机床的控制装置、控制系统的制作方法
1.本发明涉及进行多边形加工的机床的控制装置、控制系统。
背景技术:
2.以往,存在通过使工具和工件以固定的比率旋转而将工件加工成多边形(polygon)的形状的多边形加工。在多边形加工中,工具刀尖相对于工件描绘椭圆轨道。若变更工件与工具的旋转比以及工具的个数,则椭圆的相位、个数发生变化,能够将工件加工成四边形、六边形等多边形。
3.图7a表示以工件中心为原点时的、工具刀尖相对于工件的移动路径。在该例子中,工件与工具的转速比为1:2,工具数量为2根。工具t1相对于工件的移动路径是轨道1,工具t2相对于工件的移动路径是轨道2。在工件旋转1圈的期间,2根工具t1、t2在工件的周围描绘椭圆轨道,在工件表面形成四边形。图7b是旋转比率为1∶2且工具为3个的情况下的工具t的移动路径。在该情况下,3根工具在工件的周围描绘椭圆轨道,若沿着该轨道对工件表面进行切削,则形成六边形。
4.用于进行多边形加工的工具被称为多边形切割器,由工具主体和安装于工具主体的刀具构成。在专利文献1中记载了如下内容:多边形加工用工具由呈圆环状的切割器主体、3个切削刀片、被设置为分别固定这3个刀片的3个固定用螺栓、以及刀片的刀尖的定位调整用的定位用螺栓构成。
5.在上述专利文献1的加工用工具(相当于多边形切割器)中,在将刀片(相当于刀具)配置、固定于切割器主体的空孔时,一方的切削刀被安装为从工具主体的外周面突出。当利用固定用螺栓固定切削刀时,通过其紧固力,阻止刀片在空孔内的旋转。
6.在专利文献1的加工用工具中,通过做成在切割器主体上安装刀片的结构,由此不增大工具机构就能够使工具直径大直径化,提高多边形加工的精度。另外,通过具备定位用螺栓和固定用螺栓,提高了刀具的定位调整功能。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2018-140482号公报
技术实现要素:
10.发明所要解决的课题
11.在专利文献1的加工用工具中,具备定位螺栓和固定用螺栓,提高了刀具的定位精度,但刀具的安装通过手动进行,因此有时在安装位置产生一些偏移。另外,在多边形加工中,各个刀具一边旋转一边反复进行切削和空转,但由于刀具与工具接触时的负荷,有时也会产生安装位置的偏移、工具变形。安装位置的偏移、工具变形将对加工形状的精度造成影响。
12.如图7a以及图7b所示,多边形加工通过椭圆的组合来制作多边形,因此切削面成
为平缓的曲线,不适合于需要较高的平面度的高精度的加工。多边形加工与利用铣床等的多边形加工相比,加工时间短。因此,在实用上用于即使不是高精度也不会有障碍的部件(螺栓的头部、螺丝刀的钻头等)的加工。
13.然而,如果能够提高多边形加工的精度,则能够以较短的加工时间进行高精度的加工。
14.在多边形加工的领域中,期望提高精度的技术。
15.用于解决课题的手段
16.本发明的一公开是一种控制装置,控制使工件和工具同时旋转而在工件的表面形成多边形的多边形加工,所述控制装置具备:工件轴指令生成部,其生成工件的角速度的指令;工具轴指令生成部,其生成工具的角速度的指令;偏移取得部,其取得与安装于工具的刀具的径向偏移相关的信息;调整量生成部,其基于偏移取得部取得的与刀具的径向偏移相关的信息,生成对工具轴和工件轴中的任一方或双方的位置进行调整的脉冲;以及调整量指令部,其输出脉冲,使工具轴和工件轴、或工具轴和工件轴中的任一方移动。
17.本发明的另一公开是一种控制系统,控制使工件和工具同时旋转而在工件的表面形成多边形的多边形加工,所述控制系统具备:工件轴指令生成部,其生成工件的角速度的指令;工具轴指令生成部,其生成工具的角速度的指令;偏移取得部,其取得与安装于工具的刀具的径向偏移相关的信息;调整量生成部,其基于偏移取得部取得的与刀具的径向偏移相关的信息,生成对工具轴和工件轴中的任一方或双方位置进行调整的脉冲;以及调整量指令部,其按照脉冲,使工件轴和工具轴、或工件轴和工具轴中的任一方移动。
18.发明效果
19.根据本公开,能够提高多边形加工的精度。
附图说明
20.图1是本公开中的数值控制装置的硬件结构图。
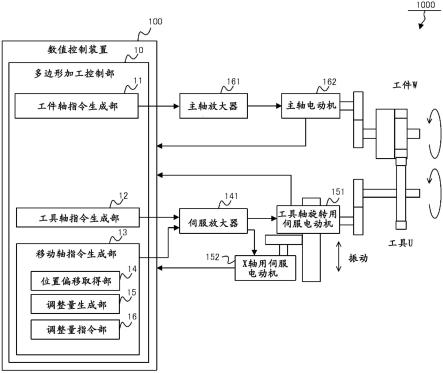
21.图2是本公开中的控制系统的框图。
22.图3a是表示产生了径向偏移的工具的例子的图。
23.图3b是表示产生了径向偏移的工具的例子的图。
24.图4a是说明径向偏移的校正方法的图。
25.图4b是说明径向偏移的校正方法的图。
26.图4c是说明径向偏移的校正方法的图。
27.图5a是表示本公开中的刀具的轨迹变化的图。
28.图5b是表示本公开中的刀具的轨迹变化的图。
29.图6a是说明从试加工的结果得到的工件计算刀具的径向偏移的方法的图。
30.图6b是说明从试加工的结果得到的工件计算刀具的径向偏移的方法的图。
31.图7a是说明以往的多边形加工的图。
32.图7b是说明以往的多边形加工的图。
具体实施方式
33.以下,示出具备多边形加工的调整功能的数值控制装置100的一例。如图1所示,数
值控制装置100具备整体控制数值控制装置100的cpu111、记录程序和数据的rom112、用于暂时展开数据的ram113,cpu111经由总线120读出rom112中记录的系统程序,并按照系统程序控制数值控制装置100的整体。
34.非易失性存储器114例如通过未图示的电池进行备份等,即使数值控制装置100的电源断开也保持存储状态。在非易失性存储器114中存储经由接口115、118、119从外部设备72读入的程序、经由输入部30输入的用户操作、从数值控制装置100的各部、机床200等取得的各种数据(例如设定参数、传感器信息等)。
35.接口115是用于将数值控制装置100和适配器等外部设备72连接起来的接口。从外部设备72侧读入程序、各种参数等。另外,在数值控制装置100内编辑的程序、各种参数等能够经由外部设备72存储在外部存储单元中。plc116(可编程逻辑控制器)通过内置于数值控制装置100的序列程序,在与机床200、机器人、安装于该机床200和该机器人的传感器等装置之间经由i/o单元117进行信号的输入输出来进行控制。
36.在显示部70显示机床200的操作画面、表示机床200的运转状态的显示画面等。输入部30由mdi、操作盘、触摸面板等构成,将作业者的操作输入传递给cpu111。
37.伺服放大器140控制机床200的各轴。伺服放大器140接收来自cpu111的轴的移动指令量,驱动伺服电动机。机床200至少包括工具轴旋转用伺服电动机151、x轴用伺服电动机152(或y轴用伺服电动机)。工具轴旋转用伺服电动机151、x轴用伺服电动机152(或y轴用伺服电动机)内置有位置速度检测器,将来自该位置速度检测器的位置速度反馈信号反馈给伺服放大器140,进行位置速度的反馈控制。
38.数值控制装置100对机床200设定虚拟的坐标系。在以下的说明中,将工件w的中心轴作为z轴,将连结工件中心o和工具中心的轴作为x轴,将与x轴及z轴正交的轴作为y轴进行说明。
39.本公开的机床200至少具备使工具u(工具轴)旋转的工具轴旋转用伺服电动机151和使刀架(以下,作为工具u进行说明)在x轴方向上移动的x轴用伺服电动机152。
40.主轴放大器161接收对机床200的主轴164的主轴旋转指令,驱动主轴电动机162。将主轴电动机162的动力经由齿轮传递至主轴164,主轴164以所指令的旋转速度旋转。主轴164与位置编码器163耦合,位置编码器163与主轴164的旋转同步地输出反馈脉冲,该反馈脉冲由cpu111读取。
41.在主轴164上安装有工件w。主轴164与工具轴的轴向平行,主轴164与工具轴以预定的旋转比旋转。当主轴164和工具轴同时旋转时,安装于工具轴的工具u切削工件表面,在工件表面形成多边形。
42.图2是具备多边形加工的调整功能的控制系统1000的框图。
43.数值控制装置100的cpu111执行记录在rom112等存储装置中的程序来实现框图内的功能。
44.数值控制装置100具备多边形加工控制部10。多边形加工控制部10具备:工件轴指令生成部11,其生成工件轴的旋转指令;工具轴指令生成部12,其生成工具轴的旋转指令;以及移动轴指令生成部13,其生成工具u的移动指令。
45.工件轴指令生成部11生成主轴164的旋转指令。工件轴指令生成部11生成使主轴164以固定的角速度ω旋转的指令,并向主轴放大器161输出。主轴放大器161按照来自工件
轴指令生成部11的指令来控制主轴电动机162。主轴电动机162使主轴164以固定的角速度ω旋转。由此,安装于主轴164的工件w以固定的角速度ω旋转。
46.工具轴指令生成部12生成工具u的旋转指令。工具轴指令生成部12生成使工具u以固定的角速度旋转的指令,并输出到伺服放大器140。伺服放大器140按照来自工具轴指令生成部12的指令来控制工具轴旋转用伺服电动机151。工具轴旋转用伺服电动机151按照伺服放大器140的控制使工具u以固定的角速度旋转。工具u的角速度由工件w与工具u的旋转比决定,在后述的例子中,工具u的角速度为2ω。
47.移动轴指令生成部13生成载置工具u的刀架的移动指令。移动指令控制工具u的x轴方向的移动。
48.x轴方向的指令是刀具的径向的调整量。x轴用伺服电动机152按照调整量指令部16的指令,调整工具轴与工件轴的轴间距离。
49.位置偏移取得部14取得与刀具t的径向偏移相关的信息。刀具t的径向偏移量σ能够通过游标卡尺、光学测定器、图像测量器等测量,但测量方法并不特定。将测量结果输入到位置偏移取得部14。
50.调整量生成部15计算针对各刀具ti的径向偏移量σi的调整量μi,生成与计算出的调整量μi对应的脉冲。
51.调整量指令部16在空转定时的期间向x轴用伺服电动机152输出脉冲。通过脉冲,工具轴在x轴方向上移动。其结果是,能够调整工件轴与工具轴的轴间距离。脉冲使进行下一次切削的刀具(设为ti)的轴间距离变化调整量μi,来校正刀具ti的径向偏移。轴间距离的调整在多边形加工的空转定时进行。空转定时是指,工具u的刀具t不切削工件w而进行空转的时间,不会对切削造成影响。
52.[第一公开的偏移调整方法]
[0053]
对第一公开的偏移调整方法进行说明。作为前提,将进行多边形加工的工具u称为多边形切割器。多边形切割器由切割器主体和刀具构成,在切割器主体上安装刀具来使用。在将刀具安装于切割器主体时,有时会产生径向的安装误差。安装误差对加工精度产生影响。另外,也存在因刀具、轴承的磨损而产生偏移的情况。因磨损而产生的偏移也对加工精度产生影响。
[0054]
以下的式子是调整量μ的计算式。在本公开中,通过使用以下的式子,能够与刀具t的数量n、偏移量σ无关地计算调整量μ。
[0055]
若将使工具t与工件w接近的方向设为正,则针对各刀具ti的径向偏移量σi的调整量μi为:
[0056]
μi=σ
i-1-σi[0057]
(其中,在上式中,μ1=σn﹣σ1,另外,第一次切削的调整量μi为-σi)。
[0058]
若这样计算调整量μi,并通过最初的切削对工具轴的位置进行-σi调整,则刀具ti的偏移量+σi被抵消而成为零。在刀具ti的切削的结束时刻,工具轴的位置的偏移为-σi。若对工具轴的位置进行σi﹣σ
i+1
调整,则工具轴的位置的偏移成为-σ
i+1
,刀具t
i+1
的偏移量+σ
i+1
被抵消而成为零。
[0059]
在刀具t
i+1
的切削结束时刻,工具轴的位置的偏移为-σ
i+1
。若对工具轴的位置进行σ
i+1
﹣σ
i+2
调整,则工具轴的偏移成为-σ
i+2
,刀具t
i+2
的偏移量+σ
i+2
被抵消而成为零。刀具ti旋
转,调整量μi与切削的刀具ti对应地周期性变化。
[0060]
作为具体例,参照图3a~图4c,对2根刀具t1、t2的调整量μ1、μ2的计算方法进行说明。图3a和图3b是等间隔地安装2根刀具的例子。在等间隔地安装2根刀具的情况下,理想的是,如图3a所示,从工具u的中心q到刀具的刀尖的距离为r,但由于某种原因,如图3b所示,有时产生径向偏移(偏移量+σ)。若将附图左侧的刀具设为t1,将附图右侧的刀具设为t2,则刀具t1、t2的径向偏移量(σ1,σ2)=(0,+σ)。
[0061]
在刀具t1、t2的偏移量(σ1,σ2)=(0,+σ)时,根据上式,调整量(μ1,μ2)=(+σ,-σ:仅在第一次切削时为-σ1。参照图4a~图4c具体地进行说明,在第一次切削中用刀具t1进行切削的情况下,刀具t1的偏移量为0,因此不进行校正(图4a)。在第二次切削中利用刀具t2进行切削的情况下,刀具t2在径向上偏移+σ,因此在利用刀具t2切削工件w之前的空转定时使工具u在x轴方向上移动-σ而将偏移量校正为零(图4b)。在第三次切削中,工具u旋转1圈,再次利用刀具t1进行切削。刀具t1的调整量为+σ。因此,在利用刀具t1切削工件w之前的空转定时使工具u在x轴方向上移动+σ,使工具u的移动量返回到0(图4c)。
[0062]
这样,在从刀具t1开始切削的情况下,使工具u按照0、-σ、+σ、-σ、
…
的顺序在x轴方向上移动来校正径向偏移。
[0063]
校正的结果是刀具t的轨迹如图5a和图5b那样变化。
[0064]
图5a的虚线表示理想的多边形加工中的刀具的轨迹,图5a的单点划线表示一方的刀具存在偏移的情况下的刀具的轨迹。在一方的刀具相对于基准的长度r偏移+σ的情况下,刀具的切入量长出σ,因此刀具t相对于工件w描绘图5a的单点划线所示那样的轨迹,从工件中心o到切削面的距离缩短σ。
[0065]
图5b的实线表示在刀具t2切削时使工具移动-σ时的刀具t1、t2相对于工件w的轨道。可知校正后的多边形加工的轨迹与理想的多边形加工的轨迹重叠,遵循相同的轨迹。这样,通过校正工具u的位置,校正刀具t的径向偏移,通过多边形加工形成的四边形s成为大致正方形。
[0066]
[第二公开]
[0067]
[偏移量σ的测定方法]
[0068]
在第二公开中,使用作为试加工的结果而得到的工件w来计算径向偏移量σ。偏移量σ能够通过测量工件w的对置面的距离来进行计算。
[0069]
测量例如由操作员进行。测量设备有游标卡尺、图像测量仪等,但并不限定于此。操作员将测量出的距离输入到输入部30。偏移量σ的计算由位置偏移取得部14进行。
[0070]
参照图6a以及图6b,对偏移量σ的计算方法进行说明。图6a表示由理想的工具u形成的工件w的形状。将用理想的工具u切削时的从工件中心w到工件表面的距离设为l。
[0071]
若工具u的刀尖偏移+σ,则切入深度变深+σ,因此如图6b所示,从工件中心o到工件表面的距离变短+σ。此时,工件的对置面的距离为2l-2σ。由于l是已知的,因此若测定工件的对置面的距离,则能够计算出刀具t的径向偏移量σ。
[0072]
作为一例,对利用2根刀具t形成四边形的例子进行了叙述,但若使用上述方法,则能够与刀具t的数量无关地根据作为试加工的结果而得到的工件w计算刀具t的径向偏移量σ。
[0073]
如以上说明的那样,本公开的数值控制装置100生成与刀具t的径向偏移量σ对应
的脉冲,在工具轴的空转定时使工具u在x轴方向上移动,由此能够不更换刀具t地校正刀具t的径向偏移量。
[0074]
在第二公开的数值控制装置100中,通过测量作为试加工的结果而得到的工件w的对置面的距离,能够计算刀具t的径向偏移量σ。工件w的对置面的距离能够利用游标卡尺等器具进行测量,因此不需要特别的测量设备。
[0075]
以上,对一个实施方式进行了说明,但本发明并不仅限定于上述的公开,能够通过施加适当的变更而以各种方式实施。例如,在本公开中,设为将工件轴设为主轴、将工具轴设为伺服轴的结构,但也可以设为2轴均为主轴的主轴间多边形加工。
[0076]
另外,也可以不是工具轴,而是使工件轴在x轴方向上移动来调整主轴间距离。
[0077]
另外,也可以组合刀具t的旋转方向的偏移的校正和径向的校正。
[0078]
刀具t的偏移通常不仅在径向上产生,在旋转方向上也产生。因此,优选组合双方来进行校正。
[0079]
在旋转方向的偏移的校正中,首先,检测旋转方向的偏移量δ。旋转方向的偏移量例如能够根据作为试加工的结果而得到的工件的角度来进行计算。另外,能够使用负载转矩来检测偏移。此外,也可以使用激光位移计、角度计、图像计量机等直接测量工具u来检测偏移量δ。
[0080]
偏移量δ能够通过使工具轴加速或减速来进行校正。即,在刀具t从基准的相位向正方向偏移的情况下减速,使偏移量成为零。另外,在刀具t从基准的相位向负方向偏移的情况下,进行加速而使偏移量成为零。
[0081]
由于旋转方向的偏移量δ对于每个刀具t而不同,因此若将刀具ti的旋转方向的偏移量设为δi,则在利用刀具ti进行切削之前的空转定时,同时校正旋转方向的偏移量δi和径向的偏移量σi。
[0082]
若同时进行旋转方向的校正和径向的校正,则不用更换刀具就能够提高多边形加工的精度。
[0083]
附图标记说明
[0084]
1000 控制系统
[0085]
100 数值控制装置
[0086]
200 机床
[0087]
10 多边形加工控制部
[0088]
11 工件轴指令生成部
[0089]
13 移动轴指令生成部
[0090]
14 位置偏移取得部
[0091]
15 调整量生成部
[0092]
16 调整量指令部
[0093]
17 转矩检测部
[0094]
111 cpu
[0095]
112 rom
[0096]
113 ram
[0097]
140 伺服放大器
[0098]
151 工具轴旋转用伺服电动机
[0099]
152 x轴用伺服电动机
[0100]
161 主轴放大器
[0101]
162 主轴电动机
[0102]
164 主轴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1