一种中速磨煤机出口温度双回路PID控制优化方法与流程
一种中速磨煤机出口温度双回路pid控制优化方法
技术领域
1.本发明涉及火电厂磨煤机出口温度控制,特别是一种中速磨煤机出口温度双回路pid控制优化方法。
背景技术:
2.磨煤机出口温度对于炉膛燃烧的效益与稳定有着重要影响。如果温度过高将导致煤粉温度超标自燃,严重时引起爆炸,威胁系统安全。反之如果温度过低,一次风携带的热量不足以干燥煤粉,将增加煤粉入炉燃烧所需消耗的能量,降低机组运行效益。
3.磨煤机出口温度对磨入口冷风调阀的响应存在显著的滞后和大惯性,工程上常采用磨入口一次风温信号作为中间调节量,构建双回路pid控制系统。
4.目前磨煤机出口温度的控制存在以下问题:
5.(1)火电机组参与电网调峰调频的动作频繁,调整过程中涉及到中速磨煤机的启动、停止、给煤量及入磨风量的增加、减少等控制手段。磨煤机工况的改变带来了磨出口温度控制模型结构的变化,若仍采用固定的pid控制参数将无法与多工况下的被控对象特征相匹配。由于pid调节可靠性降低,多数运行人员切至手动状态进行调整,增加了操作负担。
6.(2)若能准确得到磨入口冷、热一次风风量及配比关系,将为出口温度的变化提供有效的预见参考,而实际上风量的测量精度有限,尤其是小信号下严重失准,为尝试采取此种思路进行磨出口温度控制的设计人员增加了难度。
技术实现要素:
7.针对上述情况,为克服现有技术之不足,本发明之目的就是提供一种中速磨煤机出口温度双回路pid控制优化方法,在线自适应多工况下的出口温度调节动态模型,在响应电网调峰调频要求的同时,以良好的鲁棒性保证中速磨煤机出口温度的稳定可控。
8.本发明解决的技术方案是:
9.一种中速磨煤机出口温度双回路pid控制优化方法,其特征在于,该方法是在分散控制系统dcs的控制逻辑中采用给煤量的变化微分、热风调阀与冷热风调阀总开度比值的微分来分别表征外回路控制器pid1和内回路控制器pid2两个被控模型参数的动态变化,进而修正双回路对应的比例和积分作用;采用给煤量的微分与出口温差微分的比值作为内回路控制器 pid2中设定值sp2的动态修正量pr;
10.方法中包含的采集量有:磨煤机出口温度测量值、磨煤机出口温度设定值、磨煤机入口一次风温、实时煤量、冷风调阀开度指令、热风调阀开度指令;执行机构为冷一次风调节阀;磨煤机出口温度测量值t0和设定值t
s0
分别送至外回路控制器pid1的pv1端和sp1端,经外回路控制器pid1运算后从ou1端输出磨煤机入口一次风温初始设定值,叠加新构造的动态修正量pr作为入口一次风温最终设定值t
int_0
,磨煤机入口一次风温的测量值t
int
和最终设定值t
int_0
送至内回路控制器pid2的pv2端和sp2端,运算后与原有的热风调阀开度指令前馈相加从ou2端输出,得到冷一次风调节阀动作指令co。
11.具体包括以下步骤:
12.第一步:将给煤量、磨煤机出口温度测量值、磨煤机出口温度设定值按照bmcr工况下数值分别归一化至[0,1],得到标幺值:给煤量c0、磨煤机出口温度测量值t0、磨煤机出口温度设定值t
s0
;
[0013]
bmcr(boiler maximum continuous rating)为锅炉最大连续蒸发量,是在满足蒸汽参数、炉膛安全情况下的最大出力,该工况下的机组主要运行参数由设备出厂设计书获得。
[0014]
将冷一次风调阀开度指令、热一次风调阀开度指令按照调阀实际线性区间进行归一化,得到标幺值:冷一次风调阀开度指令co0、热一次风调阀开度指令to0;
[0015]
第二步:将外回路控制器pid1和内回路控制器pid2的调节器输出转换为标准公式:
[0016][0017]
式中:pid的比例作用p=k
p
;积分时间
[0018]
第三步:设定pid参数在线自修正阈值:x1、x2,其中x1>0、x2>0;
[0019]
第四步:分别得到给煤量c0、磨煤机出口温度测量值t0与磨煤机出口温度设定值t
s0
的偏差,三者经实际微分作用的输出:
[0020][0021][0022][0023]
式中:k1/t1、k2/t2、k3/t3分别为实际微分的增益;t1、t2、t3分别为实际微分时间常数;k6为综合磨煤机入口冷、热风管道尺寸、传输效率等因素得出的折算系数,代表调阀同等开度下冷风管道通风量与热风管道通风量的比值;
[0024]
第五步:构造给煤量微分u
coal_out
(s)与k
p_pid1
的折线对应函数:k
p_pid1
=f1(u
coal_out
(s)),自变量u
coal_out
(s)死区为[-x1,x1];
[0025]
其中,k
p_pid1
为外回路控制器pid1经过标准公式转换后的k
p
值;
[0026]
第六步:构造的微分u
pro
(s)与k
p_pid2
的折线对应函数:k
p_pid2
=f2(u
pro
(s)),自变量u
pro
(s)死区为[-x2,x2];
[0027]
其中,k
p_pid2
为内回路控制器pid2经过标准公式转换后的k
p
值;
[0028]
第七步:为增强控制器调节的预见性,在内回路控制器pid2的设定值输入端sp2增加动态修正量pr=k4
×ucoal_out
(s)+k5
×utemp
(s),pr和外回路控制器pid1的输出ou1相加作为磨煤机入口一次风温最终设定值,即内回路控制器pid2控制器的设定值;
[0029]
式中,k4和k5分别为无量纲的微分值至磨煤机入口一次风温设定值的动态修正系
数。
[0030]
本发明方法可用于火电机组在实际运行过程中中速磨煤机出口温度自动控制,通过辨识被控对象模型结构的动态变化,自动修正磨煤机出口温度双回路pid的调节速度和调节强度,改善传统pid调整存在的滞后性、自适应能力差的缺陷,凭借更好的鲁棒性能将中速磨煤机出口温度控制在合理范围内。与现有技术相比,本发明免去了在磨煤机工况频繁发生改变时,技术人员在线进行参数调整的操作,也免去了由于pid控制效果欠佳运行人员切至手动监视和调节的负担,并能实现磨煤机出口温度的精确调节,显著提高了系统的鲁棒性和抗干扰能力。
附图说明
[0031]
图1为火电机组中速磨煤机工艺系统示意图。
[0032]
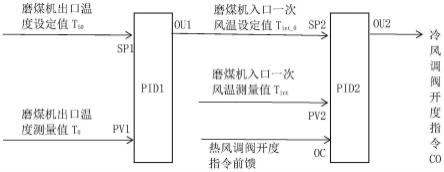
图2为本发明磨煤机出口温度双回路pid控制原理图。
[0033]
图3为给煤量微分与pid1控制器参数修正函数折线图。
[0034]
图4为热冷风调门开度指令微分与pid2控制器参数修正函数折线图。
具体实施方式
[0035]
以下结合附图及实施例对本发明的具体实施方式作进一步详细说明。
[0036]
本发明一种中速磨煤机出口温度双回路pid控制优化方法,该方法是在分散控制系统 dcs的控制逻辑中采用给煤量的变化微分、热风调阀与冷热风调阀总开度比值的微分来分别表征外回路控制器pid1和内回路控制器pid2两个被控模型参数的动态变化,进而修正双回路对应的比例和积分作用;采用给煤量的微分与出口温差微分的比值作为内回路控制器pid2 中设定值sp2的动态修正量pr;需指出,被控对象模型的影响因素很多,此处综合考虑了参数代表性和工程可操作性进行表征量的选取;
[0037]
方法中包含的采集量有:磨煤机出口温度测量值、磨煤机出口温度设定值、磨煤机入口一次风温、实时煤量、冷风调阀开度指令、热风调阀开度指令;执行机构为冷一次风调节阀;磨煤机出口温度测量值t0和设定值t
s0
分别送至外回路控制器pid1的pv1端和sp1端,经外回路控制器pid1运算后从ou1端输出磨煤机入口一次风温初始设定值,叠加新构造的动态修正量pr作为入口一次风温最终设定值t
int_0
,磨煤机入口一次风温的测量值t
int
和最终设定值t
int_0
送至内回路控制器pid2的pv2端和sp2端,运算后与原有的热风调阀开度指令前馈相加从ou2端输出,得到冷一次风调节阀动作指令co。
[0038]
具体包括以下步骤:
[0039]
第一步:将给煤量、磨煤机出口温度测量值、磨煤机出口温度设定值按照bmcr工况下数值分别归一化至[0,1],得到标幺值:给煤量c0、磨煤机出口温度测量值t0、磨煤机出口温度设定值t
s0
;
[0040]
bmcr(boiler maximum continuous rating)为锅炉最大连续蒸发量,是在满足蒸汽参数、炉膛安全情况下的最大出力,该工况下的机组主要运行参数由设备出厂设计书获得。
[0041]
将冷一次风调阀开度指令、热一次风调阀开度指令按照调阀实际线性区间进行归一化,得到标幺值:冷一次风调阀开度指令co0、热一次风调阀开度指令to0;
[0042]
第二步:将外回路控制器pid1和内回路控制器pid2的调节器输出转换为标准公式:
[0043][0044]
式中:pid的比例作用p=k
p
;积分时间
[0045]
第三步:设定pid参数在线自修正阈值:x1、x2,其中x1>0、x2>0;
[0046]
第四步:分别得到给煤量c0、磨煤机出口温度测量值t0与磨煤机出口温度设定值t
s0
的偏差,三者经实际微分作用的输出:
[0047][0048][0049][0050]
式中:k1/t1、k2/t2、k3/t3分别为实际微分的增益;t1、t2、t3分别为实际微分时间常数;k6为综合磨煤机入口冷、热风管道尺寸、传输效率等因素得出的折算系数,代表调阀同等开度下冷风管道通风量与热风管道通风量的比值;
[0051]
第五步:构造给煤量微分u
coal_out
(s)与k
p_pid1
的折线对应函数:k
p_pid1
=f1(u
coal_out
(s)),自变量u
coal_out
(s)死区为[-x1,x1];函数曲线示意如图3所示;
[0052]
其中,k
p_pid1
为外回路控制器pid1经过标准公式转换后的k
p
值;
[0053]
第六步:构造的微分u
pro
(s)与k
p_pid2
的折线对应函数:k
p_pid2
=f2(u
pro
(s)),自变量u
pro
(s)死区为[-x2,x2];函数曲线示意如图4 所示;
[0054]
其中,k
p_pid2
为内回路控制器pid2经过标准公式转换后的k
p
值;
[0055]
上述第五步和第六步中,折线函数的输出不能根据输入的微分值无限制的延展,因此在当前pid参数p
1_initial
和p
2_initial
的基础上,设置k
p_pid1
的变动区间为[72%p
1_initial
,128%p
1_initia
], k
p_pid2
的变动区间为[72%p
2_initial
,128%p
2_initial
],其中:p
1_initial
和p
2_initial
分别为pid1和pid2 控制器在长期稳定投运情况下的现场数据;
[0056]
第七步:为增强控制器调节的预见性,在内回路控制器pid2的设定值输入端sp2增加动态修正量pr=k4
×ucoal_out
(s)+k5
×utemp
(s),pr和外回路控制器pid1的输出ou1相加作为磨煤机入口一次风温最终设定值,即内回路控制器pid2控制器的设定值;
[0057]
式中,k4和k5分别为无量纲的微分值至磨煤机入口一次风温设定值的动态修正系数。
[0058]
综合考虑投运机组的运行安全、控制器运算速度和调节平滑性等多种因素,设置如下的参数取值范围:
[0059]
0.01≤x1≤0.1、0.01≤x2≤0.1;
[0060]
1≤k1≤80、1≤k2≤80、1≤k3≤80;
[0061]
1.5≤k4≤5、1.5≤k5≤5;
[0062]
0.2≤k6≤0.8;
[0063]
3≤t1≤50、3≤t2≤50、3≤t3≤50。
[0064]
本发明工作原理如下:
[0065]
a.为直观的反映控制系统各调节量和被调节量之间的相对关系,减少折算次数和计算复杂度,统一采用模拟量标幺值进行带入分析,该方式下整定得到的控制回路参数可为不同容量的机组设备提供参考,具有良好的参数移植性。
[0066]
b.由于工程中很难实现磨煤机入口热风、冷风一次风量的准确测量,本发明通过利用软测量技术构造热风调门开度指令与冷、热风调门总开度指令的比值式,以此表征磨煤机入口冷、热风风量的实时配比。优选的,工业现场的执行机构存在明显的非线性区,为了剔除非线性区域调阀空行程带来的干扰,将调阀开度指令在线性区域内进行归一化,提升了有效比值的可靠性和实用性。
[0067]
c.当给煤量变化不大或冷热风配比变化不大时,说明磨煤机出口温度控制系统对象特征比较稳定,此时不对pid控制器进行参数自修正,可减少对系统的扰动。
[0068]
d.当给煤量变化u
coal_out
(s)大于阈值时,即|u
coal_out
(s)|>x1时,说明pid1控制回路的被控对象传递函数发生了显著变化。假设u
coal_out
(s)>x1,即给煤量增加,此刻若使磨煤机出口温度上升1℃,磨煤机入口风温需要比增加煤量前提升更高的温度。因此函数f1(u
coal_out
(s)) 对pid1控制器的参数p进行正向放大,通过迅速的增加磨煤机出口一次风温设定值,将磨煤机出口温度控制在理想范围内。u
coal_out
(s)<-x1时分析思路同上,不再赘述。
[0069]
e.当热风配比u
pro
(s)大于阈值时,即|u
pro
(s)|>x2时,说明pid2控制回路的被控对象传递函数发生了显著变化。假设u
pro
(s)(s)>x2,即磨煤机入口热风风量占比增加,此刻若使磨煤机入口一次风温减少1℃,冷风调阀需要比风量占比改变前开启更大的开度。因此函数f2(u
pro
(s))对pid2控制器的参数p进行正向放大,通过迅速开大冷风调阀开度,将磨煤机入口一次风温控制在理想范围内。u
pro
(s)<-x2时分析思路同上,不再赘述。
[0070]
f.中速磨煤机出口温度对磨入口冷风调阀的响应存在显著的滞后和大惯性,调节时间通常在5min至10min不等。本发明设计的控制器pid2回路动态修正量pr可在磨煤机出口温度未改变或发生变化趋势的时刻,预判出口温度的变化走向,改变控制器pid2调节回路设定值使冷风调阀提前动作,增强系统鲁棒性。假设给煤量增加,在增加时刻磨煤机出口温度不会发生改变,而动态修正的加入增大了磨煤机入口一次风温设定值,通过pid2控制回路提前关小冷风调阀,有效抑制了磨煤机出口温度持续降低的趋势。
[0071]
以某1000mw火电机组中速磨煤机出口温度控制为例:
[0072]
机组概况:该机组的制粉系统采用正压直吹式,配有6台中速磨煤机,5运1备,每台磨煤机配置一个热一次风调阀和一个冷一次风调阀,工艺系统如图1所示。
[0073]
介绍算法参数整定依据和参数取值范围,具体对象的整定结果如表1所示。
[0074]
表1中速磨煤机出口温度双回路控制系统优化参数整定
[0075]
优化参数k1k2k3k4k5k6x1x2t1t2t3取值4512602.82.50.40.030.03301042
[0076]
通过采用本发明方法对其pid控制进行优化,优化前机组在单台磨煤机给煤量阶跃变化 8%时磨煤机出口温度的最大偏差(温度设计值与测量值的偏差绝对值)为9℃,稳定时间长达11min,远超过《火力发电厂模拟量控制系统验收测试规程》(dl/t 657—2015)规定的稳态偏差
±
3℃、调节时间≤5min的要求;优化后进行同样幅度的扰动,温度最大偏差为2.6℃,稳定时间缩短为4min15s,控制回路调节品质显著提高,实时性好,便于工程实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1