一种机构动作状态自动监控系统及自动化设备的制作方法
1.本发明涉及应用在自动化领域的自动监控系统,尤其涉及一种机构动作状态自动监控系统及自动化设备。
背景技术:
2.现有自动化包装设备主要利用真空吸附来实现小型元器件比如芯片的入料,也利用真空吸附和泄压的切换实现对元器件的排料,同时也主要通过真空吸附将小型元器件植入包装带中。
3.然而,现有的自动化包装设备并未实现对各种真空流量的有效管理。目前设备的各种真空的管道中也设置了多个流量计以及与多个流量计连接的流量计感应表。然而这些流量计感应表都是有操作人员设定报警限值的,各路流量计的测量值超过操作人员设定的报警限值就会发生报警。
4.然而,现有的自动化包装设备中的真空在使用中经常出现如下问题:
5.1、真空流量表报警方式为限值报警,设备会因为限值设定出现误报警或出现速度下降、设备故障、产品不良发生而真空未报警;
6.2、设备真空流量实际使用中是真空吸附芯片状态与未吸附芯片状态高速交替出现,流量计感应表限值设定不能区分状态;
7.3、真空因粉尘等问题出现吸嘴半堵塞或管道半堵塞时,流量计感应表不能做出正确的状态判定;
8.4、真空前端管道未连接出现异常状态时,流量计感应表显示流量正常,不能检出;
9.5、真空前端堵塞(吸嘴堵塞,管道堵塞),堵塞部位与流量计安装部位间出现管道破损漏真空时,流量计感应表显示流量正常,不能检出;
10.6、设备生产中,物料更换,因物料尺寸偏差,引起真空吸附不良,出现设备故障及产品不良时,设备不能给出故障产生原因判断,导致故障定位和分析变得极为困难。
11.以上这些问题的发生会产生连锁反应,真空管理不到位,真空吸附及排料的有效性就会出现问题,真空吸嘴的动作无法得到监控,真空的吸附和泄压的动作也无法监控,进而使得元器件的包装不到位,生产就会出现问题。
12.再者,现有自动化包装设备用来真空吸附小型元器件的真空吸嘴会被驱动部件驱动的上下往复运动,以将吸附到的元器件植入至载带上,一般真空吸嘴高速往复运动的过程中,其会因为惯性在到达上、下吸合端面的时候发生微小的肉眼不可见的振动,在高精度的吸合动作中,这些微小的振动会引起元器件在植入载带的过程中产生植入不到位的问题,而植入不到位将会引起元器件随载带向前运动时碰撞到挡片,进而刮蹭到元器件使其产生不良。
13.进一步的,真空吸嘴的真空量也会影响真空吸嘴的植入动作,当真空吸嘴被驱动的高速运动时,只有真空吸嘴的真空量达标,其才可以将元器件牢牢吸住,且只有真空吸嘴的微小振动量在一定范围内,真空吸嘴的植入动作才是合格的,因此,在真空吸嘴的动作过
程中,应当对其流量值和抖动量都进行监控才能判断出真空吸嘴的运动状况,及时找到动作不到位的原因。
14.基于此,应当对现有的设备进行动作监控,比如对真空流量进行监控以实现真空吸嘴的吸附动作及排料动作有条不紊的进行,再比如对真空吸嘴的植入动作进行监控以实现吸嘴将元器件准确的植入包装带中,这些都是现有设备亟待解决的问题。
15.因此,亟需提出一种新的技术方案来解决现有技术中存在的问题。
技术实现要素:
16.现有技术中自动化包装设备无插入部状态监控诊断功能,针对插入部问题导致的立料,物料刮伤等问题无法精确调整。为了解决上述问题,本发明提供一种机构动作状态自动监控系统,具体采用的技术方案如下:
17.一种机构动作状态自动监控系统,其包括:
18.一个或多个信号监测装置,被配置的分别测量对应的一个或多个机构动作部位的实时动作信号;
19.信号处理器,被配置的对所述实时动作信号进行信号处理;
20.微控制器,被配置的对自所述信号处理器处理接收的实时动作信号进行运算处理,获得机构动作部位的动作状态参数,并根据所述动作状态参数确定所述机构动作部位的动作异常情况;
21.所述微控制器包括控制电路模块和输出模块,所述控制电路模块对所述动作状态参数进行逻辑运算后,通过所述输出模块将运算结果以开关量信号的形式发送至所述机构的动作控制器中,所述机构的动作控制器根据所述开关量信号调节所述机构的动作。
22.上述技术方案进一步的,所述信号监测装置包括位移传感器探头,所述位移传感器探头靠近所述机构的动作部位,所述机构的动作部位包括元器件处理装置的插入部的植入真空吸嘴,所述位移传感器探头实时监测所述植入真空吸嘴的动作信号;所述信号处理器包括信号处理板,所述位移传感器探头监测得到的所述植入真空吸嘴的实时动作信号被所述信号处理板上的处理电路进行信号处理。
23.进一步的,所述信号处理板上的处理电路包括振荡电路、检波电路、调零电路、放大电路、输出电路、漂移抑制电路、零点控制电路和增益控制电路。
24.进一步的,自所述位移传感器探头接收的实时动作信号依次被所述振荡电路、检波电路、调零电路和放大电路进行信号处理,且当所述实时动作信号被所述振荡电路进行信号处理时,所述漂移抑制电路与所述振荡电路协同对所述信号进行处理。
25.进一步的,当所述实时动作信号被所述检波电路进行信号处理时,所述漂移抑制电路与所述检波电路协同对所述信号进行处理。
26.进一步的,当所述实时动作信号被所述调零电路进行信号处理时,所述零点控制电路与所述调零电路协同对所述信号进行处理。
27.进一步的,当所述实时动作信号被所述放大电路进行信号处理时,所述增益控制电路与所述放大电路协同对所述信号进行处理。
28.进一步的,经所述放大电路处理完成的所述实时动作信号被所述输出电路发送至所述微控制器。
29.进一步的,所述微控制器控制所述零点控制电路和增益控制电路对所述实时动作信号的处理程度。
30.进一步的,所述微控制器包括输入输出接口和模数通道,所述信号处理器通过所述输入输出接口和/或所述模数通道实现对所述微控制器的信号传输。
31.进一步的,所述微控制器的控制电路模块包括逻辑控制电路模块和比较控制电路模块,所述逻辑控制电路模块被配置的实现对接收的实时动作信号的逻辑运算,且将逻辑运算结果发送至所述比较控制电路模块进行比较运算,所述比较控制电路模块将所述实时动作信号与预定动作信号范围进行比较运算,得到所述植入真空吸嘴的动作异常情况及动作偏差量。
32.进一步的,所述微控制器的输出模块与所述比较控制电路模块相连,所述比较控制电路模块发出的动作偏差量信号以开关量信号的形式自所述输出模块发出。
33.进一步的,所述开关量信号是ⅰ/o信号,所述ⅰ/o信号控制所述植入真空吸嘴的plc程序动作。
34.进一步的,所述开关量信号控制所述元器件处理设备关于植入部真空吸嘴的plc程序,若所述开关量控制信号为高电平,则所述开关量控制信号控制植入部真空吸嘴的plc程序继续动作;若所述开关量控制信号为低电平,则所述开关量控制信号控制植入部真空吸嘴的plc程序停止动作。
35.进一步的,所述比较控制电路模块得到所述植入真空吸嘴的动作异常情况后,所述微控制器根据所述植入真空吸嘴的动作异常程度发出相应等级的报警信号。
36.进一步的,所述微控制器与显示屏相连,所述微控制器发出的报警信号通过所述显示屏显示。
37.进一步的,所述比较控制电路模块发出的动作偏差量信号通过所述显示屏显示。
38.进一步的,所述信号监测装置包括真空流量计,所述机构的动作部位包括元器件处理装置的插入部的植入真空吸嘴,所述真空流量计实时监测控制所述植入真空吸嘴的真空流量值。
39.进一步的,所述微控制器的控制电路模块对接收的所述真空流量值进行逻辑运算后,通过输出模块将运算结果以开关量信号的形式发送至所述植入真空吸嘴的真空流量控制器中,所述真空流量控制器根据开关量信号调节用以控制所述植入真空吸嘴的真空流量值。
40.进一步的,所述微控制器的控制电路模块包括逻辑控制电路模块和比较控制电路模块,所述逻辑控制电路模块被配置的实现对接收的实时真空流量值的逻辑运算,且将逻辑运算结果发送至所述比较控制电路模块进行比较运算,所述比较控制电路模块将所述实时真空流量值与预定真空流量值范围进行比较运算,得到控制所述植入真空吸嘴动作的真空流量值的异常情况及偏差量,所述微控制器根据控制所述植入真空吸嘴动作的真空流量值与所述植入真空吸嘴动作的关系进行逻辑运算,得到所述植入真空吸嘴的动作异常情况和动作偏差量。
41.进一步的,所述微控制器的输出模块与所述比较控制电路模块相连,所述比较控制电路模块发出的动作偏差量信号以开关量信号的形式自所述输出模块发出。
42.进一步的,所述位移传感器探头包括线圈,所述线圈在通电后形成电磁场;所述植
入真空吸嘴和所述位移传感器探头的距离与所述电磁场的磁场强度呈线性函数关系。
43.进一步的,所述信号处理器接收所述位移传感器探头发送的表征电磁场的磁场强度的电压信号,并将所述电压信号处理为位移信号,所述位移信号被所述微控制器接收并处理为数字信号,所述数字信号被所述微控制器储存,并被所述控制电路模块接收后进行逻辑运算,所述输出模块将运算结果以开关量信号的形式发送至植入真空吸嘴的动作控制器中。
44.进一步的,所述信号处理器对所述位移传感器探头发送的电压信号进行信号调理,得到位移信号。
45.进一步的,所述微控制器具有高速ad转换器,所述位移信号被所述高速ad转换器采集转换为数字信号。
46.进一步的,所述微控制器中储存有基准信号,所述基准信号作为所述控制电路模块进行逻辑运算时的比较基准。
47.进一步的,所述微控制器将其处理得到的数字信号传送给显示屏,所述微控制器计算得到所述位移传感器探头与所述植入真空吸嘴的距离数值,并将所述距离数值显示在所述显示屏上,所述距离数值以连续的位移变化曲线显示在所述显示屏上,所述连续的位移变化曲线表征所述植入真空吸嘴与所述传感器探头的实时距离;所述微控制器根据所述连续的位移变化曲线设定逻辑运算时用于比较的基准信号。
48.基于上述的机构动作状态自动监控系统,本发明还提供一种自动化设备,所述机构动作状态自动监控系统被配置的监测所述自动化设备的动作状态。
49.与现有技术相比,本发明具有如下有益效果中的一个或多个:
50.1.本发明所述的机构动作状态自动监控系统对元器件处理装置的插入部的植入真空吸嘴的整个动作过程实时监控,可根据监控数据动态调整设备动作,使得插入部运行可靠自动调节。
51.2.现有技术中自动化包装设备无插入部状态监控诊断功能,针对插入部问题导致的立料,物料刮伤等问题无法精确调整,而本发明所述的机构动作状态自动监控系统整个装置全外挂,无需修改原设备电路及程序,可靠性好,且可对插入部的整个动作过程实时监控,若出现动作异常情况时可及时报警并记录报警数据,根据需求数据也可传给服务器,监控的动作波形可直观显示,便于及时的维护调试,将微观动作数据化、可视化,不论在后期数据分析还是维护调试过程中精度都大幅度提高。
52.3.本发明提供的机构动作状态自动监控系统可拓展至测包机以外的场景应用,如机械振动测量,偏移测量等,成本低廉。
53.4.本发明提供的机构动作状态自动监控系统将传感器的被测物理量数字化,这些数字可以用通讯模块进行传输,比如用485通信协议来传输数据,数据传输至上位机系统之后,可以进行集中控制监测,数据存储之后也可以进行整理分析,比如,根据故障或者不良的情况,对应找出相关数据,将其与良品率高的时段进行比较分析,分析出故障或者不良的原因,进而对设备进行调整,改良,从而提高设备运行的可靠性及产品生产的良率,可以节省成本,提高生产效率。
附图说明
54.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
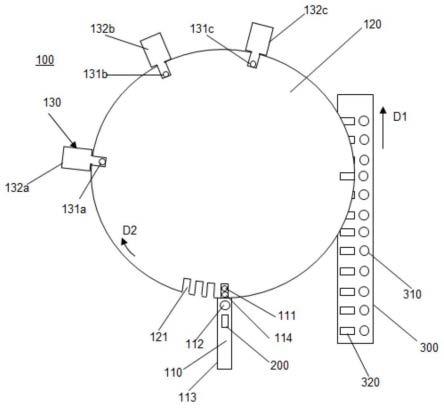
55.图1为本发明中的元器件处理装置在一个实施例中的俯视示意图,其中部分部件未示出;
56.图2为图1中的元器件处理装置的部分结构的侧视放大示意图,其中仅示意性的示出了入料部的相关部分结构;
57.图3为图1中的元器件处理装置的部分结构的侧视放大示意图,其中仅示意性的示出了排料部的相关部分结构;
58.图4为图1中的元器件处理装置的部分结构的侧视放大示意图,其中仅示意性的示出了植入部的相关部分结构;
59.图5为图1中的元器件处理装置的气体通路结构示意图;
60.图6为本发明所述自动监控系统在一种实施例中的原理示意图;
61.图7为本发明所述自动监控系统对一个动作机构进行监控时的原理示意图。
具体实施方式
62.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
63.本发明的详细描述主要通过程序、步骤、逻辑块、过程或其他象征性的描述来呈现,其直接或间接地模拟本发明中的技术方案的运作。所属领域内的技术人员使用此处的这些描述和陈述向所属领域内的其他技术人员有效的介绍他们的工作本质。
64.此处所述的“一个实施例”或“实施例”是指与所述实施例相关的特征、结构或特性至少可包含于本发明至少一个实现方式中。在本发明中不同地方出现的“在一个实施例中”并非必须都指同一个实施例,也不必须是与其他实施例互相排斥的单独或选择实施例。此外,表示一个或多个实施例的方法、流程图或功能框图中的模块顺序并非固定顺序并非固定的指代任何特定顺序,也不构成本发明的限制。
65.实施例1
66.本发明提供一种机构动作状态自动监控系统,可以全外挂,独立触摸屏实现人机界面,若将该自动监控系统应用在一种自动化设备中,则可以实现对设备动作的监控调节。
67.本发明还提供一种元器件处理装置,该元器件处理装置可以作为一个单独的自动化设备,也可以与其他装置配合使用,组成一套完善的自动化处理设备。需要注意的是,在本文中,所述元器件处理装置中的“处理”一词具有广义上的含义,对元器件的拾取、转运、检测、排除、下料、安置、贴装等,都可以称之为对元器件的处理。本文中的元器件可以包括芯片、电阻、电容等小型的元器件。
68.所述元件处理装置有很多种。有的元件处理装置可以利用真空吸附的原理将元器件包装入载带内的收纳槽中,其中涉及元器件的上料(即元器件的拾取)、元器件的转运、元器件的检测、检测异常的元器件的排除、检测正常的元器件的植入(即元器件的安置),其中
的多个动作都需要通过真空吸附来完成。另外,也有的元器件处理装置的目的不是将所述元器件包装入载带中,而是将检测合格的元件器挑选出来,挑选出来的元器件被直接装入相关的容器中即可,其中涉及元器件的上料(即元器件的拾取)、元器件的转运、元器件的检测、检测异常的元器件的排除、检测正常的元器件的下料(将挑选出来的元器件被直接装入相关的容器中)等,其中的多个动作都需要通过真空吸附来完成。此外,还有的元器件处理装置用来将元器件贴装于比如电路板的载板上,其中涉及元器件的上料(即元器件的拾取)、元器件的转运、元器件的贴装等,其中的多个动作都需要通过真空吸附来完成。
69.本文中主要以将元器件包装入载带内的收纳槽中的元件处理设备为例进行介绍。很显然,在一些实施例中,其他元件处理设备由于采用了相同的真空吸附原理,根据本文中的教导,本领域内的普通技术人员可以将本文中详细描述的真空管理方案也应用到其他类型的元器件处理装置(比如元器件筛选设备或元器件贴片设备)中。
70.图1为本发明中的元器件处理装置100在一个实施例中的俯视示意图,其中部分部件未示出。所述元器件处理装置100可以将元器件200包装入载带300内的收纳槽320中。所述元器件200可以是芯片等小型被动元器件。在将元器件200包装入载带300内的收纳槽320中之前,所述元器件处理装置100还可以对所述元器件200进行电气性能检测,所述元器件处理装置100还需要排除掉检测出现异常的元器件200,保留检测正常的元器件。
71.结合图1-4所示的,所述元器件处理装置100包括机台180、设置于机台180上的转盘120、入料部110、排料部130、植入部140和检测装置(未图示)。
72.所述转盘120在工作时被驱动的转动,转到方向可以如图1中的d2,所述转盘120包括设置于边缘上的多个凹槽121。为了简单,图1中仅仅示例性的给出了设置于所述转盘120部分边缘上的几个凹槽121,实际上,所述转盘120的所有边缘部分上都均匀设置有凹槽121。
73.图2为图1中的元器件处理装置100的部分结构的侧视放大示意图,其中仅示意性的示出了入料部110的相关部分结构。图5为图1中的元器件处理装置的气体通路结构示意图。结合图1、2和5所示的,所述入料部110包括设置于机台180上的入料真空吸嘴111、设置于机台180上的入料轨道113、分离针112和入位检测器114。所述植入真空吸嘴111通过管道与真空泵151(如图5所示的)相连通。所述分离针112受控的在阻挡位置和敞开位置之间移动。在所述分离针112处于阻挡位置时阻挡所述入料轨道113上的元器件200,如图2所示的,此时所述分离针112位于阻挡位置。在所述分离针112处于敞开位置时,所述分离针112的顶端低于或等高于所述入料轨道113的轨道面,所述入料真空吸嘴111通过真空吸力将所述入料轨道113上的元器件200吸入位于所述入料真空吸嘴111处的凹槽121内,之后所述分离针112再由常开位置恢复至阻挡位置。所述入位检测器114被配置的检测所述元器件200是否进入位于所述入料真空吸嘴111处的凹槽121内。所述转盘120转动时,所述转盘120的凹槽121依次经过所述入料真空吸嘴111,配合所述分离针112在阻挡位置和敞开位置之间的往复运动,所述元器件200逐个的被吸附至所述转盘120的凹槽121内。
74.在一种实施例中,所述入料真空吸嘴111通过管道受控可选的与所述真空泵和出气泵中的一个连通,在所述入料部110的分离针112处于敞开位置时所述入料真空吸嘴111通过真空吸力于所述入料轨道113上吸附元器件200,若所述检测装置检测到所述元器件200为异常元器件,则所述入料真空吸嘴111由真空状态转换为出气状态将所述异常元器件
吹出;若所述检测装置检测到所述元器件200为正常元器件,则所述入料真空吸嘴111通过真空吸力将元器件200吸入位于所述入料真空吸嘴111处的凹槽121内。
75.随着所述转盘120的转动,所述检测装置可以对被吸附至所述转盘120的凹槽121内的所述元器件200依次进行电气性能检测,比如阻值检测或容值检测等。对于检测异常的元器件200需要被从所述转盘120中排除,所述排料部130可以被配置来执行检测异常的元器件200的排除工作。当然,对于检测正常的元器件200,所述排料部130不进行排除动作,需要吸附检测正常的元器件200。
76.图3为图1中的元器件处理装置100的部分结构的侧视放大示意图,其中仅示意性的示出了排料部130的相关部分结构。结合图1、3和5所示,所述排料部130包括设置于机台上的排料真空吸嘴131、收料腔132和电磁阀133(如图5所示)。所述电磁阀133的第一端口与排料真空吸嘴131连通,所述电磁阀133的第二端口与所述真空泵151连通,所述电磁阀133的第三端口与所述出气泵135连通。所述电磁阀133受控可选的将第一端口与第二端口和第三端口中的一个连通。所述排料真空吸嘴131通过电磁阀133受控可选的与所述真空泵151和出气泵135中的一个连通。
77.对于检测正常的元器件200,所述电磁阀133使得所述排料真空吸嘴131与所述真空泵151连通,所述排料真空吸嘴131通过真空吸力将检测正常的元器件吸附在位于所述排料真空吸嘴131处的凹槽121内。对于检测异常的元器件200,所述电磁阀133使得所述排料真空吸嘴131与所述出气泵135连通,所述排料真空吸嘴131通过吹气推力将检测异常的元器件200从位于所述排料真空吸嘴131处的凹槽121内吹出,被吹出的元器件200掉落到所述收料腔132中。随着所述转盘120的转动,所述转盘120边缘的凹槽121会依次经过所述排料部130的排料真空吸嘴131,配合所述电磁阀133的动作控制可以将检测正常的元器件200保留住,将检测异常的元器件200排除。
78.如图1所示,其示意图了三个排料部130,它们的所述排料真空吸嘴分别被标记为131a、131b和131c,它们的收料腔分别被标记为132a、132b和132c,三个排料部130也会有三个电磁阀133。当然,在其他实施例中,也可以设置一个排料部,两个排料部或更多个排料部,排料部的数目取决了应用和设计。
79.图4为图1中的元器件处理装置的部分结构的侧视放大示意图,其中仅示意性的示出了植入部140的相关部分结构。结合图1、4和5所示,
80.所述植入部140包括植入真空吸嘴141和植入驱动部142。所述植入真空吸嘴141通过管道与真空泵151相连通。所述植入真空吸嘴141将通过真空吸力将位于所述植入真空吸嘴141处的凹槽121内的元器件200吸住并植入载带300的收纳槽320中。所述植入驱动部142驱动所述植入真空吸嘴141在取料位置和植入位置之间往复运动。如图4所示的,所述植入真空吸嘴141位于取料位置,所述植入真空吸嘴141向下运动后到达植入位置(未图示)。所述植入真空吸嘴141在所述取料位置时从将位于所述植入真空吸嘴141处的凹槽121内的元器件200吸住,在植入位置时将吸住的元器件200植入所述载带300的收纳槽320中。
81.所述元器件处理装置100还包括载带驱动部(未图示)。如图1所示的,所述载带驱动部驱动载带300经过所述植入部140。所述载带300上包括排成列的多个收纳槽320以及排成列的载带孔310。所述载带驱动部通过所述载带300上的载带孔310向前驱动所述载带300的收纳槽320依次经过所述植入真空吸嘴141。
82.如图1所示的,随着所述转盘120的转动,所述转盘120边缘的凹槽121会依次先后经过所述入料真空吸嘴111、所述排料真空吸嘴131和所述植入真空吸嘴141,配合所述分离针112在阻挡位置和敞开位置之间的往复运动,所述元器件200逐个的被吸附至所述转盘120的凹槽121内,配合所述电磁阀133的动作控制可以将检测正常的元器件200保留住,将检测异常的元器件200排除,配合所述植入真空吸嘴141的往复运动以及载带300的向前运动,所述植入真空吸嘴141可以将所述转盘120边缘的凹槽121内的元器件200依次放入所述载带300的容纳槽320内。
83.基于上述提供的元器件处理装置,可将本发明提供的机构动作状态自动监控系统应用在元器件处理装置的插入部(或称植入部)的植入真空吸嘴上。可参见图6、7,其中:01-信号监测装置;011-位移传感器探头;012-真空流量计;02-信号处理器;021-信号处理板;022-振荡电路;023-检波电路;024-调零电路;025-放大电路;026-输出电路;027-漂移抑制电路;028-零点控制电路;029-增益控制电路;03-微控制器;031-控制电路模块;0311-逻辑控制电路模块;0312-比较控制电路模块;032-输入输出接口;033-模数通道;034-输出模块;035-通信模块(微控制器的通信口);04-显示屏;05-电源模块。
84.本发明提供的机构动作状态自动监控系统可以包括:一个或多个信号监测装置01,被配置的分别测量对应的一个或多个机构动作部位的实时动作信号;
85.信号处理器02,被配置的对所述实时动作信号进行信号处理;
86.微控制器03,被配置的对自所述信号处理器02处理接收的实时动作信号进行运算处理,获得机构动作部位的动作状态参数,并根据所述动作状态参数确定所述机构动作部位的动作异常情况;
87.所述微控制器03包括控制电路模块031和输出模块034,所述控制电路模块031对所述动作状态参数进行逻辑运算后,通过所述输出模块034将运算结果以开关量信号的形式发送至所述机构的动作控制器中,所述机构的动作控制器根据所述开关量信号调节所述机构的动作。
88.因此,本发明提供的自动监控系统可以同时监测多个动作部位,如图6,图6中示出了多个传感器探头,一个传感器探头可监测一个动作机构,互不影响,同时监测,本实施例主要介绍用一个传感器探头监测一个植入真空吸嘴141的监测实例。
89.在一种实施例中,参见图7,本发明所述信号监测装置01可以包括位移传感器探头011,所述位移传感器探头011靠近所述机构的动作部位,所述机构的动作部位包括元器件处理装置的插入部的植入真空吸嘴141,所述位移传感器探头011实时监测所述植入真空吸嘴141的动作信号;所述信号处理器02包括信号处理板021,所述位移传感器探头011监测得到的所述植入真空吸嘴141的实时动作信号被所述信号处理板021上的处理电路进行信号处理。
90.在一种实施例中,本发明所述信号处理板021上的处理电路包括振荡电路022、检波电路023、调零电路024、放大电路025、输出电路026、漂移抑制电路027、零点控制电路028和增益控制电路029。自所述位移传感器探头011接收的实时动作信号依次被所述振荡电路022、检波电路023、调零电路024和放大电路025进行信号处理,且当所述实时动作信号被所述振荡电路022进行信号处理时,所述漂移抑制电路027与所述振荡电路022协同对所述信号进行处理。当所述实时动作信号被所述检波电路023进行信号处理时,所述漂移抑制电路
027与所述检波电路023协同对所述信号进行处理。当所述实时动作信号被所述调零电路024进行信号处理时,所述零点控制电路028与所述调零电路024协同对所述信号进行处理。当所述实时动作信号被所述放大电路025进行信号处理时,所述增益控制电路029与所述放大电路025协同对所述信号进行处理。经所述放大电路025处理完成的所述实时动作信号被所述输出电路026发送至所述微控制器03。所述微控制器03控制所述零点控制电路028和增益控制电路029对所述实时动作信号的处理程度。
91.在一种实施例中,所述微控制器03包括输入输出接口032和模数通道033,所述信号处理器02通过所述输入输出接口032和/或所述模数通道033实现对所述微控制器03的信号传输。
92.在一种实施例中,所述微控制器03的控制电路模块031包括逻辑控制电路模块0311和比较控制电路模块0312,所述逻辑控制电路模块0311被配置的实现对接收的实时动作信号的逻辑运算,且将逻辑运算结果发送至所述比较控制电路模块0312进行比较运算,所述比较控制电路模块0312将所述实时动作信号与预定动作信号范围进行比较运算,得到所述植入真空吸嘴141的动作异常情况及动作偏差量。
93.在一种实施例中,所述微控制器03的输出模块034与所述比较控制电路模块0312相连,所述比较控制电路模块0312发出的动作偏差量信号以开关量信号的形式自所述输出模块034发出。
94.在一种实施例中,所述开关量信号是ⅰ/o信号,所述ⅰ/o信号控制所述植入真空吸嘴141的plc程序动作。所述开关量信号控制所述元器件处理设备关于植入部真空吸嘴的plc程序,若所述开关量控制信号为高电平,则所述开关量控制信号控制植入部真空吸嘴的plc程序继续动作;若所述开关量控制信号为低电平,则所述开关量控制信号控制植入部真空吸嘴的plc程序停止动作。
95.在一种实施例中,所述比较控制电路模块0312得到所述植入真空吸嘴141的动作异常情况后,所述微控制器03根据所述植入真空吸嘴141的动作异常程度发出相应等级的报警信号。
96.在一种实施例中,所述微控制器03与显示屏04相连,所述微控制器03发出的报警信号通过所述显示屏04显示;所述比较控制电路模块0312发出的动作偏差量信号通过所述显示屏04显示。
97.本发明提供的自动监控系统的基本原理可简述如下:
98.振荡电路022与传感器探头配合向外发射电磁能量;当植入真空吸嘴141动作时,吸嘴与探头的距离变化就会产生与吸嘴的运行轨迹一致的电信号;信号经过检波电路023过滤后剩余需要的电信号;调零电路024实现程序可对信号的基准电压任意调整;放大电路025与增益控电路实现程序对信号幅度的任意调整;调整好的信号经过模数转换通道(ad通道)输入到微控制器03(mcu);mcu对吸嘴的动作时间及动作过程的抖动量进行分析;对正常的结果通过逻辑控制电路以及比较电路输出给设备信号;异常时,通过输出输入回路(io回路)输出报警信号;报警数据以及运行参数可通过触摸屏显示和精确设定,实现高精度监控。
99.本发明所述的机构动作状态自动监控系统对元器件处理装置的插入部的植入真空吸嘴141的整个动作过程实时监控,可根据监控数据动态调整设备动作,使得插入部运行
可靠自动调节。
100.现有技术中自动化包装设备无插入部状态监控诊断功能,针对插入部问题导致的立料,物料刮伤等问题无法精确调整,而本发明所述的机构动作状态自动监控系统整个装置全外挂,无需修改原设备电路及程序,可靠性好,且可对插入部的整个动作过程实时监控,若出现动作异常情况时可及时报警并记录报警数据,根据需求数据也可传给服务器,监控的动作波形可直观显示,便于及时的维护调试,将微观动作数据化、可视化,不论在后期数据分析还是维护调试过程中精度都大幅度提高。本发明提供的机构动作状态自动监控系统可拓展至测包机以外的场景应用,如机械振动测量,偏移测量等,成本低廉。本发明提供的机构动作状态自动监控系统将传感器的被测物理量数字化,这些数字可以用通讯模块进行传输,比如用485通信协议来传输数据,数据传输至上位机系统之后,可以进行集中控制监测,数据存储之后也可以进行整理分析,比如,根据故障或者不良的情况,对应找出相关数据,将其与良品率高的时段进行比较分析,分析出故障或者不良的原因,进而对设备进行调整,改良,从而提高设备运行的可靠性及产品生产的良率,可以节省成本,提高生产效率。
101.实施例2
102.在另一种实施例中,本发明提供的机构动作状态自动监控系统中的信号监测装置01可以是真空流量计012,所述机构的动作部位包括元器件处理装置的插入部的植入真空吸嘴141,所述真空流量计012实时监测控制所述植入真空吸嘴141的真空流量值。
103.在一种实施例中,所述微控制器03的控制电路模块031对接收的所述真空流量值进行逻辑运算后,通过输出模块034将运算结果以开关量信号的形式发送至所述植入真空吸嘴141的真空流量控制器中,所述真空流量控制器根据开关量信号调节用以控制所述植入真空吸嘴141的真空流量值。
104.在一种实施例中,所述微控制器03的控制电路模块031包括逻辑控制电路模块0311和比较控制电路模块0312,所述逻辑控制电路模块0311被配置的实现对接收的实时真空流量值的逻辑运算,且将逻辑运算结果发送至所述比较控制电路模块0312进行比较运算,所述比较控制电路模块0312将所述实时真空流量值与预定真空流量值范围进行比较运算,得到控制所述植入真空吸嘴141动作的真空流量值的异常情况及偏差量,所述微控制器03根据控制所述植入真空吸嘴141动作的真空流量值与所述植入真空吸嘴141动作的关系进行逻辑运算,得到所述植入真空吸嘴141的动作异常情况和动作偏差量。
105.在一种实施例中,所述微控制器03的输出模块034与所述比较控制电路模块0312相连,所述比较控制电路模块0312发出的动作偏差量信号以开关量信号的形式自所述输出模块034发出。
106.在一种实施例中,所述位移传感器探头011包括线圈,所述线圈在通电后形成电磁场;所述植入真空吸嘴141和所述位移传感器探头011的距离与所述电磁场的磁场强度呈线性函数关系。
107.在一种实施例中,所述信号处理器02接收所述位移传感器探头011发送的表征电磁场的磁场强度的电压信号,并将所述电压信号处理为位移信号,所述位移信号被所述微控制器03接收并处理为数字信号,所述数字信号被所述微控制器03储存,并被所述控制电路模块031接收后进行逻辑运算,所述输出模块034将运算结果以开关量信号的形式发送至植入真空吸嘴141的动作控制器中。
108.在一种实施例中,所述信号处理器02对所述位移传感器探头011发送的电压信号进行信号调理,得到位移信号;所述微控制器03具有高速ad转换器,所述位移信号被所述高速ad转换器采集转换为数字信号;所述微控制器03中储存有基准信号,所述基准信号作为所述控制电路模块031进行逻辑运算时的比较基准;所述微控制器03将其处理得到的数字信号传送给显示屏04,所述微控制器03计算得到所述位移传感器探头011与所述植入真空吸嘴141的距离数值,并将所述距离数值显示在所述显示屏04上,所述距离数值以连续的位移变化曲线显示在所述显示屏04上,所述连续的位移变化曲线表征所述植入真空吸嘴141与所述传感器探头的实时距离;所述微控制器03根据所述连续的位移变化曲线设定逻辑运算时用于比较的基准信号。
109.因此,本发明提供的自动监控系统可以用来监测控制动作机构的真空流量值,在其他应用场景中,也可以用来监测控制动作机构的电压、电流等电学参数等,通过中间量的监控实现对动作机构的动作判断,实现自动化监测、诊断、调节功能。
110.本发明提供的自动监控系统可以对动作机构的动作位移进行监测,该动作机构可以是元器件处理设备的植入真空吸嘴141,当植入真空吸嘴141在高速往复运动的过程中,其会因为惯性在到达上、下吸合端面的时候发生微小的肉眼不可见的振动,在高精度的吸合动作中,这些微小的振动会引起元器件200在植入载带的过程中产生植入不到位的问题,而植入不到位将会引起元器件200随载带向前运动时碰撞到挡片,进而刮蹭到元器件200使其产生不良。为了解决上述问题,将本发明所述监控系统应用在植入真空吸嘴141上以监测所述植入真空吸嘴141的运动状态,并在监测结果的基础上进行分析植入真空吸嘴141的微小振动量与振动时间是否超出范围,从而规避或者减少产品发生不良的情况。
111.在一种实施例中,于所述电磁阀142上装设上位移传感探头和下位移传感探头,所述上位移传感探头用以监测所述植入真空吸嘴141向上运动距上复位面的距离,所述下位移传感探头用以监测所述植入真空吸嘴141向下运动距下入料面的距离,当所述植入真空吸嘴141在上复位面或下入料面停留并发生微小振动时,与植入真空吸嘴联动,且成为传感器探头的金属被测物在电磁场中移动对电磁场的磁场强度造成了干扰,原本处于幅值的电压信号开始衰减,且由于金属被测物是一段时间的微小振动,那么同样的,所述电压信号也是有一段忽上忽下的微小波动。
112.所述上位移传感探头和下位移传感探头形成所述电磁场的场源,金属被测物置于所述电磁场的覆盖区域内,当金属被测物由远及近的趋向所述上位移传感探头或下位移传感探头时,所述电磁场的磁场强度由大变小,所述电磁场的磁场强度的衰减程度也由小变大。金属被测物和传感器探头10的距离与所述电磁场的磁场强度呈线性函数关系:
113.将金属被测物和传感器探头10的距离记为y,将传感器的测量值记为x,比例因子记为k,距离初始值记为b,则其线性函数的数学表达通式为:
114.y=k
·
x+b(k≠0)
115.通过上述线性函数表达式可以很方便的换算出传感器检测到的位移数值,而这个换算过程可以通过简单的计算机软件来实现。因此,相比传统的只能看出距离范围的位移传感器来说,本发明所述的监控系统可以将位移直接用数字来显示,这样直接可读的数值更便于统计分析,且距离量化之后可为设备调试提供数据支撑。
116.比如,所述下位移传感探头检测出植入真空吸嘴141向下运动入料时产生的一阵
微小震颤,那么本发明所述的外部系统的显示屏上显示的表征所述植入真空吸嘴141与所述下位移传感探头的实时距离的连续的位移变化曲线中,就会显示出一段振动幅度逐渐变小且最终趋于稳定的波折线,而这一段波折线就代表了植入真空吸嘴141向下运动入料时产生的一阵微小震颤的震颤位移变化。由此说明本发明所述的监测系统可以对微小距离进行高速高精度测量。而监测到的这一段波折线可以用来分析检测,若该波折线的波动范围是在植入真空吸嘴141入料的合理波动范围内的,则表示设备运行正常,而若是该波折线的波动范围不在或者部分超出该植入真空吸嘴141入料的合理波动范围,则表示设备异常需要检修了,这样的数据指导可以预见性的规避生产过程中的失误,减少零件(原料)浪费和生产加工浪费。
117.植入真空吸嘴141向下运动入料时产生的一阵微小震颤会引发传感器探头发出的电压信号产生波动,该电压信号被所述数字化位移装置20的信号处理器21进行信号调理,得到位移信号。
118.在一种实施例中,可以将所述位移信号接入微控制器的控制电路模块中,通过逻辑运算将得到的位移信号与预设的基准信号进行数值比较,从而监测所述植入真空吸嘴141由于振动而上下波动的位置是否在合理的位置范围之内,若检测出其不在合理位置范围之内操作人员就可以让这一时段的植入真空吸嘴141空载,载带移动也暂停,从而规避这种可能造成植入落位不良的问题发生。
119.甚至于,比较器将得到的位移信号与预设的基准信号进行数值比较得到一个开关量控制信号(所述开关量控制信号可以是ⅰ/o信号),所述开关量控制信号可用来监测所述植入真空吸嘴141的动作是否到位:
120.于所述电磁阀142上装设上位移传感探头和下位移传感探头,所述上位移传感探头用于检测所述植入真空吸嘴141向上复位是否到位,到位输出高电平,未到位输出低电平;所述下位移传感探头用于检测所述植入真空吸嘴141向下入料是否到位,到位输出高电平,未到位输出低电平。
121.元器件处理设备100的plc程序控制所述植入真空吸嘴141动作。若所述植入真空吸嘴141向下运动完成入料动作,即所述植入真空吸嘴141向下入料面运动,则下位移传感探头检测到该植入真空吸嘴141与下入料面的距离,所述微控制器将该距离数字化并通过显示屏的显示界面显示出来,且微控制器的控制电路模块接收到该位移数字后将其与预存的基准数字信号进行比对,并输出开关量控制信号,若输出的开关量控制信号为高电平,则说明所述植入真空吸嘴141向下入料面运动已到位,plc程序控制所述植入真空吸嘴141继续动作;若输出的开关量控制信号为低电平,则说明所述植入真空吸嘴141向下入料面运动没有到位,plc程序控制所述植入真空吸嘴141停止动作。由于此时所述植入真空吸嘴141是向下入料面运动(不论运动是否到位)的,其已超出了上位移传感探头的检测范围,因此,检测上位移传感探头的距离信号的比较器因无法输出高电平而显示低电平。但应说明的是,此时所述植入真空吸嘴141向下运动,检测上位移传感探头距离信号的比较器输出低电平才是正常的。
122.本发明通过开关量控制信号检测植入真空吸嘴141动作是否到位了,是否需要干预调整。若植入真空吸嘴141动作不到位,开关量控制信号就作用于所述plc程序使其控制所述植入真空吸嘴141停止动作。此时即说明元器件处理设备100的植入真空吸嘴141的动
作出现了失误,需要矫正,动作失误处理之后,plc程序控制植入真空吸嘴141继续动作,所述开关量控制信号持续监测吸嘴动作是否到位,若是植入真空吸嘴141的动作频繁出现失误,即证明元器件处理设备100需要检修了。
123.当元器件处理设备100接收到开关量控制信号后,会根据所述开关量控制信号调整所述植入真空吸嘴141的动作,其做出的动作调整可以影响生产处理过程的效率及生产良率,进而减少生产成本。
124.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
125.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1