一种基于数据融合的辊子温度控制系统的制作方法
1.本发明涉及塑料加工技术领域,尤其涉及一种基于数据融合的辊子温度控制系统。
背景技术:
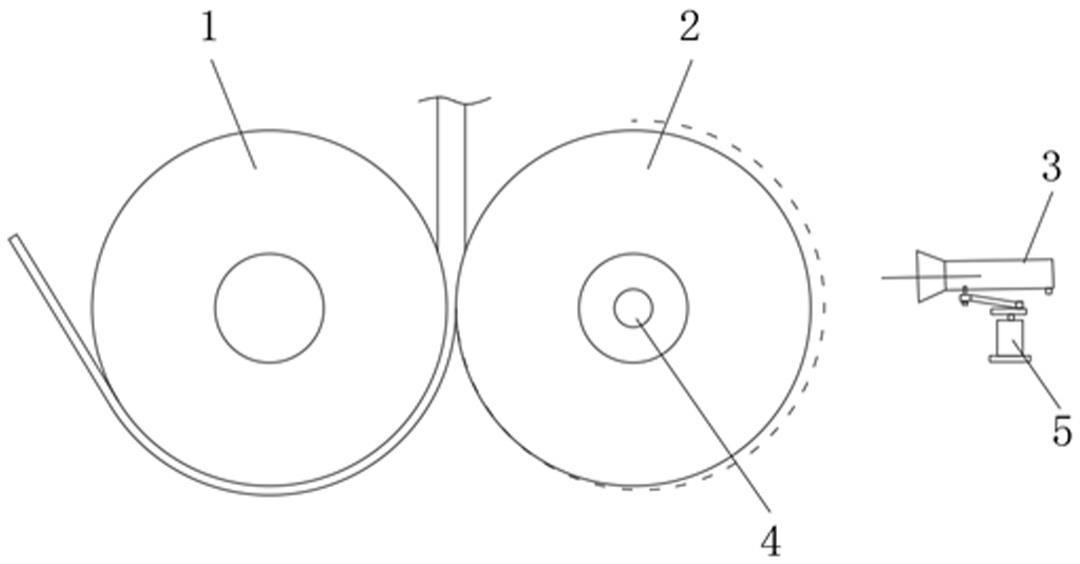
2.在医疗器械产品生产塑料压延成型生产中,会有高温塑料经两个辊子直接压缩成型的情况。当正常生产时高温塑料从辊子一、辊子二之间进入后沿辊子一下部直至出料出成型塑料(见附图1实线方向轨迹,因为两个辊子的转速比不同,所以会向一边出料);但当温度超出正常范围时,高温塑料会沿异常时料轨迹动作导致辊子一被包裹。当包裹多时辊子一、二之间塑料会多,辊子一、二就会受压导致损伤,为防止出现伤辊现象,我们提出一种基于数据融合的辊子温度控制系统。
技术实现要素:
3.基于背景技术存在的技术问题,本发明提出了一种基于数据融合的辊子温度控制系统,可以采集辊子表面所有区域的温度变化和高度变化,实现了温度监测,物料包裹监测和变形监测。通过控制器控制设备报警停机,杜绝伤辊现象。并对辊子进行适当的温度补偿,保证辊子的温度满足生产需要。
4.本发明提供如下技术方案:一种基于数据融合的辊子温度控制系统,包括温度传感器、控制器和温度补偿机构;所述温度传感器用于采集压延设备辊子的表面温度变化,所述辊子包括辊子一和辊子二;所述控制器用于根据温度传感器采集的数据控制温度补偿机构和压延设备的运行,当温度数据超过最高值时,控制器控制压延设备报警停机;当温度数据低于最低值时,控制器启动温度补偿机构对辊子一或辊子二表面加热。
5.优选的,所述温度传感器设置在数据采集机构上,所述数据采集机构用于带动温度传感器水平往复摆动采集辊子的表面横向区域的温度,并随着辊子的旋转采集辊子表面所有区域的温度。
6.优选的,所述温度补偿机构由若干个独立的加热辊横向叠加组成,且各个加热辊均与辊子表面贴合,各个独立的加热辊的加热温度通过控制器根据辊子表面温度进行差值计算后确定。
7.优选的,所述辊子一和辊子二上设置有转速传感器,所述转速传感器用于检测辊子一和辊子二的转速,所述控制器基于辊子转速及辊子外径计算并控制数据采集机构的往复摆动频率;所述控制器基于辊子转速、辊子外径计算辊子与加热管的贴合时间,再基于辊子表面温差、辊子表面温度与设定温度的差值,以及辊子与加热管的贴合时间,调整加热辊的温度变化。
8.优选的,所述数据采集机构包括驱动电机和往复机构,所述往复机构与温度传感
器的一端转动连接,温度传感器的另一端可水平摆动的安装在压延设备的机架上,所述驱动电机驱动往复机构带动温度传感器作水平往复摆动动作。
9.优选的,所述往复机构采用曲柄连杆,该曲柄连杆用于将驱动电机的转动转化为传感器的水平往复摆动,且驱动电机旋转一圈,温度传感器水平往复一次,该曲柄连杆的长度可调,用于根据辊子的长度调节温度传感器往复的行程。
10.优选的,还包括出料异常检测系统,该出料异常检测系统设置有距离传感器,用于检测辊子表面与距离传感器之间的距离,当距离值与标准值之间的差值超过设定范围值时,表示辊子被物料包裹。
11.优选的,距离传感器安装在数据采集机构上,所述数据采集机构用于带动距离传感器水平往复摆动采集辊子从一端到另一端的表面形状,并随着辊子的旋转采集辊子表面所有区域形状,监测辊子表面是否有物料包裹;所述距离传感器在监测辊子表面所有区域整体高度差超过设定的范围值时,表示辊子变形,控制器控制压延设备报警停机。
12.优选的,还包括数据采集补偿机构,所述数据采集补偿机构包括设置在数据采集机构上的角度传感器,所述角度传感器用于监测数据采集机构带动温度传感器和距离传感器旋转的角度;所述数据采集补偿机构利用角度传感器检测传感器的旋转角度α,并基于传感器与辊子的垂直距离l与旋转角度α,利用三角函数计算出斜边距离,并与距离传感器实际测得的距离l1进行补偿矫正。
13.优选的,所述数据采集机构利用计算的采集距离对距离传感器测量距离l1补偿后的距离对温度传感器采集的温度数据进行补偿,具体补偿方式为温度传感器检测距离越远补偿温度值越大。
14.本发明提供了一种基于数据融合的辊子温度控制系统,通过温控系统检测温度超过设定值时,通过控制器控制设备报警停机,杜绝伤辊现象。当温度低时,还可以通过温度补偿机构直接对辊子进行适当的温度补偿,保证辊子的温度满足生产需要。通过将温度传感器和距离传感器设置在数据采集机构上,可以采集辊子表面所有区域的温度变化和高度变化,实现了温度监测,物料包裹监测和变形监测。
附图说明
15.图1为本发明实施例一结构示意图;图2为本发明实施例二结构示意图;图3为本发明实施例三结构示意图;图4为本发明实施例四结构示意图;图5为本发明实施例五结构示意图;图6为本发明系统原理图;图7为本发明实施例六结构示意图;图8为本发明实施例六另一种结构示意图;图9为本发明实施例六另一种结构示意图;图中:1、辊子一;2、辊子二;3、温度传感器;4、转速传感器;5、数据采集机构;6、温
度补偿机构;7、距离传感器;8、激光清洗器。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明提供一种技术方案:如图1所示,实施例一:一种基于数据融合的辊子温度控制系统,包括用于采集压延设备的辊子表面温度变化的温度传感器3;可以设置在辊子一1上,也可设置在辊子二2上,也可同时设置,还包括用于根据温度传感器3采集的温度数据控制压延设备运行的控制器,当温度数据超过最高值时,控制器控制压延设备报警停机。(为了方便表述,以下所有辊子均为辊子一1和辊子二2的总称)。
18.本实施例的温度传感器3直接采集辊子表面的温度,监测辊子的温度变化,当辊子温度超出正常范围时,高温塑料会沿异常时料轨迹动作导致辊子一1被包裹。当包裹多时,辊子一1、辊子二2之间塑料会多,辊子一1、辊子二2就会受压导致损伤。本实施例通过温控系统检测温度超过设定值时,通过控制器控制设备报警停机,杜绝伤辊现象。且温度可以设定多个值,如:当辊子二2温度达到设定值1时,设备报警灯报警,当辊子二2温度达到设定值2时,设备停机。
19.如图2所示,实施例二:该基于数据融合的辊子温度控制系统,包括温度传感器3和控制器;温度传感器3用于采集压延设备辊子的表面温度变化,辊子包括辊子一1和辊子二2;控制器通过根据温度传感器3采集的数据控制温度补偿机构6和压延设备的运行,当温度数据超过最高值时,控制器控制压延设备报警停机;当温度数据低于最低值时,控制器启动温度补偿机构6对辊子一1或辊子二2表面加热。
20.本实施例相比实施例一增设了温度补偿机构6,在温度传感器3直接采集辊子表面的温度,监测辊子的温度变化后,当温度超过设定值时,通过控制器控制设备报警停机,杜绝伤辊现象。但还存在温度低于生产值的情况。温度低时,可以通过调整压延设备的辊子温度,可以人工调整,也可以设定成通过控制器调整。但这种调整方式可能会存在一定时间差,也可能会出现调整后的温度过高,以及温度无法调高达到设定值的情况。因此,当温度低时,还可以通过温度补偿机构6直接对辊子进行适当的温度补偿,保证辊子的温度满足生产需要。
21.如图3所示,实施例三:本实施例相比实施例二,该基于数据融合的辊子温度控制系统还包括数据采集机构5,温度传感器3设置在数据采集机构5上,数据采集机构5通过带动温度传感器3水平往复摆动采集辊子的表面横向区域的温度,并随着辊子的旋转采集辊子表面所有区域的温度。
22.数据采集机构5包括驱动电机和往复机构,往复机构与传感器的一端转动连接,传感器的另一端可水平摆动的安装在压延设备的机架上,驱动电机驱动往复机构带动传感器
作水平往复摆动动作。往复机构采用曲柄连杆,该曲柄连杆用于将驱动电机的转动转化为传感器的水平往复摆动,且驱动电机旋转一圈,温度传感器3水平往复一次,该曲柄连杆的长度可调,用于根据辊子的长度调节温度传感器3往复的行程。
23.如图5所示,温度补偿机构6由若干个独立的加热辊横向叠加组成,且各个加热辊均与辊子表面贴合,各个独立的加热辊的加热温度通过控制器根据辊子表面温度进行差值计算后确定;辊子一1和辊子二2上设置有转速传感器4,转速传感器4用于检测辊子一1和辊子二2的转速,控制器基于辊子转速及辊子外径计算并控制数据采集机构5的往复摆动频率。
24.本实施例相比实施例二设置数据采集机构5,这个数据采集机构5,实际上是通过一个往复机构带动温度传感器3摆动。该温度传感器3为红外热传感器,通过检测辊子表面散发的辐射热,从而获取温度信息,左右摆动,可以检测辊子从一端到另一端,一条与转轴平行的线上的温度变化。在辊子的旋转过程中,其旋转方向与传感器垂直,从而在线检测的基础上实现辊子整个面的温度检测。这种检测可以识别辊子两端和中间的温度是否一致,因为辊子加工过程中确实存在辊子中部温度高于辊子两端温度的情况,当然也可检测辊子上各个区域的温度是否符合设定值。
25.由于独立的加热辊组成的温度补偿机构6与辊子表面贴合,在辊子旋转过程中带动加热辊旋转动,使得加热辊可以对辊子表面所有区域分别进行温度补偿。如辊子中部温度较高,达到了生产值,但两端的温度较低,则加热辊对其两端进行加热,中部不进行加热,通过温度补偿,实现辊子表面所有区域的温度一致。
26.另外为了尽量采集辊子表面整个区域的温度变化,以及温度补偿器加热辊的加热温度,需要获取辊子的转速。因为辊子转速过快,与温度传感器3的摆动频率不匹配,就会导致温度传感器3采集的数据不全面。也会导致加热辊的加热时间太短,无法实现温度补偿。因此要实现温度补偿,除了加热温度的控制,还需要获取加热时间;要实现温度全面采集,就需要传感器摆动频率与辊子转速相匹配。如图6所示,本实施例的控制器基于辊子转速、辊子外径计算辊子与加热管的贴合时间,再基于辊子表面温差、辊子表面温度与设定温度的差值,以及辊子与加热管的贴合时间,调整加热辊的温度变化。
27.如图4所示,实施例四:本实施例相比实施例三,该基于数据融合的辊子温度控制系统还包括出料异常检测系统,该出料异常检测系统设置有距离传感器7,通过检测辊子表面与距离传感器7之间的距离,当距离值与标准值之间的差值超过设定范围值时,表示辊子被物料包裹。另外还可根据距离传感器7检测的辊子表面的凸起部位(或凹陷部位)与辊子表面之间的温度差,判定辊子表面是部分包裹的物料,还是变形损坏;当温度差超过设定值时,表示物料部分包裹,因为物料虽然经过辊子加热,但温度始终与辊子表面存在一定的温差;当温度差低于设定值时,表示辊子上的凸起部与辊子表现实际上是一体的,温度一致,是由变形导致的凸起或凹陷。
28.距离传感器7安装在数据采集机构5上,数据采集机构5通过带动距离传感器7水平往复摆动采集辊子从一端到另一端的表面形状,并随着辊子的旋转采集辊子表面所有区域形状,监测辊子表面是否有物料包裹。
29.距离传感器7还能起到变形报警作用,距离传感器7在监测辊子表面所有区域整体
高度差超过设定的范围值时,表示辊子变形,控制器控制压延设备报警停机。
30.还包括辊子清洗系统,控制器在辊子表面被物料包裹时,控制辊子清洗系统利用激光清洗器8清洗辊子表面。
31.本实施例中,通过将距离传感器7设置在数据采集机构5上与温度传感器3共用一个数据采集机构5,可以实时采集辊子表面所有区域的高度变化,采集原理与温度采集原理相同。通过采集辊子表面区域的高度变化,一方面可以识别辊子表面是否包裹了物料,也就实现了物料包裹检测;另一方面可以监测辊子是否变形,由于辊子使用过程中,可能会出现变形,如中间变凹,两端翘起等,通过辊子表面所有区域的高度差来实现变形监测。
32.另外设置的辊子清洗系统,是利用激光清洗器8的线激光直接照射辊子表面。无需拆卸辊子,就可以对其表面进行清理。
33.实施例五:本实施例相比实施例四,还包括数据采集补偿机构,数据采集补偿机构包括设置在数据采集机构5上的角度传感器,角度传感器用于监测数据采集机构5带动温度传感器3和距离传感器7旋转的角度。
34.如图7所示,角度传感器检测传感器的旋转角度α,并基于传感器与辊子的垂直距离l与旋转角度α,利用三角函数计算出斜边距离,并与距离传感器7实际测得的距离l1进行补偿矫正。
35.如图8所示,当距离传感器7检测到辊子变形时,基于传感器与辊子的垂直距离l与旋转角度α计算出l1+l2的斜边长,并减去距离传感器7实际测得的距离l1,得到斜边l2,再基于l2和角度α,利用三角函数计算出距离传感器7检测点的凸起高度l3,并通过传感器旋转过程中l3的变化判定辊子表面形状,进而判定是否为物料或变形。
36.如图9所示,当距离传感器7检测到辊子表面物料时,同样基于传感器与辊子的垂直距离l与旋转角度α计算出l1+l2的斜边长,并减去距离传感器7实际测得的距离l1,得到斜边l2,再基于l2和角度α,利用三角函数计算出距离传感器7检测点的物料厚度l3,并通过传感器旋转过程中l3的变化判定辊子表面形状,进而判定是否为物料或变形。
37.由于温度传感器3在采集温度的过程中,其准确度会受到检测距离的影响。距离越大,准确度越低。因此,即便是辊子表面温度一致,检测结果依然会出现辊子中间温度高于两侧问题的情况。因此需要进行补偿,具体操作方法为:利用如图7和8所示的l1来对温度进行补偿。即,先计算辊子恒温情况下,温度传感器3摆动过程中,不同距离的温度变化,如,最远距离检测温度偏差在10摄氏度,中间距离偏差在5摄氏度,最近距离偏差在0摄氏度。因为受到辐射热传递的影响,试验结果为距离越远,实际检测到的温度越低。
38.实际补偿过程中,根据如图8和9中的l1对距离产生的温度偏差进行补偿,从而保证温度传感器3检测的温度不受摆动过程中距离的影响。
39.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1