通过固定循环进行加工工具的移动控制的数值控制装置及数值控制方法与流程
1.本发明涉及通过固定循环进行加工工具的移动控制的数值控制装置及数值控制方法。
背景技术:
2.在工件的机械加工中,在利用加工工具对该工件进行反复加工时,已知基于固定循环的数值控制。作为通过这样的固定循环执行的机械加工,例如已知开孔加工、镗削加工、攻丝加工等。
3.在这样的基于固定循环的数值控制中,在1个加工位置(例如孔等)的加工结束时,使加工工具从该加工位置移动到下一个加工位置的移动控制也包含在加工程序中。在这样的加工工具的移动控制中,通常单独执行针对加工工具的移动机构的驱动轴的移动指令,与此相对,有时执行使多个驱动轴的移动指令重复的“重叠控制”。
4.作为这样的重叠控制的一例,在专利文献1中公开了一种高速开孔方式(开孔方法),在使用由数值控制装置控制的机床在工件上开设多个孔的开孔方式中,分别设置用于检测在开孔循环中工具到达了指令孔底位置的孔底用就位宽度、用于检测工具安装轴已被定位在指令开孔位置的定位用就位宽度、以及用于检测工具安装轴到达恢复的退回时的指令位置的退回用就位宽度,将所述定位用就位宽度、退回用就位宽度中的至少一方设定得比所述孔底用就位宽度大,在生成nc程序的各个块的执行形式数据时,对于定位块、退回块,向执行形式数据附加用于识别各个块的数据,在基于该执行形式数据的脉冲分配结束时,基于识别所述定位、开孔、退回的数据判断工具是否达到各个就位宽度,通过达到各个就位宽度来开始执行下一个块。根据该方式,能够不等待各轴向上的工具移动的结束而执行下一个脉冲分配,因此能够缩短用于开始脉冲分配的待机时间,使开孔作业高速化。
5.另外,在专利文献2中公开了一种数值控制装置,其根据重叠指令,在由加工程序指令的1个块的移动指令的分配中,在指定的下一个块的开始定时开始下一个块的移动指令的分配,所述指定的下一个块的开始定时是移动指令分配中的剩余的移动指令量成为设定的量以下时。根据该数值控制装置,在加工程序中的1个块的移动指令的分配过程中,开始下一个块的移动指令的分配,因此加工程序的执行时间变短,而且能够根据重叠指令仅在需要的部位、区间进行重叠处理。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开昭64-27838号公报
9.专利文献2:日本特开平11-39017号公报
技术实现要素:
10.发明所要解决的课题
11.在上述现有的数值控制装置以及数值控制方法中,在1个加工位置的加工结束后向下一个加工位置移动时的重叠控制需要包括该控制开始位置在内预先在加工程序中记述其指令。例如,在专利文献1中,需要预先在加工程序中规定各个就位宽度,在专利文献2中,需要预先设定用于决定下一个块的开始定时的剩余的移动指令量。
12.这样,在加工程序中预先记述重叠控制的开始位置,对于程序生成者来说成为追加的研究事项,成为负担。特别是在实施基于多个固定循环的加工时,需要对各个固定循环中的每一个固定循环单独设定重叠开始位置,负担进一步增加。
13.由于这样的原因,要求一种能够从基于固定循环的加工程序中自动地确定重叠开始位置的数值控制装置以及数值控制方法。
14.用于解决课题的手段
15.本发明的一个方式的通过固定循环进行加工工具的移动控制的数值控制装置具备:主控制部,其基于加工程序对加工装置发出加工指令;加工程序解析部,其预读并解析所述加工程序;加工状态测定部,其测定表示加工中的加工状态的物理量;以及开始位置决定部,其基于所述物理量来决定重叠控制开始位置,所述主控制部在判别为所述加工工具到达了所述重叠控制开始位置的情况下,执行所述加工工具的重叠控制。
16.另外,本发明的一个方式的通过固定循环进行加工工具的移动控制的数值控制方法在预读加工程序并对加工装置发出加工指令时,包含以下步骤:测定表示加工中的加工状态的物理量的步骤;基于所述物理量来决定重叠控制开始位置的步骤;以及在判别为所述加工工具到达了所述重叠控制开始位置的情况下,执行所述加工工具的重叠控制的步骤。
17.发明效果
18.根据本发明的一个方式,构成为测定表示加工中的加工状态的物理量,基于该物理量来决定重叠控制开始位置,在判别为加工工具到达了所述重叠控制开始位置的情况下,执行加工工具的重叠控制,因此能够从基于固定循环的加工程序自动地确定重叠开始位置。
附图说明
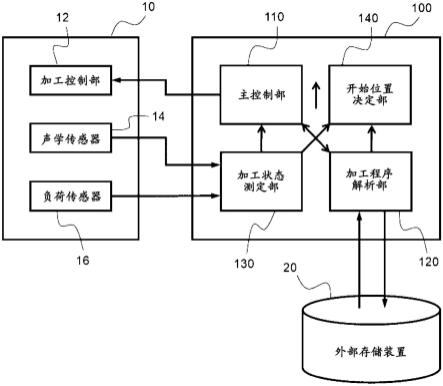
19.图1是表示作为本发明的代表性的一个例子的第一实施方式的通过固定循环进行加工工具的移动控制的数值控制装置与其周边装置的关联的框图。
20.图2是表示第一实施方式的基于固定循环的加工工具的移动控制的一例的局部剖视图。
21.图3a是表示在第一实施方式中测定出的物理量的一例的图表。
22.图3b是表示在第一实施方式中测定出的物理量的一例的图表。
23.图4是表示本发明的第一实施方式的数值控制方法的动作的流程图。
24.图5是表示第一实施方式的变形例的数值控制方法的动作的流程图。
25.图6是表示在本发明的第二实施方式的数值控制装置中测定出的物理量的一例的图表。
26.图7是表示第三实施方式的基于固定循环的加工工具的移动控制的一例的局部剖视图。
具体实施方式
27.以下,与附图一起说明本发明的代表性的一例的通过固定循环进行加工工具的移动控制的数值控制装置以及数值控制方法的实施方式。
28.<第一实施方式>
29.图1是表示作为本发明的代表性的一个例子的第一实施方式的通过固定循环进行加工工具的移动控制的数值控制装置与其周边装置的关联的框图。如图1所示,作为一例,第一实施方式的数值控制装置100具备:主控制部110,其根据加工程序对加工装置发出加工指令;加工程序解析部120,其预读并解析加工程序;加工状态测定部130,其测定表示加工中的加工状态的物理量;以及开始位置决定部140,其基于测定出的物理量来决定重叠控制开始位置。
30.数值控制装置100经由有线或者通信线路等以能够相互通信的方式与执行基于固定循环的加工的加工装置10或外部存储装置20连接,经由主控制部110向加工装置10发出各种控制指令,并且接收由安装在该加工装置10的各种传感器(例如声学传感器14、负荷传感器16)检测出的检测信号。另外,数值控制装置100从外部存储装置20取入记述了加工装置10的控制动作的加工程序,并且根据需要进行上述加工程序的更新。
31.加工装置10例如构成为能够对工件w连续地进行基于固定循环的开孔加工、镗削加工、或攻丝加工等的装置。在加工装置10中设置有:加工控制部12,其对包含驱动部(未图示)的整个装置的动作进行控制,其中,驱动部用于驱动加工工具(参照图2的附图标记t);以及各种传感器(例如声学传感器14、负荷传感器16),其检测表示工件w的加工状态的物理量。在此,作为声学传感器14及负荷传感器16,可例示取得加工装置10的工件w附近的声音数据的麦克风、测定使加工工具t旋转的主轴的转矩的转矩传感器等。
32.主控制部110是对加工装置10发出动作指令信号的单元,基于由加工程序解析部120预读出的加工程序的程序块、由后述的开始位置决定部140决定的重叠控制开始位置的信息等,生成针对加工装置的指令信号。另外,主控制部110也可以具有从加工状态测定部130取得表示各种加工状态的物理量的数据,并基于该物理量来判别加工装置10的动作状态的功能。
33.作为一例,加工程序解析部120包含:通过从外部存储装置20逐次预读加工程序的程序块并进行解析来判别在该预读出的加工程序的程序块中包含怎样的控制指令的功能;以及将预读出的加工程序的程序块暂时存储、保存的功能。然后,加工程序解析部120针对预读出的加工程序的程序块的通常的加工例程,将该程序块发送至主控制部110,并且在预读出的程序块包含重叠控制子例程的情况下,将该程序块发送至主控制部110及后述的开始位置决定部140。另外,加工程序解析部120也可以包含如下功能:通过与外部存储装置20连接,不仅读入加工程序,还基于来自主控制部110的加工结果进行加工程序的追加或修正。
34.作为一例,加工状态测定部130与加工装置10的各种传感器(例如声学传感器14、负荷传感器16)连接,按每个预定的控制时钟接收来自这些传感器的检测信号。并且,将接收到的来自各种传感器的物理量(例如,声学数据或加工工具t的负荷数据)实时地发送至生成并发送控制指令的主控制部110以及决定重叠控制开始位置(参照图2的附图标记po)的开始位置决定部140。
35.开始位置决定部140根据由加工状态测定部130测定出的实时的来自各种传感器的物理量来决定开始重叠控制的重叠控制开始位置po。然后,将开始位置决定部140决定的重叠控制开始位置po发送到主控制部110,接收到该重叠控制开始位置po的主控制部110在判别为加工工具t的位置到达了重叠控制开始位置po的情况下,发送用于执行该加工工具的重叠控制的指令信号。
36.图2是表示第一实施方式的基于固定循环的加工工具的移动控制的一例的局部剖视图。在此,作为代表性的基于固定循环的加工,例示了进行在工件w上连续地形成多个孔h1、h2的钻孔加工的情况。
37.如图2所示,在第一实施方式的加工控制中,首先将加工工具t移动到工件w上的孔h1的加工开始位置ps。此时,加工工具t可以预先处于旋转状态,或者也可以在加工开始位置ps进行旋转。
38.接着,使加工工具t一边旋转一边移动至基准位置pr,在该基准位置pr暂时停止后,沿z方向向工件w切入。此时,加工工具t在与工件w表面的最初的接触位置pp与工件w接触,开始加工。
39.接着,旋转的加工工具t切入至成为预定深度d的孔底位置pz。此时,从接触位置pp到孔底位置pz的切入也可以考虑对加工工具t施加的负荷而分多次进行,但在此例示了通过1次动作切入到孔底位置pz的情况。
40.已结束了到孔底位置pp的开孔加工的加工工具t一边旋转一边沿z方向以快进方式返回至假想为与工件w的表面相同高度的重叠控制开始位置po。在本发明的第一实施方式中,在判别为从孔底位置pz返回的加工工具t到达了重叠控制开始位置po时,通过使加工工具t的z方向的进给与x方向的进给重叠的重叠控制来进行加工工具t的移动控制。
41.即,如图2所示,若是通常,则从孔底位置pz快进返回的加工工具t经过z方向的路径rz移动至返回位置pe’,然后经过x方向的路径rx而快进,移动至下一个孔h2的加工开始位置ps'。与此相对,在重叠控制中,从孔底位置pz快进返回的加工工具t在被判别为返回到重叠控制开始位置po时切换为重叠控制,经过重叠路径ro而快进从而移动至下一个孔h2的加工开始位置pe’。另外,在图2中,作为剖视图对2维下的重叠控制进行了说明,但也可以构成为使xyz各个方向的移动重叠来进行移动控制。
42.图3a以及图3b是表示在第一实施方式中测定出的物理量的一个例子的图表。在第一实施方式中,例示了使用由图1所示的加工装置10的声学传感器14测定出的声音数据的情况。
43.如图3a所示,在第一实施方式的固定循环的加工控制中,声音数据wd1在加工工具t不与工件w接触而移动的期间的第一幅值级别a1、加工工具t与工件w接触并切入的期间的第二幅值级别a2、以及加工工具t从孔底位置pp返回至重叠控制开始位置po的期间的第三幅值级别a3之间推移。
44.即,在图2所示的加工工具t从加工开始位置ps经由基准位置pr到达接触位置pp为止的区间中,声音数据wd1一直以第一幅值级别a1进行推移,当加工工具t在接触位置pp(即时刻tp)与工件w接触而开始切入时,变化为第二幅值级别a2。接着,在到孔底位置pz的切入区间中,声音数据wd1一直以第二幅值级别a2进行推移,在加工工具t到达孔底位置pz后切换为被拔出的工具返回时,变化为第三幅值级别a3。
45.接着,在从孔底位置pz到重叠控制开始位置po(即时刻to)为止的工具返回区间中,声音数据wd1一直以第三幅值级别a3进行推移,当加工工具t的前端从工件w被拔出时,声音数据wd1返回到第一幅值级别a1。之后,由于没有加工工具t与工件w的接触,因此在从重叠控制开始位置po到下一个加工开始位置ps’的区间中,声音数据wd1一直以第一幅值级别a1进行推移。
46.根据以上所述,在第一实施方式中,作为加工中的物理量而测定声音数据wd1,如果能够判别从上述第三幅值级别a3切换为第一幅值级别a1的定时,则能够检测用于在固定循环的加工中直接切换为重叠控制的重叠控制开始位置po。即,本发明的第一实施方式的数值控制装置以如下方式进行动作:测定声音数据wd1作为表示加工中的加工状态的物理量,基于该声音数据wd1决定重叠控制开始位置po,在判别为加工工具t到达了重叠控制开始位置po的情况下,执行重叠控制。
47.在此,作为以上所例示的表示加工状态的物理量,关于声音数据wd1,作为一例,通过麦克风等声学传感器14进行声音收集,因此有时根据声学传感器14配置在加工装置10的哪个位置或哪个区域,取得包含较多噪声等的数据。在这样的情况下,如以下所示,能够例示如下方法:对测定出的声音数据wd1进行频率解析来提取由于加工工具t与工件w的接触而产生的频率成分的代表值。
48.例如,如图3b所示,提取以每个频率的频谱来表现图3a所示的基准位置pr、接触位置pp以及重叠控制开始位置po处的各个声音数据wd1的频率解析数据。根据该频率解析数据,例如在特定的频率k1下的频谱强度超过第一阈值v1的情况下,能够判别为加工工具t与工件w接触。
49.另外,作为另一例,如在接触位置pp的频率解析数据所示,在频率k1周围的几个低频成分超过第二阈值的情况下,能够判别加工工具t是处于切入动作中还是处于工具返回动作中。即,通过设定多个频谱强度的阈值能够推定当前的加工位置。
50.图4是表示本发明的第一实施方式的数值控制方法的动作的流程图。如图4所示,数值控制装置100的加工程序解析部120首先从外部存储装置20预读加工程序的程序块(步骤s10)。
51.接着,由加工程序解析部120解析预读出的加工程序的程序块是包含怎样的动作或指令的程序块(步骤s11)。此时,预读出的程序块暂时积蓄在加工程序解析部120中,如上所述,按每个动作指令发送至主控制部110及开始位置决定部140。
52.接着,主控制部110基于在步骤s11中进行了解析的程序块,发出用于执行基于固定循环的加工动作的指令(步骤s12)。然后,在通常的加工的执行过程中,主控制部110经由加工状态测定部130取得表示加工状态的物理量(声音数据wd1)(步骤s13)。
53.接着,主控制部110基于在步骤s13中取得的物理量,判别加工工具t的当前位置是否为重叠控制开始位置po(步骤s14)。关于此时的判别方法,作为一例,可以采用使用上述图3说明的方法。
54.在步骤s14中,在判别为加工工具t的当前位置未到达重叠控制开始位置po的情况下,返回到步骤s10,反复进行从步骤s10开始的动作。另一方面,在判别为加工工具t的当前位置到达了重叠控制开始位置po的情况下,进入步骤ss而转移到重叠控制子例程。
55.作为一例,作为步骤ss所示的“重叠控制子例程”是图2所示的例如使加工工具t的
z方向的进给与x方向的进给重叠的加工工具t的移动控制。这样的“重叠控制子例程”能够应用以往公知的方法,因此在此省略说明。
56.图5是表示第一实施方式的变形例的数值控制方法的动作的流程图。如图5所示,数值控制装置100的加工程序解析部120与图4的情况相同。从外部存储装置20预读加工程序的程序块(步骤s20)。
57.接着,由加工程序解析部120解析预读出的加工程序的程序块是包含怎样的动作或指令的程序块(步骤s21)。接着,主控制部110基于在步骤s11中进行了解析的程序块,发出用于执行基于固定循环的加工动作的指令(步骤s22)。
58.接着,在通常的加工的执行过程中,主控制部110经由加工状态测定部130取得表示加工状态的物理量(声音数据wd1)(步骤s23),基于在步骤s23中取得的物理量,判别加工工具t是否与工件w最初接触(即,是否达到图2所示的接触位置pp)(步骤s24)。
59.关于此时的判别方法,作为一个例子,可以举出在图3(a)所示的声音数据wd1中检测在最初接触工件的接触位置pp成为第二幅值级别a2的瞬间的方法等。另外,也可以使用上述图3(b)所示的频率解析来判别是否为接触位置pp。
60.在步骤s24中,在判别为加工工具t未最初与工件w接触的情况下,返回到步骤s20,反复进行从步骤s20开始的动作。另一方面,在判别为加工工具t尚未与工件w接触的情况下,进入步骤s25。
61.接着,开始位置决定部140通过运算来决定成为之后切换为重叠控制的判别指标的重叠控制开始位置po,并将决定的重叠控制开始位置po的信息发送至主控制部110(步骤s25)。此时,作为用于决定重叠控制开始位置po的方法,例如,因为将从工件w的表面到孔底位置pz的距离(深度)d决定为控制值,因此作为累计距离,能够运算为“po=pp+2d”。
62.接着,主控制部110发出继续进行基于当前程序块的加工动作的指令(步骤s26),之后,取得加工控制状态下的加工工具t的当前位置(步骤s27)。然后,主控制部110判别所取得的当前位置是否与在步骤s25中运算出的重叠控制开始位置po一致(步骤s28)。
63.在步骤s28中,在判别为加工工具t的当前位置与重叠控制开始位置po不一致的情况下,返回步骤s26,反复进行从步骤s26开始的动作。另一方面,在判别为加工工具t的当前位置与重叠控制开始位置po一致的情况下,进入步骤ss而转移到重叠控制子例程。然后,与图4的情况同样地,在执行了重叠控制子例程之后,结束流程。
64.如上所述,本发明的第一实施方式的数值控制装置以及数值控制方法构成为,测定表示加工中的加工状态的物理量,基于该物理量来决定重叠控制开始位置,在判别为加工工具到达了上述重叠控制开始位置的情况下,执行加工工具的重叠控制,因此能够从基于固定循环的加工程序自动地确定重叠开始位置。
65.另外,在第一实施方式中,例示了使用声学传感器14取得声音数据wd1的情况,但作为同样的数据,例如也可以采用在加工装置10安装振动传感器来取得振动数据的情况。在该情况下,能够直接安装在加工装置10的结构要素上,因此能够取得噪声少的数据。
66.<第二实施方式>
67.图6是表示在本发明的第二实施方式的数值控制装置中测定出的物理量的一例的图表。另外,在第二实施方式中,对于在图1~图5所示的框图或流程图等中,可采用与第一实施方式相同或共通的结构的部分标注相同的附图标记并省略它们的重复说明。
68.在第二实施方式的固定循环的加工控制中,代替由声学传感器14测定的声音数据wd1,直接取得表示加工中的加工工具t的状态的物理量。作为这样的物理量,作为一例,将用于使加工工具t旋转的主轴上设置的转矩传感器测定出的加工过程中的转矩作为负荷数据wd2来使用。
69.如图6所示,负荷数据wd2在加工工具t不与工件w接触而移动的期间的第一幅值级别a1、加工工具t与工件w接触而切入的瞬间的接触位置pp(即,时刻tp)处的负荷即第二幅值级别a2、加工工具t最深地切入工件w的孔底位置pz处的负荷即第三幅值级别a3、以及加工工具t从孔底位置pp返回到重叠控制开始位置po(即时刻to)的期间的第四幅值级别a4之间推移。
70.即,在图2所示的加工工具t从加工开始位置ps经由基准位置pr到达接触位置pp为止的区间中,负荷数据wd2一直以第一幅值级别a1进行推移,当加工工具t在接触位置pp与工件w接触而开始切入时,变化为第二幅值级别a2。接着,在到孔底位置pz为止的切入区间,负荷数据wd2从第二幅值级别a2连续地增加到第三幅值级别a3。之后,当加工工具t到达孔底位置pz后切换为被拔出的工具返回时,变化为第三幅值级别a4。
71.接着,在从孔底位置pz到重叠控制开始位置po为止的工具返回区间中,负荷数据wd2一直以第三幅值级别a4进行推移,当加工工具t的前端被从工件w拔出时,负荷数据wd2返回到第一幅值级别a1。之后,由于没有加工工具t与工件w的接触,因此在从重叠控制开始位置po到下一个加工开始位置ps’为止的区间,负荷数据wd2一直以第一幅值级别a1进行推移。
72.根据以上所述,在第二实施方式中,作为加工中的物理量而测定负荷数据wd2,如果能够判别从上述第四幅值级别a4切换为第一幅值级别a1的定时,则能够检测在固定循环的加工中用于直接切换为重叠控制的重叠控制开始位置po。即,本发明的第一实施方式的数值控制装置以如下方式进行动作:测定声音数据wd2来作为表示加工中的加工状态的物理量,基于该声音数据wd2决定重叠控制开始位置po,在判别为加工工具t到达了重叠控制开始位置po时,执行重叠控制。
73.如上所述,本发明第二实施方式的数值控制装置及数值控制方法除了第一实施方式中得到的效果以外,还能够直接测定表示加工工具的加工状态的物理量,因此能够更精密地确定向重叠控制的转移定时。
74.<第三实施方式>
75.图7是表示第三实施方式的基于固定循环的加工工具的移动控制的一例的局部剖视图。另外,在第三实施方式中,对于在图1~图5所示的框图、流程图等中,能够采用与第一实施方式相同或者共通的结构的部分,标注相同的附图标记并省略它们的重复说明。
76.如图7所示,在第三实施方式的加工控制中,与第一实施方式的情况同样地,加工工具t经由加工开始位置ps移动到基准位置pr。此时,加工工具t可以预先处于旋转状态,或者也可以在加工开始位置ps进行旋转。
77.接着,加工工具t一边旋转一边在接触位置pp与工件w接触并沿z方向切入,切入至成为预定深度d的孔底位置pz。此时,与第一实施方式的情况同样地,关于从接触位置pp到孔底位置pz的切入,可以考虑对加工工具t施加的负荷而分多次来进行。
78.结束了到孔底位置pz为止的开孔加工的加工工具t一边旋转一边沿z方向以快进
方式返回至与工件w的表面相同的高度。此时,在第三实施方式中,通过运算求出对于在第一实施方式中示出的重叠控制开始位置po在拉拔方向(z方向)上加上预定的余量移动量m而得到的带有余量的控制开始位置po’,将该带有余量的控制开始位置po’作为重叠控制开始的判别指标。
79.即,在第三实施方式中,在判别为从孔底位置pz返回的加工工具t到达了带有余量的控制开始位置po’时,通过使加工工具t的z方向的进给与x方向的进给重叠的重叠控制来执行加工工具t的移动控制。由此,在第一实施方式中,假想重叠控制开始位置po位于工件w的表面,与此相对,在第三实施方式中,重叠控制的开始位置成为从工件w的表面离开了余量移动量m的位置。
80.如上所述,本发明的第三实施方式的数值控制装置及数值控制方法除了第一及第二实施方式中得到的效果以外,通过将重叠控制的开始位置设为从工件表面离开了余量移动量的位置,在重叠控制中重叠了x方向的移动成分时,能够降低加工工具与工件表面发生干涉的风险。
81.此外,本发明并不限于上述实施方式,能够在不脱离主旨的范围内适当地进行变更。本发明在本发明的范围内,能够进行实施方式的任意的结构要素的变形、或者实施方式的任意的结构要素的省略。
82.附图标记的说明
83.10加工装置
84.12加工控制部
85.14声学传感器
86.16负荷传感器
87.20外部存储装置
88.100数值控制装置
89.110主控制部
90.120加工程序解析部
91.130加工状态测定部
92.140开始位置决定部
93.ps加工开始位置
94.pr基准位置
95.pp接触位置
96.pz孔底位置
97.po重叠控制开始位置
98.po’带有余量的控制开始位置po’。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1