一种炉体变容积控制方法
1.本发明涉及涂层烘干技术领域,尤其涉及一种炉体变容积控制方法。
背景技术:
2.工件涂层烘干生产过程中,需经具有循环热风的炉体烘干。应用于烘干的炉体为固定容积式,循环热风对固定容积炉体内的工件涂层烘干时,其所携带的热量一部分对流换热给涂层,其他的热量一部分再次经历循环,另一部分耗散到涂层外的炉体内。
3.固定容积式炉体利用带有热量的循环热风给涂层进行烘干时,由于工件涂层所需烘干的热量一定,其余热量的热风再次经历循环并消耗功量。由于烘干炉体容积一定,为使炉内达到所需温度,其热量除了对流换热给工件涂层外还存在一部分热量用于维持炉内空间的温度。这些对于工件涂层烘干存在着能耗浪费,同时也加剧了温室气体排放。
4.目前工件涂层烘干生产的炉体为固定容积式,在进行涂层烘干生产过程中,对于满足工件涂层热量的炉体尚未通过炉体变容积的控制方式来管理热量。
技术实现要素:
5.针对上述问题,本发明的目的在于提供一种炉体变容积控制方法,对工件进行受力分析并建立了工件的悬垂度模型,并根据功量关系建立动力学模型,并据此建立了时变的状态模型,形成一套基于非线性的控制控制模型来实现炉体变容积的稳定调控。本发明能够根据工件悬垂度依据炉体变容积控制模型对炉体容积实施稳定变容积调控,从而满足工件涂层烘干所需的热量,节约能耗并减少温室气体排放。
6.本发明采用的技术方案如下:
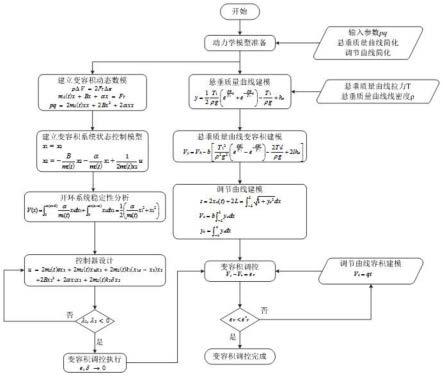
7.本发明所提出的一种炉体变容积控制方法,具体包括以下步骤:
8.s1、受力模型简化分析及动力模型准备;
9.s2、建立炉体变容积动态模型及悬垂质量曲线模型;
10.s3、建立炉体变容积系统的状态控制模型并建立悬垂质量曲线变容积模型;
11.s4、分析状态控制模型的开环稳定性并建立调节曲线弧长与炉体变容积的模型关系;
12.s5、根据系统状态控制模型及非线性控制模型设计控制器;
13.s6、应用控制器调控炉体容积变化并满足控制目标。
14.进一步的,所述步骤s1具体包括:根据涂层工件悬垂度将其简化为悬垂质量曲线,并将用于炉体变容积的调节工件简化为调节曲线;其中炉体变容积控制模型的输入由不可压缩工质实现,工质压力和流量分别记为p和q,为动力学建模做准备。
15.进一步的,所述步骤s2具体包括:根据步骤s1的动力学模型准备来建立炉体变容积的动态数模及悬垂质量曲线;其中,变容积动态数模的分析过程如下:工质流动将其推进功转化为机械功,建立动态方程pδv=2f
t
δx
16.[0017][0018][0019][0020]
其中δv为变化的容积,f
t
为一侧滑块拉力,δx为一侧滑块的位移,m
l
(t)为一侧滑块随时间变化的质量,为一侧滑块的加速度,为一侧滑块的速度,x为一侧滑块的位移,α为一侧滑块的弹簧刚度,b为一侧滑块的阻尼系数;
[0021]
悬垂质量曲线的建模过程分析如下:
[0022]
其中t为入口侧工艺辊上悬垂质量曲线接触点b
′
处切线方向拉力,g为一半的悬垂质量曲线段的重力,t1为悬垂质量曲线段水平拉力,α为b
′
处切线方向拉力t与水平方向的夹角,假设悬垂质量曲线段做匀速运动,对其进行受力分析:
[0023][0024]b′
处悬垂质量曲线段斜率为g=ρgs,其中ρ为悬垂质量曲线的线密度,g为重力加速度,s为悬垂质量曲线的弧长,且因此有
[0025][0026][0027][0028][0029][0030][0031][0032][0033][0034]
其中,y为悬垂质量曲线函数,它是坐标x的函数;c1为待定系数;
[0035]
在坐标原点处,y
′
(0)=0,因此有,c1=0,则
[0036][0037][0038]
其中c2为待定系数;在坐标原点处,y(0)=ho≠0,因此有,则
[0039][0040]
其中ho为坐标原点处悬垂度。
[0041]
进一步的,所述步骤s3具体包括:根据步骤s2的炉体变容积动态数模和悬垂质量曲线变容积建模,分别建立炉体变容积系统的状态控制模型及悬垂质量曲线变容积模型;
[0042]
其中,建立变容积系统状态控制模型的分析过程包括:
[0043][0044][0045]
令pq=u,x1=x,则有
[0046][0047][0048]
悬垂质量曲线变容积建模的分析过程包括:
[0049][0050]
其中,vy为悬垂质量曲线上部的炉体容积,vh是炉体上部空间容积;l为一半炉体长度,b为炉体内部空间宽度。
[0051]
进一步的,所述步骤s4具体包括:根据步骤s3的炉体变容积系统状态控制模型及悬垂质量曲线变容积建模的分析过程,分析炉体变容积系统状态控制模型的开环稳定性并建立调节曲线弧长与炉体变容积的模型关系;其中,炉体变容积系统状态控制模型的开环稳定性分析过程包括:
[0052]
[0053][0054]
令x1=x;
[0055][0056][0057][0058][0059][0060][0061][0062]
调节曲线弧长与炉体变容积的模型关系的分析过程包括:
[0063]
调节曲线数模同带悬质量垂曲线数模,则有
[0064][0065]
其中vc为炉体变容积,t为时间,yc为调节曲线函数;调节曲线弧长与调节曲线方程一阶导数的关系为
[0066]
[0067]
其中xu(t)代表一侧滑块的位移;炉体变容积与调节曲线方程的关系
[0068][0069]
调节曲线方程与自身一阶导数的关系
[0070][0071]
综上所述,调节曲线弧长、炉体变容积都建立了与调节曲线方程的关系,从而就建立调节曲线弧长与炉体变容积直接的关系
[0072][0073][0074][0075]
进一步的,所述步骤s5具体包括:根据步骤s4的分析炉体变容积系统状态控制模型的开环稳定性及调节曲线弧长与炉体变容积的模型关系设计炉体变容积的控制模型,即根据状态控制模型及非线性方法设计控制器;炉体变容积的控制模型即控制器的设计过程包括:
[0076]
目标:改变u使得ml(t)按指定轨迹运动,即x1→
x
1d
[0077]
引入e:error
[0078]
e=x
1d-x1[0079]
目标变为e
→
0(x
1d
→
x1)
[0080][0081]
寻找lyapunov函数,
[0082][0083][0084]
希望于是令
[0085]
x
1d-x2=-k1e(k1>0)
[0086]
使得
[0087][0088]
设x
2d
为x2的期望目标
[0089][0090]
新目标:x2→
x
2d
,引入误差函数
[0091]
δ=x
2d-x2[0092]
[0093][0094][0095]
目标变化为e,δ
→
0,寻找lyapunov函数,令
[0096][0097][0098]
为使令
[0099][0100]
于是有
[0101][0102][0103]
于是得控制器u,其为
[0104][0105]
进一步的,所述步骤s6具体包括:根据步骤s5的炉体变容积控制模型去调控炉体容积变化直至满足炉体变容积的使用要求;这其中包括炉体变容积控制模型即控制器是否稳定,当λ1,λ2<0时,满足控制器稳定性随即可取控制炉体容积变化,当不满足炉体变容积控制模型稳定性时需重新设计炉体变容积控制模型,直至满足稳定性;当变容积调控满足误差要求时,即ev<e
*v
,变容积调控完成。
[0106]
与现有技术相比,本发明具有以下有益效果:
[0107]
1、本发明根据两类曲线的悬垂度和功量关系建立炉体变容积的控制策略,为实现炉体变容积的控制提供了一种方案。
[0108]
2、本发明根据工件垂度适时调整炉体变容积,对于涂层烘干所需的热量提出了一种适应工件悬垂度的炉体容积变化的基于非线性控制的解决方案。
附图说明
[0109]
图1是本发明一种炉体变容积控制方法的流程图;
[0110]
图2是本发明一种炉体变容积控制方法的步骤图;
[0111]
图3是本发明一种炉体变容积控制方法的建模原理图;
[0112]
图4是本发明一种炉体变容积控制方法的受力分析图(一);
[0113]
图5是本发明一种炉体变容积控制方法的受力分析图(二);
[0114]
图6是本发明一种炉体变容积控制方法中实例1对应的炉体变容积响应曲线图;
[0115]
图7是本发明一种炉体变容积控制方法中实例2对应的炉体变容积响应曲线图。
[0116]
其中,附图标记:1-出口侧阻尼;2-出口侧弹簧;3-出口侧控制质量;4-出口侧调节辊;5-调节曲线;6-不可压缩工质;7-入口侧调节辊;8-入口侧控制质量;9-入口侧弹簧;10-入口侧阻尼;11-入口侧工艺辊;12-悬垂质量曲线;13-变容积炉体;14-出口侧工艺辊;15-出口侧控制质量滑块;16-入口侧控制质量滑块。
具体实施方式
[0117]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0118]
本发明所提出的一种炉体变容积控制方法,如附图1和2所示,具体包括以下步骤:
[0119]
步骤s1,根据涂层工件垂度将其简化为悬垂质量曲线,并将用于炉体变容积的调节工件简化为调节曲线,如图3中的标号12、5所示。炉体变容积控制模型的输入由不可压缩工质实现,工质压力和流量分别记为p和q,为动力学建模做准备。
[0120]
步骤s2,根据步骤s1的动力学模型准备来建立炉体变容积的动态数模及悬垂质量曲线。建立变容积动态数模的理论模型如图3所示,中间变量f
t
为一侧滑块拉力,即用于建立动态方程,其受力分析如图4所示,该变容积动态数模的分析过程如下:工质流动将其推进功转化为机械功,建立动态方程pδv=3f
t
δx
[0121][0122][0123][0124][0125]
其中δv为变化的容积,δx为一侧滑块的位移,m
l
(t)为一侧滑块随时间变化的质量,为一侧滑块的加速度,为一侧滑块的速度,x为一侧滑块的位移,α为一侧滑块的弹簧刚度,b为一侧滑块的阻尼系数。悬垂质量曲线建模分析过程如图5所示,该建模过程分析如下:
[0126]
其中t为入口侧工艺辊上悬垂质量曲线接触点b
′
处切线方向拉力,如图3所示,g为一半的悬垂质量曲线段的重力,t1为悬垂质量曲线段水平拉力,α为b
′
处切线方向拉力t与水平方向的夹角,假设悬垂质量曲线段做匀速运动,对其进行受力分析:
[0127]
[0128]b′
处悬垂质量曲线段斜率为g=ρgs,其中ρ为悬垂质量曲线的线密度,g为重力加速度,s为悬垂质量曲线的弧长,且因此有
[0129][0130][0131][0132][0133][0134][0135][0136][0137][0138]
其中,y为悬垂质量曲线段函数,它是坐标x的函数;c1为待定系数。
[0139]
在坐标原点处,y
′
(0)=0,因此有,c1=0,则
[0140][0141][0142]
其中c2为待定系数。在坐标原点处,y(0)=ho≠0,因此有,则
[0143][0144]
其中ho为坐标原点处悬垂度。
[0145]
步骤s3,根据步骤s2的炉体变容积动态数模和悬垂质量曲线变容积模型,分别建立炉体变容积系统状态控制模型及悬垂质量曲线变容积模型。其中建立变容积系统状态控制模型的分析过程包括:
[0146][0147][0148]
令pq=u,x1=x,则有
[0149][0150][0151]
其中悬垂质量曲线变容积建模的分析过程包括:
[0152][0153]
其中,vy为悬垂质量曲线上部的炉体容积,vh是炉体上部空间容积;l为一半炉体长度,b为炉体内部空间宽度。
[0154]
步骤s4,根据步骤s3的炉体变容积系统状态控制模型及悬垂质量曲线变容积建模的分析过程,分析炉体变容积系统状态控制模型的开环稳定性并建立调节曲线弧长与炉体变容积的模型关系。其中炉体变容积系统状态控制模型的开环稳定性分析过程包括:
[0155][0156][0157]
令x1=x;
[0158][0159]
[0160][0161][0162][0163][0164]
其中调节曲线弧长与炉体变容积的模型关系的分析过程包括:
[0165]
调节曲线数模同带悬垂曲线数模,则有
[0166][0167]
其中vc为炉体变容积,t为时间,yc为调节曲线函数。调节曲线弧长与调节曲线方程一阶导数的关系为
[0168][0169]
其中xu(t)代表一侧滑块的位移。炉体变容积与调节曲线方程的关系
[0170][0171]
调节曲线方程与自身一阶导数的关系
[0172][0173]
综上所述,调节曲线弧长、炉体变容积都建立了与调节曲线方程的关系,从而就建立调节曲线弧长与炉体变容积直接的关系
[0174]
[0175][0176][0177]
步骤s5,根据步骤s4的分析炉体变容积系统状态控制模型的开环稳定性及调节曲线弧长与炉体变容积的模型关系设计炉体变容积的控制模型,即根据状态控制模型及非线性方法设计控制器。炉体变容积的控制模型即控制器的设计过程包括:
[0178]
目标:改变u使得m
l
(t)按指定轨迹运动,即x1→
x
1d
[0179]
引入e:error
[0180]
e=x
1d-x1[0181]
目标变为e
→
0(x
1d
→
x1)
[0182][0183]
寻找lyapunov函数,
[0184][0185][0186]
希望于是令
[0187]
x
1d-x2=-k1e(k1>0)
[0188]
使得
[0189][0190]
设(x
2d
为x2的期望目标)
[0191][0192]
新目标:x2→
x
2d
,引入误差函数
[0193]
δ=x
2d-x2[0194][0195][0196][0197]
目标变化为e,δ
→
0,寻找lyapunov函数,令
[0198]
[0199][0200]
为使令
[0201][0202]
于是有
[0203][0204][0205]
于是得控制器u,其为
[0206][0207]
步骤s6,根据步骤s5的炉体变容积控制模型去调控炉体容积变化直至满足炉体变容积的使用要求。这其中包括炉体变容积控制模型即控制器是否稳定,当λ1,λ2<0时满足控制器稳定性随即可取控制炉体容积变化,当不满足炉体变容积控制模型稳定性时需重新设计炉体变容积控制模型,直至满足稳定性。当变容积调控满足误差要求时,即ev<e
*v
,变容积调控完成。
[0208]
下面通过具体的应用实例,对本发明的方案和效果做进一步说明。
[0209]
通过在入口侧工艺辊上的悬垂质量曲线接触点b
′
处切线方向实施不同的拉力t,且出口侧同位置上的拉力同入口侧,以验证不同实例下的一种炉体变容积控制方法。实例按照统一规格工件的不同拉力t区分,分别为:实例1:t=10000n;实例2:t=20000n;
[0210]
步骤s1,受力模型简化及动力模型准备:根据图3的一种炉体变容积控制方法的建模原理图,将悬垂工件及调节工件分别简化为悬垂质量曲线及调节曲线,且悬垂质量曲线与调节曲线受力模型同,其中悬垂质量曲线及调节曲线分别如图3中的标号12、5所示。炉体变容积控制模型的输入,采用不可压缩工质实现,并将工质压力p和流量q的乘积pq整体作为输入,以此来为动力学模型建模做准备。
[0211]
步骤s2,建立炉体变容积动态模型及悬垂质量曲线模型:如图3、图4所示,根据变容积动态数模的理论模型取一侧滑块为研究对象进行受力分析,工质流动将其推进功转化为机械功,建立动态方程:
[0212][0213]
其中悬垂质量曲线的模型为:
[0214][0215]
步骤s3,建立炉体变容积系统的状态控制模型及悬垂质量曲线变容积模型:根据步骤2的炉体变容积动态数模和悬垂质量曲线变容积建模。其中变容积系统状态控制模型为:
[0216][0217]
令pq=u,x1=x,则有
[0218][0219][0220]
其中悬垂质量曲线变容积模型:
[0221][0222]
步骤s4,分析状态控制模型的开环稳定性并建立调节曲线弧长与炉体变容积的模型关系:根据炉体变容积系统状态控制模型及悬垂质量曲线变容积建模分析炉体变容积系统状态控制模型的开环稳定性,同时建立调节曲线弧长与炉体变容积的模型关系。其中炉体变容积系统状态控制模型的开环稳定性分析:
[0223][0224]
令x1=x;
[0225][0226][0227][0228]
取:负定
[0229][0230]
正定
[0231]
其中调节曲线弧长与炉体变容积的模型关系:由于调节曲线弧长、炉体变容积都建立了与调节曲线方程的关系,从而就建立调节曲线弧长与炉体变容积直接的关系:
[0232]
[0233][0234][0235]
步骤s5,根据系统状态控制模型及非线性方法设计控制器:根据根据状态控制模型及非线性方法设计控制器:
[0236][0237]
步骤s6,应用控制器调控炉体容积变化并满足控制目标:根据炉体变容积控制器去调控炉体容积直至满足炉体变容积的使用要求。这其中包括炉体变容积控制模型即控制器是否稳定,当λ1,λ2<0时,满足控制器稳定性随即可去控制炉体容积变化,当不满足炉体变容积控制模型稳定性时需重新设计炉体变容积控制器,直至满足稳定性。当变容积调控满足误差要求时,即ev<e
*v
,变容积调控完成。
[0238]
图6为实例1,在入口侧工艺辊上对悬垂质量曲线施加t=10000n拉力时,根据炉体变容积控制模型调控目标炉体变容积的响应曲线。在本实施例中,如图3一种炉体变容积控制方法的建模原理图所示,按步骤s1要求进行受力分析及动力模型准备,并根据图4的受力分,按步骤s2建立悬垂质量曲线模型,即同时建立动态模型。根据步骤s2,按步骤s3建立炉体变容积系统的状态控制模型,即并建立垂质量曲线变容积模型,即根据步骤s3建立的变容积系统的状态控制模型,按步骤s4分析态控制模型的开环稳定性,并建立调节曲线弧长与炉体变容积的模型关系,即根据步骤s4状态模型的开环稳定性,按步骤s5要求设计控制器,即最终按步骤s6根据步骤s5设计的控制器实施炉体变容积控制策略直至满足控制目标。
[0239]
图7为实例2在入口侧工艺辊上对悬垂质量曲线施加t=20000n拉力时,根据炉体变容积控制模型调控目标炉体变容积的响应曲线。炉体变容积的控制模型的建立过程同实例1,按步骤s5根据系统状态控制模型设计的控制器的同图实例1,在执行炉体变容积控制策略过程中,其追踪的悬垂质量曲线为按步骤s2建立悬垂质量曲线模型,即直至满足控制目标。
[0240]
本发明根据不同的所需涂层的工件的悬垂度进行受力分析,根据系统动力学相关知识进行动力学建模,并根据动力学模型建立状态模型,形成一套基于非线性的控制方法来实现炉体变容积的稳定调控。根据该方法在追踪悬垂质量曲线时所实施的炉体变容积控
制策略,其调控稳定且响应速度快。
[0241]
以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1