用于冰箱内胆的加工参数设置方法及系统与流程
1.本发明涉及冰箱制造技术领域,特别是涉及冰箱内胆的加工参数设置方法及系统。
背景技术:
2.冰箱内胆的加工过程通常包含三个部分:
3.第一部分为板材输送操作部分,主要操作内容是将待加工的板材夹住,并从料仓运输到加热工位;
4.第二部分为加热操作部分,分为预加热和主加热两个工位,每个工位分别设有几百个小型加热器,这些小型加热器组成了上下两个长方形加热盘,从料仓运输过来的待加工板材在通过上下两个加热盘中间时将被加热软化,然后运送到下一个工位;
5.第三个部分为真空成型操作部分,经过加热操作软化的板材运输到成型工位后,模具框架夹住板材,然后在板材上方设置一定的真空负压区域,从而可以将软化后的板材向上吸泡成半球状,此时再通过模具从板材下方向上顶,板材于是便覆盖在模具;将上方的真空消除并在板材上方产生压空,模具内产生真空使板材紧紧贴覆在模具上然后冷却形成模具形状。最后通过脱模控制将模具与产品剥离,输送系统再降产品输送到下个工位。
6.在整个加工的过程中涉及到多个工位和多台设备,因此在更换型号时需要对多台设备的各个参数进行设置。目前,进行型号切换时,主要通过人手工操作从数据库中查找出首次或以往切换型号调试时保存的工艺参数,再根据当前的季节、天气状况、环境温度、材料状态、模具情况等结合自身经验对各个工位中的多台设备的工艺参数进行调试,然后试生产。在试生产出产品后,根据试生产的产品缺陷情况,再优化调整各个工位的设备的工艺参数,然后继续进行试生产,此过程重复进行,直至生产出合格产品后,然后将该组工业参数应用到正常生产模式中并可选择将该组参数保存到数据库中。
7.由此可见,当前冰箱内胆加工流程中,更换成已作业型号时设置加工设备参数会耗费大量时间,同时,还会产生不良调试品,增加制造成本的问题。
技术实现要素:
8.为解决现有技术中的问题,本发明提供了一种冰箱内胆加工设备的加工参数设置方法及系统,以解决现有技术中在更换成已作业过的冰箱内胆型号时,设置加工设备的参数既花费大量时间,还会产生大量不良调试品,增加制造成本的问题。
9.为实现上述发明目的之一,本发明一实施方式提供了一种用于冰箱内胆的加工参数设置方法,其特征在于,包括:
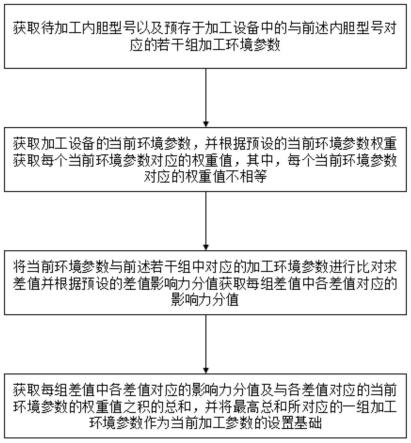
10.获取待加工内胆型号以及预存于加工设备中的与前述内胆型号对应的若干组加工环境参数;
11.获取加工设备的当前环境参数,并根据预设的当前环境参数权重获取每个当前环境参数对应的权重值,其中,每个当前环境参数对应的权重值不相等;
12.将当前环境参数与前述若干组中对应的加工环境参数进行比对求差值并根据预设的差值影响力分值获取每组差值中各差值对应的影响力分值;
13.获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和,并将最高总和所对应的一组加工环境参数作为当前加工参数的设置基础。
14.作为本发明一实施方式的进一步改进,其中,所述每组加工环境参数至少包括加热仓温度、成型仓温度、待加工板材的温度、外界环境温度、加工设备的电压参数,前述当前环境参数对应包含与每一前述加工环境参数对应的当前环境参数。
15.作为本发明一实施方式的进一步改进,其中,前述参数设置方法中,在获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和后,还包括:
16.判断是否存在并列最高总和,当存在并列最高总和时:
17.获取并列最高总和对应的多组加工环境参数及多组加工环境参数对应的差值和当前环境参数的权重值;
18.从前述当前环境参数的权重值中获取最大权重值;
19.判断步骤:判断所述最大权重值对应的多个差值中是否存在绝对值最小的差值,所述绝对值最小的差值其绝对值小于前述多个差值中其余任意一差值的绝对值;
20.若存在,则获取所述绝对值最小的差值对应的总和并设为最高总和;
21.若不存在,则在剩余的所述当前环境参数的权重值中获取最大权重值并转至所述判断步骤。
22.作为本发明一实施方式的进一步改进,其中,还包括:展示最高总和对应的一组加工环境参数。
23.作为本发明一实施方式的进一步改进,其中,还包括:
24.将当前环境参数与最高总和对应的一组加工环境参数进行比对求差值;
25.根据预设的差值影响力分值获取前述各差值对应的影响力分值;
26.获取所述影响力分值中的最小影响力分值对应的加工环境参数并展示。
27.作为本发明一实施方式的进一步改进,其中,还包括:
28.按预定值调整所述最小影响力分值对应的加工环境参数,并将调试后的加工环境参数设置为当前加工参数。
29.本发明一实施方式还提供给了一种用于冰箱内胆的加工参数设置系统,其中,包括:
30.环境参数检测模块,用于检测加工设备的当前环境参数;
31.信息获取模块,用于获取待加工内胆型号以及预存于加工设备中的与前述内胆型号对应的若干组加工环境参数;
32.工艺参数建模模块,用于根据预设的当前环境参数权重获取每个当前环境参数对应的权重值,其中,每个当前环境参数对应的权重值不相等,所述工艺参数建模模块还用于将前述当前环境参数与前述若干组中对应的加工环境参数进行比对求差值并根据预设的差值影响力分值获取每组差值中各差值对应的影响力分值;
33.工艺参数自动匹配模块,用于获取每组差值中各差值对应的影响力分值及与各差
值对应的当前环境参数的权重值之积的总和,并将最高总和所对应的一组加工环境参数作为当前加工参数的设置基础。
34.作为本发明一实施方式的进一步改进,其中,所述每组加工环境参数至少包括加热仓温度、成型仓温度、待加工板材的温度、外界环境温度、加工设备的电压参数,前述当前环境参数对应包含与每一前述加工环境参数对应的当前环境参数。
35.作为本发明一实施方式的进一步改进,其中,前述加工参数设置系统中,所述工艺参数自动匹配模块在获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和后,还用于判断是否存在并列最高总和,当存在并列最高总和时:
36.所述工艺参数自动匹配模块用于获取并列最高总和对应的多组加工环境参数及多组加工环境参数对应的差值和当前环境参数的权重值;
37.所述工艺参数自动匹配模块还用于从前述当前环境参数的权重值中获取最大权重值;
38.所述工艺参数自动匹配模块还用于执行判断步骤,所述判断步骤用于判断所述最大权重值对应的多个差值中是否存在绝对值最小的差值,所述绝对值最小的差值其绝对值小于前述多个差值中其余任意一差值的绝对值;
39.若存在,则所述工艺参数自动匹配模块获取所述绝对值最小的差值对应的总和并设为最高总和;
40.若不存在,则所述工艺参数自动匹配模块在剩余的所述当前环境参数的权重值中获取最大权重值并转至执行所述判断步骤。
41.作为本发明一实施方式的进一步改进,其中,还包括警示模块,所述警示模块用于获取所述最高总和对应的一组加工环境参数并展示。
42.作为本发明一实施方式的进一步改进,其中,还包括设置导引模块,所述设置导引模块用于将当前环境参数与最高总和对应的一组加工环境参数进行比对求差值,并根据预设的差值影响力分值获取前述各差值对应的影响力分值;
43.所述设置引导模块还用于获取所述影响力分值中最小影响力分值对应的加工环境参数并展示。
44.作为本发明一实施方式的进一步改进,其中,还包括微调整模块,所述微调整模块用于按预定值调整所述最小影响力分值对应的加工环境参数,并将调试后的加工环境参数设置为当前加工参数。
45.与现有技术相比,本发明的有益效果在于:
46.可以从加工设备中存储的与待加工内胆型号对应的多组加工环境参数中获取最优的一组加工环境参数,并作为设置加工设备参数的基础,从而节约了设置加工设备参数的时间,减少了设置过程中调试不良品的数量,降低了制造成本。
附图说明
47.图1是本发明提供的冰箱内胆的加工参数设置方法的作业流程图;
48.图2是本发明提供的冰箱内胆的加工参数设置方法存在并列最高总和时的作业流程图。
具体实施方式
49.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
50.本发明中的术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
51.为了解决当前冰箱内胆加工的流程中,更换已作业过的型号时,对加工设备的参数进行设置既耗费大量的时间,也会产生大量不良的调试品,增加制造成本的问题。本实施例提供了一种用于冰箱内胆的加工参数设置方法,其中,包括:
52.获取待加工内胆型号以及预存于加工设备中的与前述内胆型号对应的若干组加工环境参数;
53.获取加工设备的当前环境参数,并根据预设的当前环境参数权重获取每个当前环境参数对应的权重值,其中,每个当前环境参数对应的权重值不相等;
54.将当前环境参数与前述若干组中对应的加工环境参数进行比对求差值并根据预设的差值影响力分值获取每组差值中各差值对应的影响力分值;
55.获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和,并将最高总和所对应的一组加工环境参数作为当前加工参数的设置基础。
56.如图1所示,本实施例提供的加工参数设置方法主要应用在冰箱内胆的加工设备上。首先,需要获取待加工的冰箱内胆型号,获取冰箱内胆的型号的方式,可以通过在冰箱内胆上贴敷内胆信息的条形码,然后通过条形码读取器读取其中的冰箱内胆型号信息,也可以将冰箱内胆的型号信息写入rfid(radio frequency identification)中,并在对应的加工设备上安装rfid读取设备,这样也能快速获取冰箱内胆型号信息,以上两种方法比较智能但也会增加一定的设备购买安装成本,当然也可以在设备操作界面的输入框中输入、在下拉菜单或选择框中选择、语音输入、文字输入的方式获取冰箱内胆的型号。
57.在获取到待加工的冰箱内胆信息后,就可以从加工设备预存的数据中寻找到与待加工内胆型号对应的多组加工环境参数,在本实施例中,加工环境参数是指冰箱内胆加工设备调试完成后,在满足特定的品质要求前提下正常生产时设备上的各环境参数值,该加工环境参数值通常跟设备的初始温度、季节、气候等有关,也就是说,针对同一加工型号,可能会出现多个不同的加工环境参数,设备在作业的过程中,会自动存储这些加工环境参数。
58.在获取了多组加工环境参数后,还需要获取加工设备各部分所处的当前环境参数,由于不同的当前环境参数对冰箱内胆加工品质的影响不同,因此,通常将这些当前环境参数赋予不同的权重值。
59.进一步地,将当前环境参数与多组加工环境参数进行比对求差值,可以获得与多组加工环境参数一一对应的多组差值,举例来说,如果有四组加工环境参数,将当前环境参数与这四组加工环境参数进行比对求差值,便可以获得四组与加工环境参数一一对应的差值数组,然后,根据预设的差值影响力分值获取每组差值中各差值对应的影响力分值。
60.进一步地,获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和,并将最高总和所对应的一组加工环境参数作为当前加工参数的设置基础。
61.以下结合本发明的第一实施例,进一步说明获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和的过程,按照表一所示,待加工内胆型号对应的当前环境参数种类共有六个:分别为加热仓温度1、加热仓温度2、成型仓温度、料垛板材温度、环境温度以及电压,分别获取各个种类的当前环境参数值并根据预设的当前环境参数权重值获取对应的权重值,在加工设备预存信息中获取到四组与当前待加工内胆信息对应的四组加工环境参数,用前述当前环境参数值分别与这四组加工环境参数值比对求差值,可获取到四组差值数据,这四组差值数据中分别与所述四组加工环境参数一一对应,针对每一个差值都可以根据表一中差值影响力分值中预先设定的条件获取其对应的影响力分值,例如,第一组差值中对应当前环境参数类别自上而下依次为:10、-20、2、4、10、8,根据表一中差值影响力分值,这些差值对应的影响力分值自上而下分别为:80、40、100、80、40、80。因此,获取第一组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和时,其总和为:
62.80*26%+40*24%+100*20%+80*15%+40*10%+80*5%=70.4。
63.按照上述方法可以分别获取另外三组加工环境参数对应的三组差值,从而可以获取另外三组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和,将这四组总和中最高总和所对应的一组加工环境参数作为当前加工参数的设置基础。
64.表一
[0065][0066][0067]
进一步地,可以选择不同类别的加工环境参数来进行加工设备的参数设定,在本发明的实施例中,所述每组加工环境参数至少包括加热仓温度、成型仓温度、待加工板材的温度、外界环境温度、加工设备的电压参数,相应地,当前环境参数也应该包含与每一个前述加工环境参数对应的当前环境参数。
[0068]
进一步地,如图2所示,在前述参数设置方法中,在获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和后,还要判断是否存在并列最高总和,当存在并列最高总和时,也就是说,会存在多组加工环境参数同时满足前述筛选要求,因此,要对这多组数据进行进一步的筛选,筛选的方法如下:
[0069]
获取并列最高总和对应的多组加工环境参数及多组加工环境参数对应的差值和当前环境参数的权重值;
[0070]
从前述当前环境参数的权重值中获取最大权重值;
[0071]
判断步骤:判断所述最大权重值对应的多个差值中是否存在绝对值最小的差值,所述绝对值最小的差值其绝对值小于前述多个差值中其余任意一差值的绝对值;
[0072]
若存在,则获取所述绝对值最小的差值对应的总和并设为最高总和;
[0073]
若不存在,则在剩余的所述当前环境参数的权重值中获取最大权重值并转至所述判断步骤。
[0074]
以下将结合本发明的一优选实施例,进一步说明上述筛选过程,如表二所示,第二组差值和第四组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和相等,因此需要在第二组差值和第四组差值中选择更合适的一组,具体做法是:
[0075]
选择当前环境参数权重值中的最大值,本实施例中的该最大值是26%,获取该权重值对应的第二组差值中的差值为-10,以及该权重值相对应的第四组差值中的差值为-6,显而易见地,在将这两个差值进行比较时,差值-6为绝对值最小的差值,因此,选择差值-6对应的总和,并设为最高总和,该最高总和对应的加工环境参数为第四组加工环境参数。当然,在上述过程中,也可能发生在最大的当前环境参数权重值时,多组数据中不存在绝对值最小的差值,当这种情况发生时,则需要在剩余的当前环境参数权重中再次选择最大的权重值,并按照上述步骤继续筛选直至获得绝对值最小的差值。
[0076]
表二
[0077][0078][0079]
进一步地,在获取到最高总和对应的一组加工环境参数后,还可以通过显示屏、移动终端等展示该组加工环境参数,以便及时指导操作人员按照该组数据作为设置基础进行设备参数设置。
[0080]
进一步地,还可以将当前环境参数与最高总和对应的一组加工环境参数进行比对求差值,然后,根据预设的差值影响力分值获取前述各差值对应的影响力分值,获取所述影响力分值中的最小影响力分值对应的加工环境参数并展示,此处,最小影响力分值对应的加工参数往往是偏差较大的参数,展示这部分参数后,可以优先对这部分数据进行调整。
[0081]
进一步地,还可以按预定值调整所述最小影响力分值对应的加工环境参数,并将
调试后的加工环境参数设置为当前加工参数,预定值通常是操作人员长期作业的过程中积累的经验值,譬如,温度的预定值可以设置0.2℃,而电压的预定值可以设置成0.5v,通过将待调整的加工环境参数按照预定值调高或调低,能够更加快捷地获取到最佳的参数设定。
[0082]
本发明实施例还提供了一种用于冰箱内胆的加工参数设置系统,其中包括:
[0083]
环境参数检测模块,用于检测加工设备的当前环境参数;
[0084]
信息获取模块,用于获取待加工内胆型号以及预存于加工设备中的与前述内胆型号对应的若干组加工环境参数;
[0085]
工艺参数建模模块,用于根据预设的当前环境参数权重获取每个当前环境参数对应的权重值,其中,每个当前环境参数对应的权重值不相等,所述工艺参数建模模块还用于将前述当前环境参数与前述若干组中对应的加工环境参数进行比对求差值并根据预设的差值影响力分值获取每组差值中各差值对应的影响力分值;
[0086]
工艺参数自动匹配模块,用于获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和,并将最高总和所对应的一组加工环境参数作为当前加工参数的设置基础。工艺参数自动匹配模块在获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和时所采用的逻辑与上述工艺参数设置方法中的逻辑相同,在此不再赘述。
[0087]
进一步地,所述每组加工环境参数至少包括加热仓温度、成型仓温度、待加工板材的温度、外界环境温度、加工设备的电压参数,前述当前环境参数对应包含与每一前述加工环境参数对应的当前环境参数,在冰箱内胆的加工过程中,每组加工环境参数的种类可以根据实际的加工工艺进行调整,并且,当前环境参数总对应包含与每一前述加工环境参数对应的当前环境参数。
[0088]
进一步地,前述加工参数设置系统中,所述工艺参数自动匹配模块在获取每组差值中各差值对应的影响力分值及与各差值对应的当前环境参数的权重值之积的总和后,还用于判断是否存在并列最高总和,当存在并列最高总和时:
[0089]
所述工艺参数自动匹配模块用于获取并列最高总和对应的多组加工环境参数及多组加工环境参数对应的差值和当前环境参数的权重值;
[0090]
所述工艺参数自动匹配模块还用于从前述当前环境参数的权重值中获取最大权重值;
[0091]
所述工艺参数自动匹配模块还用于执行判断步骤,所述判断步骤用于判断所述最大权重值对应的多个差值中是否存在绝对值最小的差值,所述绝对值最小的差值其绝对值小于前述多个差值中其余任意一差值的绝对值;
[0092]
若存在,则所述工艺参数自动匹配模块获取所述绝对值最小的差值对应的总和并设为最高总和;
[0093]
若不存在,则所述工艺参数自动匹配模块在剩余的所述当前环境参数的权重值中获取最大权重值并转至执行所述判断步骤。以上筛选过程是针对存在并列最高总和的情况下对多组加工环境参数进行的进一步筛选,其筛选的逻辑与上述环境参数设置方法中的逻辑一致,在此不再赘述。
[0094]
进一步地,所述加工参数设置系统还包括警示模块,所述警示模块用于获取所述最高总和对应的一组加工环境参数并展示给操作人员,展示的方法可以通过设备上的显示
器进行显示,或通过移动终端接收此组数据,以方便操作人员实时获取信息,进行设备参数设置。
[0095]
进一步地,所述加工参数设置系统还包括设置导引模块,所述设置导引模块用于将当前环境参数与最高总和对应的一组加工环境参数进行比对求差值,并根据预设的差值影响力分值获取前述各差值对应的影响力分值;
[0096]
所述设置引导模块还用于获取所述影响力分值中最小影响力分值对应的加工环境参数并展示,由于影响力分值中最小影响力分值对应的加工参数通常是偏差值较大的加工环境参数,通过对这部分数据的调整,能够更加快速地获得符合品质要求的设备参数,从而节约调试时间。
[0097]
进一步地,所述加工参数设置系统还包括微调整模块,所述微调整模块用于按预定值调整所述最小影响力分值对应的加工环境参数,并将调试后的加工环境参数设置为当前加工参数,此处的预定值通常是根据操作人员长期作业的过程中积累的经验值,譬如,温度的调整值可以设置0.2℃,电压的调整值可以设置成0.5v,通过将待调整的加工环境参数按照预设值调高或调低,使调节变得更加标准化,也能够更加快捷地获取到最佳的参数设定。
[0098]
综上所述,通过本发明提供的加工参数设置方法及系统,可以获得如下技术效果:
[0099]
1、可以从加工设备中存储的与待加工内胆型号对应的多组加工环境参数中获取最优的一组加工环境参数,并作为设置加工设备参数的基础,从而节约了设置加工设备参数的时间,减少了设置过程中调试不良品的数量,降低了制造成本;
[0100]
2、可以将最优的一组加工环境参数展示给操作人员,便于操作人员参考;
[0101]
3、可以在最优的一组加工环境参数中选择影响力分值最小的加工环境参数并进行调整,从而可以提高调整的效率,进一步节俭设备参数设置时间;
[0102]
4、对不同的加工环境参数设定不同的预定值,在对最优的一组加工环境参数作为基础进行参数设定时,更加规范,设置效率也进一步提高,从而更有利于缩短设置参数花费的时间。
[0103]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其做出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1