一种温度控制系统及方法与流程
1.本发明属于板材加工技术领域,具体涉及一种温度控制系统及方法,用于板材净化过程中保温箱的温度控制。
背景技术:
2.现有技术中通过加热的方式加快板材中甲醛的释放,以达到净化板材的目的,具体实施过程采用的是将板材置于保温箱中,对保温箱内进行加热加速甲醛释放,以达到一定的净化效果,加热一般采用导热油管进行热交换的方式,这种方式具有较高的热效率,能够快速进行热交换,但是对于加热保温箱来说,这种方式对温度的控制精度不高,可能导致板材变形损坏。
技术实现要素:
3.本发明提供一种温度控制系统,以解决上述问题,包括导热油加热器、与所述导热油加热器连接的加热油管以及保温箱,所述加热油管设置在所述保温箱内,所述加热油管上设置有比例阀,所述控制系统还包括输入单元、温度传感器、调温执行器和控制器,所述控制器接收所述输入单元和温度传感器的信号并输出所述比例阀的控制信号。
4.一种温度控制系统,包括导热油加热器、与所述导热油加热器连接的加热油管以及保温箱,所述加热油管设置在所述保温箱内,所述控制系统还包括输入单元、温度传感器、调温执行器和控制器,所述控制器接收所述输入单元和温度传感器的信号并输出所述控制信号,用以控制所述调温执行器。
5.进一步地,所述调温执行器包括设置在加热油管上的比例阀,和/或出风口设置在所述加热油管下方、进风口设置在所述保温箱上部的循环风机。
6.进一步地,还包括以下步骤:
7.s1、设置目标温度值;
8.s2、获取检测温度值;
9.s3、计算所述检测温度值与所述目标温度值的比值;
10.s4、根据所述比值确定控制信号;
11.s5、根据所述控制信号控制所述调温执行器;
12.s6、按照预设时间间隔重复执行步骤s2、s3、s4、s5,直到所述比值等于1。
13.进一步地,所述控制信号包括开度控制信号和/或功率控制信号,所述控制信号用于调节所述比例阀的开阀量和/或循环风机的输出功率,所述比例阀的开阀量与循环风机的输出功率的变化趋势相同;
14.进一步地,所述比值与比例阀的开阀量满足以下关系:
[0015][0016]
其中r表示所述比值,k表示所述比例阀的开阀量,k
max
表示比例阀的最大开阀量,ki
为精控区间对应的精控开阀量,(0,a0]为粗控区间,(a0,+∞]为精控区间,所述a0为根据历史数据拟合的临界值。
[0017]
进一步地,所述r∈(a0,+∞],k=ki,具体为:
[0018][0019]
其中k1>k2>k3>k4,a0<a1<a2<a3。
[0020]
进一步地,当k=k1时,对应保温箱内温度升高的速度为v1;
[0021]
当k=k2时,对应保温箱内温度升高的速度为v2;
[0022]
当k=k3时,对应保温箱内温度升高的速度为v3;
[0023]
当k=k4时,对应保温箱内温度升高的速度为v4;
[0024]
其中,v1>v2>v3>v4。
[0025]
进一步地,所述k
max
、k1、k2、k3、k4每相邻两个值的差值之间满足等差关系,即:
[0026]kmax-k1=k
1-k2+δ;
[0027]k1-k2=k
2-k3+δ;
[0028]k2-k3=k
3-k4+δ。
[0029]
进一步地,所述比值与循环风机的输出功率满足以下关系:
[0030][0031]
其中r表示所述比值,p表示所述循环风机的输出功率,pe表示循环风机的额定功率,pi为精控区间对应的精控输出功率,(0,a0]为粗控区间,(a0,+∞]为精控区间,所述a0为根据历史数据拟合的临界值。
[0032]
进一步地,所述r∈(a0,+∞],p=pi,具体为:
[0033][0034]
其中p1>p2>p3>p4,a0<a1<a2<a3。
[0035]
当p=p1时,对应保温箱内温度升高的速度为v1;
[0036]
当p=p2时,对应保温箱内温度升高的速度为v2;
[0037]
当p=p3时,对应保温箱内温度升高的速度为v3;
[0038]
当p=p4时,对应保温箱内温度升高的速度为v4;
[0039]
其中,v1>v2>v3>v4。
[0040]
所述pe、p1、p2、p3、p4每相邻两个值的差值之间满足等差关系,即:
[0041]
p
e-p1=p
1-p2+δ;
[0042]
p
1-p2=p
2-p3+δ;
[0043]
p
2-p3=p
3-p4+δ。
[0044]
本发明具有以下有益效果:提供一种温度控制系统计方法,将目标温度值和检测温度值进行对比,得到二者的比值,并以比值为控制逻辑的基础因素,对控制加热油管流量的比例阀开度进行控制,通过控制器接收温度信号,进行比较计算输出控制信号,实现自动、实时的温度控制,能够提高保温箱内温度控制的精度,降低板材变形的可能性,确保甲醛净化的有效实时。
附图说明
[0045]
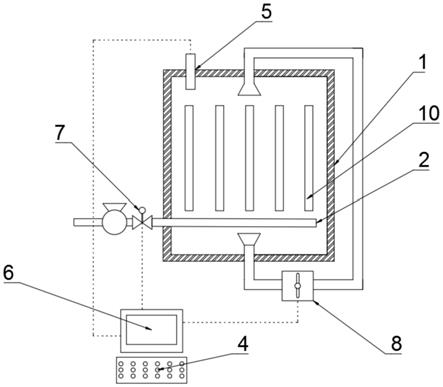
图1为本发明实施例中温度控制系统示意图;
[0046]
图2为本发明实施例中加热油管结构示意图;
[0047]
图3为本发明实施例中温度控制方法示意图;
[0048]
图4为本发明实施例中开阀量变化柱状示意图;
[0049]
图5为本发明实施例中输出功率表变化柱状示意图;
[0050]
附图说明:1-保温箱,2-加热油管,3-导热油加热器,4-输入单元,5-温度传感器,6-控制器,7-比例阀,8-循环风机,9-可变频泵,10-板材。
具体实施方式
[0051]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。若未特别指明,实施例中所用的技术手段为本领域技术人员所熟知的常规手段。
[0052]
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0053]
经研究,本发明中的板材10包括颗粒板、实木板以及层压板等类型,因此根据分析所述临界值a0与板材10的种类、密度、厚度等因素相关,在对颗粒板进行实验与研究的情况下,发现当a0=0.5时,保温箱1内的温度越高,板材10变形越剧烈,因此在对保温箱1中的颗粒板进行除甲醛处理时,选取a0=0.5,其对应的粗控区间为(0,0.5]的区间,所述精控区间为(0.5,+∞]。
[0054]
作为优选的方案,本发明将精控区间分为四个区间,包括第一精控区间(a0,a1],第二精控区间(a1,a2],第三精控区间(a2,a3],第四精控区间(a3,+∞),相对比现有技术中的三个区间,能够更加精确的控制所述保温箱1内的温度,使其在满足升温除甲醛的同时,减少板材10的形变率与开裂度。
[0055]
作为优选的方案,所述板材10的摆放方式参考申请号为cn202121451608.8名称为:一种木基材料板晾板架实用新型专利,板材10放置于木基材料板晾板架上,呈竖直状态,当需要对其进行高温除甲醛时,需要满足:
[0056]
保温箱1内温度升高的速度v1>v2>v3>v4;
[0057]
比例阀7的开阀量k1>k2>k3>k4;
[0058]kmax-k1=k
1-k2+δ;
[0059]k1-k2=k
2-k3+δ;
[0060]k2-k3=k
3-k4+δ。其中δ为根据板材的种类、密度、厚度等确定的公差。
[0061]
循环风机8的输出功率p1>p2>p3>p4;
[0062]
p
e-p1=p
1-p2+δ;
[0063]
p
1-p2=p
2-p3+δ;
[0064]
p
2-p3=p
3-p4+δ。其中δ为根据板材的种类、密度、厚度等确定的公差。
[0065]
所述第一精控区间为(a0,a1],第二精控区间为(a1,a2],第三精控区间为(a2,a3],第四精控区间为(a3,+∞),所述a0<a1<a2<a3;
[0066]
循环风机8与比例阀7的变化趋势相同,保证在升温时:
[0067]
当比例r位于粗控区间(0,a0]时,此时比例阀7的开阀量最大,循环风机8的输出功率为额定功率,循环风机8出风口加热油管2下,出风口的风经过加热油管2后吹向保温箱1内腔中,从而将加热油管2的热量均匀传导至在保温箱1中,使得竖直放置的板材10的上部也能够均匀受热,进而能够保证位于保温箱1内的板能够快速升温,粗控区间对应的温度升速快,相应的作用于板材10上的热交换也相对快速。
[0068]
当比例r位于精控区间为(0.5,+∞],此时比例阀7的开阀量逐渐较少,直至为0%,精控区间对应的温度升速越来越缓慢,相应的作用于板材10上的热交换也相对缓和,相应的循环风机8的输出功率也逐渐降低,直至为0,通过双向控制,保证竖直放置的板材10均匀受热以达到除甲醛的目的同时,降低板材10形变与开裂的概率。
[0069]
如图1-所示,一种温度控制系统,包括导热油加热器3、与导热油加热器3连接的加热油管2以及保温箱1,加热油管2设置在保温箱1内,加热油管2上设置有比例阀7,控制系统还包括输入单元4、温度传感器5和控制器6,控制器6接收输入单元4和温度传感器5的信号并输出比例阀7的控制信号。
[0070]
这里的比例阀7可以采用电动比例阀7或者电磁比例阀7,比例阀7设置在导热油加热器3和保温箱1之间,避免受到保温箱1内高温高湿环境的影响,可以确保其控制精度、耐久性等;输入单元4可以采用常规的人体学输入设备,向控制器6输入目标温度值,温度传感器5检测保温箱1内的当前温度值,将检测结果发送给控制器6,控制器6向比例阀7发送控制信号以控制比例阀7的开度,加热油管2位于保温箱1内的部分,在其外表面设置散热片,加快加热油管2与保温箱1内空气热交速率,以缩短整个温度控制过程的时长,也即缩短了板材10净化的时长,有利于提高产能;控制器6采用可编程逻辑控制器6即plc,基于本系统的基础参数和控制逻辑相对简单,采用plc可以充分发挥其可靠性的特点,提升系统整体鲁棒性。
[0071]
导热油加热器3可以采用专门的加热器,也可以采用锅炉的方式,对导热油进行加热,一般情况下,加热油管2中的热油进入保温箱1时的温度在220℃左右。
[0072]
作为优选的方法,所述温度控制系统还包括可变频泵9,所述可变频泵9位于保温箱1外的油管管道上,用于输送油液以及使油液增压。
[0073]
作为优选的方案,温度控制系统还包括循环风机8,循环风机8通过控制器6输出信号进行控制。
[0074]
作为优选的方案,循环风机8出风口设置在加热油管2下方,循环风机8进风口设置在保温箱1上部,将循环风机8的出风口置于加热油管2下方,加快加热油管2附近的空气流速,进一步加快热交换的效率,保温箱1内的空气在进风口和出风口之间循环流动,让整个
保温箱1内的空气流动起来,形成热循环,能够确保箱体内部温度均匀分布,有利于保护板材10不会因为局部温度分布不均导致的变形。
[0075]
本发明还提供一种温度控制方法,用于保温箱1温度控制,包括以下步骤:
[0076]
s1、设置目标温度值;
[0077]
s2、获取检测温度值;
[0078]
s3、计算检测温度值与目标温度值的比值;
[0079]
s4、预设与比值对应的比例阀7开度控制信号;
[0080]
s5、根据计算得到的比值确定比例阀7开度控制信号,通过比例阀7开度控制信号控制比例阀7的开度;
[0081]
s6、按照预设时间间隔重复执行步骤s2、s3、s4、s5,直到比值等于1。
[0082]
通过输入单元4设置目标温度值,通过温度传感器5检测保温箱1内检测温度值,两个值以信号传输的方式发送给控制器6,控制器6计算检测温度值与目标温度值的比值,比值反应的是当前温度与目标温度的差距,一般来说,这个值是0到1之间的某个值,随着净化作业的进行,可以大致预知的是,净化作业在初次进行的情况下,保温箱1内温度接近于当前室温,一般在20℃左右,冬夏两季存在一定偏差,假设目标温度值设置为100℃,那么二者的比值为0.2,其代表的含义显而易见的是,检测温度值与目标温度值相差较大,可以理解的是比值等于1是整个温度控制过程的最终结果,随着净化作业的进行,保温箱1内温度在一定时间后达到目标温度即100℃,保温阶段保温箱1内温度变化较小,可以通过少量的热补偿即可实现恒温。
[0083]
保温箱1的工作温度一般在60℃-120℃,具体的控制方式是通过调节比例阀7的开度,从而控制加热油管2中热油的流量,进而控制热交换的速率。
[0084]
作为优选的方案,检测温度值为保温箱1内多个测点测得温度值的平均值,热交换是一个过程,加热油管2附近的空气温度先升高,随着时间的推移,逐步扩散到整个保温箱1,那么为了温度检测的准确性,可以设置多个温度传感器5进行检测,并且将温度传感器5设置在远离加热油管2的位置,求取多个测点的平均温度,以确保所测的温度更接近于实际温度,从而提供温度控制的准确性。
[0085]
作为优选的方案,将比值分为若干个等级,一个等级的比值对应一个比例阀7开度控制信号,对于板材10来说,在加热条件下,可能产生形变,一个平稳的加热状态能够很好的对板材10进行形变保护。
[0086]
优选的,比值与比例阀7的开度满足以下关系:
[0087][0088]
其中r表示比值,k表示比例阀7的开度,k
max
表示比例阀7的最大开度。
[0089]
在加热过程初期,保温箱1内的温度在板材10的耐受范围内,几乎不会发生形变,此时可以更多的考虑节省时间成本,加快热交换速率,那么加热初期可以的热交换速率可以控制在一个较高的水平,比例阀7达到最大开度,当加热到一定程度后,板材10变形风险
增大,此时降低热交换速率,以保护板材10为指导进行升温。
[0090]
作为优选的方案,比例阀7最大开度为90%。
[0091]
作为优选的方案,步骤s4还包括:预设与比值对应的循环风机8控制信号,循环风机8控制信号控制循环风机8的开闭和输出功率。
[0092]
作为优选的方案,比值与循环风机8的开闭和输出功率满足以下关系:
[0093][0094]
其中xn表示循环风机8开启,xf表示循环风机8关闭,p表示循环风机8输出功率,pe表示循环风机8额定功率。
[0095]
循环风机8出风口设置在加热油管2下方,起到加速热交换的作用,根据上述实施例中以保护板材10和缩短净化过程二者为主要考虑因素的策略,循环风机8的开闭和输出功率控制也采用相同的思路,在加热初期循环风机8以额定功率工作,输出最大风量,加大热交换速率,当温度达到可能影响板材10变形时,降低输出功率,以降低热交换的效率,当然循环风机8的常开是有必要的,目的在于保证保温箱1内的温度均匀分布,避免板材10因为表面受热不均导致变形,当然当保温箱1内温度达到目标温度后,热交换处于一个较低的平稳的状态,那么可以关闭循环风机8,达到节能的效果,这里所说的可能影响板材10变形的温度并非定值,不同的板材10材质、密度、厚度等都存在影响,这里可以通过有限次的实验得到相应的数据,以指导温度控制的策略,在设备研发过程中,充分考虑各个因素对温度控制的影响,可能建立完善的温度控制数字模型,有利于板材10净化相关产业的发展。
[0096]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1