一种基于大数据的物联网设备生产工艺监管系统的制作方法
1.本发明属于生产工艺监管领域,具体是一种基于大数据的物联网设备生产工艺监管系统。
背景技术:
2.随着社会和科学技术的发展,各种各样的物联网设备出现在人们的生活和企业生产中,使得人们的生活和企业生产都变得更加便利。
3.目前物联网设备的生产越来越规模化,不同类型的物联网设备的生产工艺各不相同,如何对物联网设备的生产工艺进行实时监管,目前主要采用人工进行监督和统计,不够智能化。
4.为此,本发明提出了一种基于大数据的物联网设备生产工艺监管系统。
技术实现要素:
5.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种基于大数据的物联网设备生产工艺监管系统,该种基于大数据的物联网设备生产工艺监管系统解决了如何智能化对物联网设备的生产工艺进行实时监管的问题。
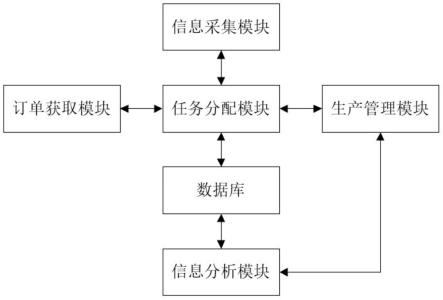
6.为实现上述目的,根据本发明的第一方面的实施例提出一种基于大数据的物联网设备生产工艺监管系统,包括:订单获取模块、任务分配模块、信息采集模块、数据库、信息分析模块以及生产管理模块;
7.所述订单获取模块用于对物联网设备的订单信息进行获取,并发送至任务分配模块;
8.所述任务分配模块用于根据获取的订单信息和从数据库提取的对应物联网设备型号的生产资料信息建立生产计划表,并生成生产工艺任务列表,定时发送至对应生产工艺负责生产的生产管理模块;生产任务包括当前订单的生产标签;
9.所述信息采集模块用于对相应订单的生产进度信息进行采集,并发送至数据库;通过扫码仪器对生产标签进行扫描,进入数据库进行当前生产标签的订单号、物联网设备型号以及产品编号的查找,从而获取到当前生产标签所对应的所有生产工艺的生产进度信息,并通过在当前生产工艺的生产进度栏中录入当前生产进度信息,并保存至数据库;
10.所述数据库用于对不同物联网设备型号的生产资料信息以及对应订单的生产进度信息进行存储;
11.所述信息分析模块用于对相应订单的生产进度信息和对应物联网身型号的生产资料信息进行分析,并输出分析结果至生产管理模块;所述信息分析模块计算当前订单在相应生产工艺的通过率,若小于预设通过率阈值,则发送故障预警信息至生产管理模块;并计算当前订单的加工完成计划进度值,若大于实际加工进度值,则发送加快生产进度的预警信息至生产管理模块;
12.所述生产管理模块用于对不同订单的对应物联网生产设备的生产工艺进行实时
处理。
13.进一步地,所述订单信息包括订单号、物联网设备型号、下单时间、交付日期以及下单数量。
14.进一步地,所述生产资料信息包括相应物联网设备型号的所有生产工艺、对应生产工艺所需的物料以及对应生产工艺的平均生产时间。
15.进一步地,所述任务分配模块根据订单信息中的物联网设备型号所对应的生产资料信息获取当前订单的计划生产时间,将订单信息所包括的交付日期与当前日期进行相减,若小于等于计划生产时间,则任务分配模块将当前订单标记为加急生产;若大于计划生产时间,则任务分配模块根据当前车间的其他订单的生产进度对当前订单进行安排计划生产。
16.进一步地,所述生产标签为条形码或二维码。
17.进一步地,所述信息分析模块的分析处理过程如下:
18.信息分析模块将当前订单号的物联网设备型号的生产工艺的序号标记为i,将生产当前物联网设备的所有生产工艺的数量标记为n,其中i=1,2
……
n;将当前订单号的下单数量标记为m;将当前订单号的物联网设备在第i生产工艺中的生产量标记为nyi,将其中通过的数量标记为nti;
19.根据计算公式获取当前订单号的产品在第i生产工艺的通过率ηi;预设第i生产工艺的通过率阈值ηis;
20.若ηi<ηis,则信息分析模块发送第i生产工艺有故障的预警信息至生产管理模块,并由生产管理模块第i生产工艺的直接负责人前来处理;
21.若ηi≥ηis,则信息分析模块不发送故障预警信息;
22.信息分析模块将获取的生产资料中对应物联网设备的相应的生产工艺的平均生产时间标记为ti;获取当前订单号的产品开始加工的时间,并标记为ts,将当前时间标记为t;
23.根据计算公式获取当前订单号的产品加工完成计划进度值;
24.若ntn<μ,则信息分析模块判断当前订单号的产品实际加工进度值低于计划进度,并发送加快生产进度的预警信息至生产管理模块;
25.若ntn≥μ,则信息分析模块判断当前订单号的产品实际加工进度值符合计划进度,并发送生产进度正常的提示信息至生产管理模块;
26.其中ntn表示当前订单号的物联网设备完成最后一道生产工艺通过的数量。
27.与现有技术相比,本发明的有益效果是:
28.在本发明中,通过订单获取模块获取物联网设备的订单信息发送至任务分配模块;任务分配模块根据获取的订单信息和从数据库提取的对应物联网设备型号的生产资料信息建立生产计划表,并生成生产工艺任务列表,定时发送至对应生产工艺负责生产的生产管理模块;其中生产任务包括当前订单的条形码或二维码形式的生产标签;信息采集模块通过扫码仪器对生产标签进行扫描,进入数据库进行当前生产标签的订单号、物联网设备型号以及产品编号的查找,从而获取到当前生产标签所对应的所有生产工艺的生产进度
信息,并通过在当前生产工艺的生产进度栏中录入当前生产进度信息,并保存至数据库;信息分析模块根据相应订单的生产进度信息和对应物联网身型号的生产资料信息计算当前订单在相应生产工艺的通过率,若小于预设通过率阈值,则发送故障预警信息至生产管理模块;并计算当前订单的加工完成计划进度值,若大于实际加工进度值,则发送加快生产进度的预警信息至生产管理模块;生产管理模块对不同订单的对应物联网生产设备的生产工艺进行实时处理;解决了如何智能化对物联网设备的生产工艺进行实时监管的问题,提高了物联网设备的生产效率。
附图说明
29.图1为本发明的系统示意图。
具体实施方式
30.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
31.如图1所示,一种基于大数据的物联网设备生产工艺监管系统,包括:订单获取模块、任务分配模块、信息采集模块、数据库、信息分析模块以及生产管理模块;
32.在本技术中,所述订单获取模块用于对物联网设备的订单信息进行获取,并发送至任务分配模块;
33.其中,所述订单获取模块可以通过互联网获取客户订单信息;所述订单信息包括订单号、物联网设备型号、下单时间、交付日期、下单数量等;
34.在本技术中,所述任务分配模块用于对获取的订单信息进行分析处理,建立当前订单信息的生产计划表,并根据生产计划表生成物联网设备的生产工艺任务列表;
35.具体地,所述任务分配模块根据获取的订单信息中的物联网设备型号,从与之连接的数据库中提取当前物联网设备型号的生产资料信息;
36.所述生产资料信息包括相应物联网设备型号的所有生产工艺、对应生产工艺所需的物料以及对应生产工艺的平均生产时间;
37.所述任务分配模块根据订单信息中的物联网设备型号所对应的生产资料信息获取当前订单的计划生产时间,将订单信息所包括的交付日期与当前日期进行相减,若小于等于计划生产时间,则任务分配模块将当前订单标记为加急生产;若大于计划生产时间,则任务分配模块根据当前车间的其他订单的生产进度对当前订单进行安排计划生产;
38.在本发明的实施例中,所述生产计划表包括订单号、物联网设备型号、生产工艺流程、物料清单、对应生产工艺负责生产车间、对应生产工艺负责人等;
39.所述任务分配模块根据生产计划表生成生产任务列表,并发送至对应生产工艺负责生产的生产管理模块;
40.所述生产任务还包括当前订单信息的生产标签,所述生产标签存储有订单号、物联网设备的型号以及产品编号;在本发明的实施例中,所述生产标签可以为条形码,也可以为二维码;
41.在本技术中,所述信息采集模块用于对相应订单的生产进度信息进行采集,并发送至数据库;
42.具体地,所述信息采集模块与数据库无线连接;在进行不同生产工艺时,通过扫码仪器对生产标签进行扫描,获取生产标签存储的订单号、物联网设备型号以及产品编号,并进入数据库进行当前生产标签的订单号、物联网设备型号以及产品编号的查找,从而获取到当前生产标签所对应的所有生产工艺的生产进度信息;并通过在当前生产工艺的生产进度栏中录入当前生产进度信息,并保存至数据库;
43.在本发明的实施例中,当物联网设备的产品在进行装配的生产工艺时,若相应的装配工序完成后,则采用扫描仪器对当前物联网设备的产品上粘贴的标签进行扫描,并录入当前订单号的当前产品编号对应的物联网设备型号的装配工序通过的信息;
44.当物联网设备到达测试的生产工艺中,通过在测试设备中编写测试指标的程序,并存入数据库中,采用扫描仪器对当前物联网设备的产品上粘贴的标签进行扫描,进入数据库的测试程序,当测试通过,则该订单号、物联网设备型号以及产品编号的进度栏显示通过,若测试不通过,则显示不通过;
45.在本技术中,所述信息分析模块用于对相应订单的生产进度信息和对应物联网身型号的生产资料信息进行分析,并输出分析结果至生产管理模块;
46.具体地,所述信息分析模块通过数据库获取相应订单号的生产工艺进度信息和相应物联网设备型号的生产资料信息;
47.所述信息分析模块将当前订单号的物联网设备型号的生产工艺的序号标记为i,将生产当前物联网设备的所有生产工艺的数量标记为n,其中i=1,2
……
n;将当前订单号的下单数量标记为m;将当前订单号的物联网设备在第i生产工艺中的生产量标记为nyi,将其中通过的数量标记为nti;
48.根据计算公式获取当前订单号的产品在第i生产工艺的通过率ηi;预设第i生产工艺的通过率阈值ηis;
49.若ηi<ηis,则信息分析模块发送第i生产工艺有故障的预警信息至生产管理模块,并由生产管理模块第i生产工艺的直接负责人前来处理;
50.若ηi≥ηis,则信息分析模块不发送故障预警信息;
51.信息分析模块将获取的生产资料中对应物联网设备的相应的生产工艺的平均生产时间标记为ti;获取当前订单号的产品开始加工的时间,并标记为ts,将当前时间标记为t;
52.根据计算公式获取当前订单号的产品加工完成计划进度值;
53.若ntn<μ,则信息分析模块判断当前订单号的产品实际加工进度值低于计划进度,并发送加快生产进度的预警信息至生产管理模块;生产管理模块的相关工作人员对当前订单号的生产进度进行加快处理;
54.若ntn≥μ,则信息分析模块判断当前订单号的产品实际加工进度值符合计划进度,并发送生产进度正常的提示信息至生产管理模块;
55.其中ntn表示当前订单号的物联网设备完成最后一道生产工艺通过的数量。
56.上述公式均是去除量纲取其数值计算,公式是由采集大量数据进行软件模拟得到最接近真实情况的一个公式,公式中的预设参数和预设阈值由本领域的技术人员根据实际情况设定或者大量数据模拟获得。
57.本发明的工作原理:在本发明中,通过订单获取模块获取物联网设备的订单信息发送至任务分配模块;任务分配模块根据获取的订单信息和从数据库提取的对应物联网设备型号的生产资料信息建立生产计划表,并生成生产工艺任务列表,定时发送至对应生产工艺负责生产的生产管理模块;其中生产任务包括当前订单的条形码或二维码形式的生产标签;信息采集模块通过扫码仪器对生产标签进行扫描,进入数据库进行当前生产标签的订单号、物联网设备型号以及产品编号的查找,从而获取到当前生产标签所对应的所有生产工艺的生产进度信息,并通过在当前生产工艺的生产进度栏中录入当前生产进度信息,并保存至数据库;信息分析模块根据相应订单的生产进度信息和对应物联网身型号的生产资料信息计算当前订单在相应生产工艺的通过率,若小于预设通过率阈值,则发送故障预警信息至生产管理模块;并计算当前订单的加工完成计划进度值,若大于实际加工进度值,则发送加快生产进度的预警信息至生产管理模块;生产管理模块对不同订单的对应物联网生产设备的生产工艺进行实时处理。
58.在本发明所提供的实施例中,应该理解到,所揭露的设备,装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,所述模块的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式;所述作为分离部件说明的模块可以是或者也可以不是物理上分开的,作为模块显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方法的目的。
59.以上实施例仅用以说明本发明的技术方法而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方法进行修改或等同替换,而不脱离本发明技术方法的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1