电机72和打捆室油缸同时动作,不允许裹膜电机71和送捆电机52同时动作,控制电源分配系统3主要用来分配控制电源,主要对应为可编程车载触摸显示屏6、送料控制子系统、打捆控制子系统、送捆控制子系统、裹膜控制子系统等各部分提供电源,整个系统供电通过接口输入,再通过线路分配给各个系统。
24.如图1所示,逻辑控制系统2包括送料控制子系统4、打捆控制子系统8、送捆控制子系统5和裹膜控制子系统7,送料控制子系统4、打捆控制子系统8、送捆控制子系统5和裹膜控制子系统7分别对应设置在送料机构、打捆机构、送捆机构以及裹膜机构上用于控制相应机构的运转。
25.如图2所示,送料控制子系统4包括送料io模块41,送料io模块41通过can总线与可编程车载触摸显示屏6连接,送料io模块4分别与一级送料机构上的一级送料电机42、拨料马达电磁阀44和一级进料口开合角度传感器46连接,送料io模块41分别与二级送料机构上的一级送料电机43连接。
26.如图3所示,打捆控制子系统8包括打捆io模块81,打捆io模块81通过can总线与可编程车载触摸显示屏6连接,打捆io模块81分别与成捆室的成捆室驱动电机82、料满检测接近开关s1 814、成捆室转速测定编码器812连接,打捆io模块81分别与给内膜结构的聚膜油缸83、切膜油缸84、聚膜限位开关811、切膜限位开关810、下膜电磁离合器86、拉膜阻力器87、下膜计数接近开关s2 89、断膜检测开关s3 88连接,打捆io模块81分别与放捆机构的仓门起落油缸85和仓门限位开关813连接。
27.如图4所示,送捆控制子系统5包括送捆io模块51,送捆io模块51通过can总线与可编程车载触摸显示屏6连接,送捆io模块51分别与送捆电机52、送捆定位编码器56、送捆接包位置限位开关s4 55、送捆裹膜位置限位开关s5 54、送捆卸包位置限位开关s6 53连接,可编程车载触摸显示屏6通过can总线与送捆定位编码器56连接。
28.如图5所示,裹膜控制子系统7包括裹膜io模块71,裹膜io模块71通过can总线与可编程车载触摸显示屏6连接,裹膜io模块71分别与裹膜电机72、转包马达73、压膜油74、压膜油缸限位开关75、裹膜旋转臂停止开关76、裹膜旋转臂计数开关77和裹膜定位编码器78连
接。
29.本实用新型在运转时,进料控制子系统由可编程车载触摸显示屏6通过can总线连接送料io模块41,通过显示屏输入二级送料电机43速度参数,在显示屏选择自动打包作业后,通过显示屏发送指令至送料io模块41,送料io模块41发出二级送料电机43启动命令,启动二级送料电机43按照输入速度运行,延时2s后,送料io模块41发出一级电机送料42启动命令和拨料马达电磁阀44启动命令,启动一级送料电机42和拨料马达电磁阀44,此时送料io模块41会读取一级进料口开合角度传感器46数值,通过此数值反比例控制一级送料电机42速度,形成进料动态控制,防止发生堵料,此时两级送料电机全部启动,送料指示灯持续亮起警示。
30.打捆控制子系统由可编程车载触摸显示屏6通过can总线连接打捆io模块81,物料通过进料机构送至成捆室,成捆室由成捆室驱动电机82带动旋转,将物料挤压成圆草捆,在物料进入的整个过程中,如果料满检测接近开关s1 814检测on,停止两级进料电机,并关闭进料指示灯,开始内膜缠绕,首先启动下膜电磁离合器86将内膜转动带进成捆室 ,并通过下膜计数接近开关s2 89开始计数测算下膜长度,当长度达到1米时,启动聚膜油缸83打开直到聚膜限位开关811检测成功,当下膜计数接近开关s2 89计数测算到长度达到设定内膜长度后,启动聚膜油缸83关闭直到聚膜限位开关811检测成功,打开切膜油缸84将膜切断至切膜限位开关810检测成功,延时2s,启动仓门起落油缸85打开至仓门限位开关813检测成功,检测到送捆部分将草捆送出后,打开仓门起落油缸85关闭仓门。
31.送捆控制子系统,由可编程车载触摸显示屏6通过can总线连接送捆io模块51和送捆定位编码器56,成捆室仓门打开后,启动送捆电机52正转,电机带动送捆转包台正向移动至裹膜位置,待到裹膜完成之后正向移动至卸包位置,延时2s反向移动返回,整个移动过程由送捆定位编码器56全程定位,控制速度,整个作业过程由送捆接包位置限位开关s4 55、送捆裹膜位置限位开关s5 54和送捆卸包位置限位开关s6 53作限位保护用。
32.裹膜控制子系统,由可编程车载触摸显示屏6通过can总线连接裹膜io模块71和裹膜定位编码器78,当送捆机构将捆包送至裹膜位置时,延时2s,启动裹膜电机72带动旋转臂开始包膜作业,裹膜电机72以设定高速转动,同时启动转包马达73动作,将捆包转动,通过裹膜定位编码器78和裹膜旋转臂计数开关77、裹膜旋转臂停止开关76辅助控制计数、实现旋转臂闭环控制,精准控制速度、位置,当圈数达到设定作业圈数后,裹膜电机72由设定高速转至低速转动,并同时打开压膜油缸74将膜压紧切断,此时当裹膜旋转臂检测到停止信号后,停止裹膜旋转臂和转包马达73,裹膜完成。
33.其中,可编程车载触摸显示屏6是xyd-button070系列工业显示器,主要针对农业机械、工程机械的高端ipad产品,显示器采用iec61131-3标准开发环境,可通过实时以太网、usb、wife、can、rs232/rs485、gprs、模拟视频接口等,4g大容量存储、《500ms的触控响应时间;9-32v宽电压供电,使用arm cortex-a7内核处理器,可编程车载触摸显示屏主要用来实现逻辑处理、各io模块信号接收、指令发出;并实现人机交互,作业参数输入、作业数据统计等功能。
34.本实用新型的控制系统可以安装集成在任何青贮打捆包膜一体机上,实际使用时可以根据实际需求进行调整,而不仅限于本实施方式。
35.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用
新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1