液位控制方法、装置、控制器及可读存储介质与流程
1.本公开涉及玻璃生产技术领域,具体地,涉及一种液位控制方法、装置、控制器及可读存储介质。
背景技术:
2.随着高端显示类产品的升级换代,面板生产企业对有机发光半导体(organic electroluminescence display,oled)及低温多晶硅(low temperature poly-silicon,ltps)显示用玻璃基板的品质提出了更高的要求。这就要求平板显示基板玻璃的生产过程中实现更加精细化操作和控制。
3.oled及ltps显示用基板玻璃生产过程中,窑炉工序主要负责将配合料熔化成合格的玻璃液供给下游生产工序,窑炉工序的生产工艺稳定对后工序的生产至关重要。其中液位的稳定直接影响到窑炉加料的稳定性,铂金通道出料管控和工艺的稳定性,对产品板面缺陷也有重要影响。
4.在相关技术中,为了保持液位稳定,通常在玻璃生产过程中采集通常采用核子液位计监测液位信号,发射端和接收端分别置于铂金通道液位管两侧,从发射端发射射线,在接收端通过分析射线的衰减量来分析液位的变化,随着生产过程中高温玻璃液对铂金本体的侵蚀导致本体漏料,液位管处渗漏的玻璃液对射线的吸收能力产生较大影响导致显示液位失真。在此情况下,若继续采用液位自动控制模式,错误大幅调整加料量会导致炉内真实液位产生较大幅度变化。可能引发供料流量失控、产品缺陷增加及对铂金通道安全运行产生极为不利的影响,甚至可能导致产线停产改造。
技术实现要素:
5.本公开的目的是提供一种液位控制方法、装置、控制器及可读存储介质,以解决相关技术中的问题。
6.为了实现上述目的,根据本公开实施例的第一方面,提供一种液位控制方法,应用于玻璃生产系统,包括:
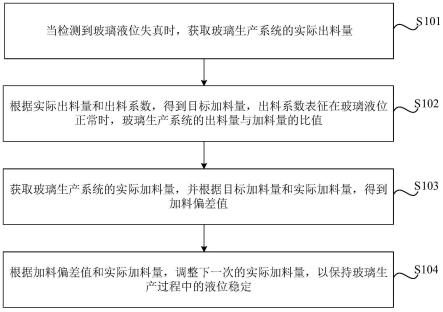
7.当检测到玻璃液位失真时,获取所述玻璃生产系统的实际出料量;
8.根据所述实际出料量和出料系数,得到目标加料量,所述出料系数表征在玻璃液位正常时,所述玻璃生产系统的出料量与加料量的比值;
9.获取所述玻璃生产系统的实际加料量,并根据所述目标加料量和所述实际加料量,得到加料偏差值;
10.根据所述加料偏差值和所述实际加料量,调整下一次的实际加料量,以保持玻璃生产过程中的液位稳定。
11.可选地,所述方法还包括:
12.统计每次的加料偏差值,并进行累加,得到加料偏差总值;
13.将所述加料偏差总值与预设偏差范围进行对比,得到对比结果;
14.当所述加料偏差总值处于所述预设偏差范围时,生成加料信号并发送给所述玻璃生产系统以进行下一次的加料动作。
15.可选地,所述方法还包括:
16.当所述加料偏差总值不处于所述预设偏差范围时,生成报警信号并发送至所述玻璃生产系统,以使所述玻璃生产系统停止运作。
17.可选地,所述方法还包括:
18.根据第一时间周期确定所述加料偏差值;
19.根据第二时间周期对每次确定的加料偏差值进行累加,得到第一加料偏差值总和,所述第二时间周期大于所述第一时间周期;
20.根据第三时间周期对每次确定的第一加料偏差值总和进行累加,得到第二加料偏差值总和,所述第三时间周期大于所述第二时间周期;
21.所述根据所述加料偏差值和所述实际加料量,调整下一次的实际加料量,包括:
22.以所述加料偏差值处于第一预设取值范围,所述第一加料偏差值总和处于第二预设取值范围,所述第二加料偏差值总和处于第三预设取值范围为目标,根据所述加料偏差值和所述实际加料量,调整下一次的实际加料量,所述第一预设取值范围在所述第二预设取值范围内,所述第二预设取值范围在所述第三预设取值范围内。
23.可选地,所述目标加料量的计算式为:
24.a1=b1/k;
25.其中,a1为所述目标加料量,b1为所述实际出料量,k为所述出料系数。
26.可选地,所述加料偏差值的计算式为:
27.△
a=a'-a1;
28.其中,
△
a为所述加料偏差值,a'为所述实际加料量,a1为所述目标加料量。
29.根据本公开实施例的第二方面,提供一种液位控制装置,应用于玻璃生产系统,所述装置包括:
30.出料量获取模块,用于当检测到玻璃液位失真时,获取所述玻璃生产系统的实际出料量;
31.目标加料量生成模块,用于根据所述实际出料量和出料系数,得到目标加料量,所述出料系数表征在玻璃液位正常时,所述玻璃生产系统的出料量与加料量的比值;
32.偏差值生成模块,用于获取所述玻璃生产系统的实际加料量,并根据所述目标加料量和所述实际加料量,得到加料偏差值;
33.实际加料量生成模块,用于根据所述加料偏差值和所述实际加料量,调整下一次的实际加料量,以保持玻璃生产过程中的液位稳定。
34.可选地,所述装置还包括:
35.偏差总值生成模块,用于统计每次的加料偏差值,并进行累加,得到加料偏差总值;
36.对比模块,用于将所述加料偏差总值与预设偏差范围进行对比,得到对比结果;
37.加料模块,用于当所述加料偏差总值处于所述预设偏差范围时,生成加料信号并发送给所述玻璃生产系统以进行下一次的加料动作。
38.根据本公开实施例的第三方面,提供一种控制器,包括:
39.存储器,其上存储有计算机程序;
40.处理器,用于执行所述存储器中的所述计算机程序,以实现本公开第一方面所提供的液位控制方法的步骤。
41.根据本公开实施例的第四方面,提供一种非临时性计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现本公开第一方面所提供的液位控制方法的步骤。
42.通过上述技术方案,当检测到玻璃液位失真时,获取玻璃生产系统的实际出料量;根据实际出料量和出料系数,得到目标加料量,出料系数表征在玻璃液位正常时,玻璃生产系统的出料量与加料量的比值;获取玻璃生产系统的实际加料量,并根据目标加料量和实际加料量,得到加料偏差值;根据加料偏差值和实际加料量,调整下一次的实际加料量,以保持玻璃生产过程中的液位稳定。这样,在玻璃液位失真的情况下,根据实际出料量,以及表征玻璃液位正常情况下的出料系数,得到目标加料量,并根据目标加料量和实际加料量来调整下一次的实际加料量,避免液面大幅度变化,以此来保证玻璃生产过程中液位的稳定。
43.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
44.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
45.图1为本公开实施例提供的一种玻璃生产系统的结构示意图;
46.图2是本公开实施例提供的一种玻璃生产液位计的截面示意图;
47.图3是本公开实施例提供的一种液位失真后的走势示意图;
48.图4是本公开实施例提供的一种液位控制方法的流程图;
49.图5是本公开实施例提供的另一种液位控制方法的流程图;
50.图6是本公开实施例提供的另一种液位控制方法的流程图;
51.图7是本公开实施例提供的一种液位控制装置的框图;
52.图8是根据一示例性实施例示出的一种电子设备的框图。
53.附图标记说明
54.11-投料系统;12-窑炉;13-通道;14-成型模块;15-基板玻璃出料计量系统;1-液位计发射端;2-液位计接收端;3-铂金通道保温结构层;4-铂金通道本体;5-液位管;400-液位控制装置;401-出料量获取模块;402-目标加料量生成模块;403-偏差值生成模块;404-实际加料量生成模块;700-电子设备;701-处理器;702-存储器;703-多媒体组件;704-i/o接口;705-通信组件。
具体实施方式
55.以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
56.本公开所使用的术语“第一”、“第二”等是为了区分一个要素和另一个要素,不具有顺序性和重要性。此外,在下面的描述中,当涉及到附图时,除非另有解释,不同的附图中
相同的附图标记表示相同或相似的要素。
57.在介绍本公开的具体实施方式之前,首先,对本公开的应用场景进行说明。在基板玻璃生产过程中,影响基板玻璃品质的一个重要因素就是窑炉和通道内玻璃液位的稳定性控制。窑炉和通道内玻璃液位的波动会导致基板玻璃气泡、条纹、亮线和颗粒等缺陷的产生,降低了线体的生产良率。
58.在玻璃生产系统中,如图1所示,玻璃生产系统包括投料系统11、窑炉12、通道13、成型模块14、以及基板玻璃出料计量系统15。投料系统11内部设有窑炉12玻璃粉料在线称量系统,同时投料系统11还设有料仓,通过料袋向投料系统11中的料仓加入玻璃粉料;投料系统11连接有窑炉12,窑炉12通过通道13和成型模块14连接,成型模块14将玻璃液进行成型加工,得到基板玻璃,在成型模块14的玻璃横切装置后端连接有基板玻璃出料计量系统15,以记录基板玻璃的生产数量。
59.如图2所示,铂金通道保温结构层3、铂金通道本体4和液位管5共同构成通道13,用于液位监测的核子液位计的工作原理如下:液位计发射端1和液位计接收端2分别置于通道13两侧,从液位计发射端1发射射线,射线经过通道13及通道13内的玻璃液后,到液位计接收端2,在液位计接收端2通过分析射线的衰减量来分析玻璃液位的变化。随着生产过程中高温玻璃液对铂金本体的侵蚀导致本体漏料,液位管5处渗漏的玻璃液对射线的吸收能力产生较大影响导致显示液位失真。如图3所示,图中两条相互平行的横线之间为液位管控范围,另一条变化的线即为走势线,当玻璃液位在液位管控指标内时,则表征液位正常,当玻璃液位在短时间内连续增长,且超过液位管控范围,则表征液位失真。
60.液位监测通常采用核子液位计,生产过程中高温玻璃液对铂金本体的侵蚀导致其漏料,致使核子液位计监测数值异常,显示液位和实际液位出现较大偏差,如仍根据显示液位进行液位控制,则会导致实际液位大幅偏离正常生产液位,引发窑炉12、通道13工艺异常,导致板面缺陷激增,情况严重可能引发产线停产停线。
61.为了解决上述问题,本公开提供了一种液位控制方法,该方法在液位显示异常,液位失真后,可以忽略液位显示值,根据实际出料量大小精确计算目标加料量,通过目标加料量和实际加料量的差值进行管控,可以保证窑炉12和通道13液位基本稳定在正常生产水平附近,最大限度地延长产线寿命,使产线在生产周期内释放最大产能,以保证经济效益。
62.基于上述的玻璃生产系统,下面给出一种液位控制方法可能的实现方式,请参阅图4,图4是本公开实施例提供的一种液位控制方法的流程图。液位控制方法可以包括以下步骤:
63.步骤s101,当检测到玻璃液位失真时,获取玻璃生产系统的实际出料量。
64.出料量可以是玻璃生产系统末端记录的基板玻璃的生产数量,其单位可以是片或者是张。当核子液位计检测到玻璃液位在短时间内连续增长,且超过液位管控范围,则玻璃液位失真,则执行获取玻璃生产系统的基板玻璃的生产数量,即为实际出料量。
65.步骤s102,根据实际出料量和出料系数,得到目标加料量,出料系数表征在玻璃液位正常时,玻璃生产系统的出料量与加料量的比值。
66.加料量可以是投料系统11向窑炉12内投入的玻璃生产的原材料(例如,玻璃粉料)的重量。投料系统11内部设有窑炉12玻璃粉料在线称量系统,以记录原材料重量。出料系数可以表征在玻璃液位处于液位管控范围内时,玻璃生产系统的出料量和加料量的比值。需
要说明的是,出料系数统计的是一段时间内,玻璃生产系统的出料量和加料量的比值。该一段时间可以是半小时或一小时,还可以是其他时间。
67.进一步地,为了保证出料系数更精准,可以获取玻璃液位正常时连续多日(例如,15天)的日平均小时出料量和日平均小时加料量数据,通过两者比值求得出料系数,这样能进一步保证出料系数的准确性。
68.目标加料量可以是在基于已有的实际出料量,结合在玻璃液位正常时的出料系数,理论上应该向窑炉12内投入的玻璃生产原材料的重量。通过实际出料量和出料系统,可以反推出目标加料量。
69.步骤s103,获取玻璃生产系统的实际加料量,并根据目标加料量和实际加料量,得到加料偏差值。
70.实际加料量可以是在上述的一段时间内,实际向窑炉12内投入的玻璃生产原材料的重量。加料偏差值可以是实际加料量和目标加料量的差值。
71.步骤s104,根据加料偏差值和实际加料量,调整下一次的实际加料量,以保持玻璃生产过程中的液位稳定。
72.当加料偏差值是正数时,表征在该一段时间内的实际加料行为中,加多了料,那么在下一次的实际加料中,需要适应性减少;
73.当加料偏差值是负数时,表征在该一段时间内的实际加料行为中,加少了料,那么在下一次的实际加料中,需要适应性增加。
74.这样,在玻璃液位失真的情况下,根据实际出料量,以及表征玻璃液位正常情况下的出料系数,得到目标加料量,并根据目标加料量和实际加料量来调整下一次的实际加料量,避免液面大幅度变化,以此来保证玻璃生产过程中液位的稳定。
75.图5是本公开实施例提供的另一种液位控制方法的流程图。如图5所示,该液位控制方法可以包括以下步骤:
76.步骤s201,当检测到玻璃液位失真时,获取玻璃生产系统的实际出料量。
77.需要说明的是,步骤s201的实施过程与图4所示的步骤s101的实施过程类似,本实施例对此不作赘述。
78.步骤s202,根据实际出料量和出料系数,得到目标加料量,出料系数表征在玻璃液位正常时,玻璃生产系统的出料量与加料量的比值。
79.需要说明的是,步骤s202的实施过程与图4所示的步骤s102的实施过程类似,本实施例对此不作赘述。
80.步骤s203,获取玻璃生产系统的实际加料量,并根据目标加料量和实际加料量,得到加料偏差值。
81.需要说明的是,步骤s203的实施过程与图4所示的步骤s103的实施过程类似,本实施例对此不作赘述。
82.步骤s204,根据加料偏差值和实际加料量,调整下一次的实际加料量,以保持玻璃生产过程中的液位稳定。
83.需要说明的是,步骤s204的实施过程与图4所示的步骤s104的实施过程类似,本实施例对此不作赘述。
84.步骤s205,统计每次的加料偏差值,并进行累加,得到加料偏差总值。
85.步骤s206,将加料偏差总值与预设偏差范围进行对比,得到对比结果。
86.步骤s207,当加料偏差总值处于预设偏差范围时,生成加料信号并发送给玻璃生产系统以进行下一次的加料动作。
87.加料信号可以是执行加料动作的触发信号,加料信号结合具体的加料量,即可进行加料动作。预设偏差范围是根据实际需求进行设定的,例如,-10kg~10kg。当加料偏差总值处于预设偏差范围内时,执行步骤s207,否则,执行步骤s208。
88.步骤s208,当加料偏差总值不处于预设偏差范围时,生成报警信号并发送至玻璃生产系统,以使玻璃生产系统停止运作。
89.报警信号可以是终止加料动作的触发信号,一旦玻璃生产系统接收到报警信号,即停止玻璃生产工作。
90.需要说明的是,步骤s205~步骤s207为加料信号的生成过程,步骤s204为下一次的实际加料量的确定过程,两者结合,即可进行下一次加料动作。步骤s205~步骤s207可以在步骤s204之后,在其他实施例中,步骤s205~步骤s207也可以在步骤s204之前,亦或是步骤s205~步骤s207和步骤s204同时执行,本实施例在此不作限定。
91.通过设置预设偏差范围和加料偏差总值进行对比,并在加料偏差总值处于预设偏差范围内时,生成加料信号,在加料偏差总值不处于预设偏差范围内时,生成报警信号。统筹性控制加料动作地执行,保持玻璃液面的维稳。
92.图6本公开实施例提供的另一种液位控制方法的流程图。如图6示,该液位控制方法可以包括以下步骤:
93.步骤s31,当检测到玻璃液位失真时,获取玻璃生产系统的实际出料量。
94.需要说明的是,步骤s301的实施过程与图4所示的步骤s101的实施过程类似,本实施例对此不作赘述。
95.步骤s302,根据实际出料量和出料系数,得到目标加料量,出料系数表征在玻璃液位正常时,玻璃生产系统的出料量与加料量的比值。
96.需要说明的是,步骤s302的实施过程与图4所示的步骤s102的实施过程类似,本实施例对此不作赘述。
97.步骤s303,获取玻璃生产系统的实际加料量,并根据目标加料量和实际加料量,得到加料偏差值。
98.需要说明的是,步骤s303的实施过程与图4所示的步骤s103的实施过程类似,本实施例对此不作赘述。
99.步骤s304,根据第一时间周期确定加料偏差值。
100.步骤s305,根据第二时间周期对每次确定的加料偏差值进行累加,得到第一加料偏差值总和,第二时间周期大于第一时间周期。
101.步骤s306,根据第三时间周期对每次确定的第一加料偏差值总和进行累加,得到第二加料偏差值总和,第三时间周期大于第二时间周期。
102.在第一时间周期内确定加料偏差值,第一时间周期即对应上述的一段时间。第一时间周期小于第二时间周期,第二时间周期小于第三时间周期。例如,第一时间周期可以是小时,第二时间周期可以是天,第三时间周期可以是月。第三时间周期内有多个第二时间周期,第二时间周期内有多个第一时间周期。
103.第一加料偏差值总和可以表征第二时间周期内所有确定的加料偏差值的累加值。第二加料偏差值总和可以表征第三时间周期内所有确定的第一加料偏差值总和的累加值,也可以是第三时间周期内所有确定的加料偏差值的累加值。
104.步骤s307,以加料偏差值处于第一预设取值范围,第一加料偏差值总和处于第二预设取值范围,第二加料偏差值总和处于第三预设取值范围为目标,根据加料偏差值和实际加料量,调整下一次的实际加料量,第一预设取值范围在第二预设取值范围内,第二预设取值范围在第三预设取值范围内。
105.分别给第一时间周期的加料偏差值、第二时间周期的第一加料偏差值总和、第三时间周期的第二加料偏差值总和,进行范围限定,分别限定为第一预设取值范围、第二预设取值范围、第三预设取值范围。其中,第一预设取值范围在第二预设取值范围内,第二预设取值范围在第三预设取值范围内。例如,第一时间周期为小时,第一预设取值范围可以是-5kg~5kg;第二时间周期为天,第二预设取值范围可以是-10kg~10kg;第三时间周期为月,第三预设取值范围可以是-50kg~50kg。
106.根据加料偏差值和实际加料量,调整下一次的实际加料量,除了加料偏差值本应考虑的第一预设取值范围,还应兼顾第一加料量偏值总和,以及第二加料量偏差值总和,以更为统筹性地控制玻璃液面的稳定。
107.在一种可能的实施方式中,目标加料量的计算式为:
108.a1=b1/k;
109.其中,a1为目标加料量,b1为实际出料量,k为出料系数。
110.在一种可能的实施方式中,加料偏差值的计算式为:
111.△
a=a'-a1;
112.其中,
△
a为加料偏差值,a'为实际加料量,a1为目标加料量。
113.为实现上述方法类实施例,本实施例提供一种液位控制装置400,如图7所示,图7是本公开实施例提供的一种液位控制装置400的框图,液位控制装置400可以包括出料量获取模块401、目标加料量生成模块402、偏差值生成模块403及实际加料量生成模块404。
114.出料量获取模块401,用于当检测到玻璃液位失真时,获取玻璃生产系统的实际出料量;
115.目标加料量生成模块402,用于根据实际出料量和出料系数,得到目标加料量,出料系数表征在玻璃液位正常时,玻璃生产系统的出料量与加料量的比值;
116.偏差值生成模块403,用于获取玻璃生产系统的实际加料量,并根据目标加料量和实际加料量,得到加料偏差值;
117.实际加料量生成模块404,用于根据加料偏差值和实际加料量,调整下一次的实际加料量,以保持玻璃生产过程中的液位稳定。
118.可选地,液位控制装置400还包括:
119.偏差总值生成模块,用于统计每次的加料偏差值,并进行累加,得到加料偏差总值;
120.对比模块,用于将加料偏差总值与预设偏差范围进行对比,得到对比结果;
121.加料模块,用于当加料偏差总值处于预设偏差范围时,生成加料信号并发送给玻璃生产系统以进行下一次的加料动作。
122.可选地,液位控制装置400还包括报警模块。
123.报警模块,用于当加料偏差总值不处于预设偏差范围时,生成报警信号并发送至玻璃生产系统,以使玻璃生产系统停止运作。
124.可选地,液位控制装置400还包括:
125.第一周期偏差值确定模块,根据第一时间周期确定加料偏差值;
126.第二周期偏差值确定模块,根据第二时间周期对每次确定的加料偏差值进行累加,得到第一加料偏差值总和,第二时间周期大于第一时间周期;
127.第三周期偏差值确定模块,根据第三时间周期对每次确定的第一加料偏差值总和进行累加,得到第二加料偏差值总和,第三时间周期大于第二时间周期;
128.实际加料量生成模块404,具体用于:
129.以加料偏差值处于第一预设取值范围,第一加料偏差值总和处于第二预设取值范围,第二加料偏差值总和处于第三预设取值范围为目标,根据加料偏差值和实际加料量,调整下一次的实际加料量,第一预设取值范围在第二预设取值范围内,第二预设取值范围在第三预设取值范围内。
130.可选地,所述目标加料量的计算式为:
131.a1=b1/k;
132.其中,a1为所述目标加料量,b1为所述实际出料量,k为所述出料系数。
133.可选地,所述加料偏差值的计算式为:
134.△
a=a'-a1;
135.其中,
△
a为所述加料偏差值,a'为所述实际加料量,a1为所述目标加料量。
136.关于上述实施例中的装置,其中各个模块执行操作的具体方式已经在有关该方法的实施例中进行了详细描述,此处将不做详细阐述说明。
137.本公开实施例还提供一种控制器,该控制器包括处理器、存储器,所述存储器用于存储计算机程序,所述处理器用于执行所述计算机程序从而执行上述任一液位控制方法的步骤。
138.在另一示例性实施例中,还提供了一种包括程序指令的计算机可读存储介质,该程序指令被处理器执行时实现上述的液位控制方法的步骤。
139.图8是根据一示例性实施例示出的一种电子设备的框图。如图8所示,该电子设备700可以包括:处理器701,存储器702。该电子设备700还可以包括多媒体组件703,输入/输出(i/o)接口704,以及通信组件705中的一者或多者。
140.其中,处理器701用于控制该电子设备700的整体操作,以完成上述的液位控制方法中的全部或部分步骤。存储器702用于存储各种类型的数据以支持在该电子设备700的操作,这些数据例如可以包括用于在该电子设备700上操作的任何应用程序或方法的指令,以及应用程序相关的数据,例如联系人数据、收发的消息、图片、音频、视频等等。该存储器702可以由任何类型的易失性或非易失性存储设备或者它们的组合实现,例如静态随机存取存储器(static random access memory,简称sram),电可擦除可编程只读存储器(electrically erasable programmable read-only memory,简称eeprom),可擦除可编程只读存储器(erasable programmable read-only memory,简称eprom),可编程只读存储器(programmable read-only memory,简称prom),只读存储器(read-only memory,简称
rom),磁存储器,快闪存储器,磁盘或光盘。多媒体组件703可以包括屏幕和音频组件。其中屏幕例如可以是触摸屏,音频组件用于输出和/或输入音频信号。例如,音频组件可以包括一个麦克风,麦克风用于接收外部音频信号。所接收的音频信号可以被进一步存储在存储器702或通过通信组件705发送。音频组件还包括至少一个扬声器,用于输出音频信号。i/o接口704为处理器701和其他接口模块之间提供接口,上述其他接口模块可以是键盘,鼠标,按钮等。这些按钮可以是虚拟按钮或者实体按钮。通信组件705用于该电子设备700与其他设备之间进行有线或无线通信。无线通信,例如wi-fi,蓝牙,近场通信(near field communication,简称nfc),2g、3g、4g、nb-iot、emtc、或其他5g等等,或它们中的一种或几种的组合,在此不做限定。因此相应的该通信组件705可以包括:wi-fi模块,蓝牙模块,nfc模块等等。
141.在一示例性实施例中,电子设备700可以被一个或多个应用专用集成电路(application specific integrated circuit,简称asic)、数字信号处理器(digital signal processor,简称dsp)、数字信号处理设备(digital signal processing device,简称dspd)、可编程逻辑器件(programmable logic device,简称pld)、现场可编程门阵列(field programmable gate array,简称fpga)、控制器、微控制器、微处理器或其他电子元件实现,用于执行上述的液位控制方法。
142.在另一示例性实施例中,还提供了一种包括程序指令的计算机可读存储介质,该程序指令被处理器执行时实现上述的液位控制方法的步骤。例如,该计算机可读存储介质可以为上述包括程序指令的存储器702,上述程序指令可由电子设备700的处理器701执行以完成上述的液位控制方法。
143.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
144.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
145.此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1