一种电池注塑顶盖的温控器具的制作方法
1.本实用新型属于电池生产制造的技术领域,具体涉及一种电池注塑顶盖的温控器具。
背景技术:
2.如今,随着现代社会的发展和人们环保意识的增强,越来越多的设备选择以锂离子电池作为电源,如手机、笔记本电脑、电动工具和电动汽车等,这为锂离子电池的应用与发展提供了广阔的空间。其中,pps注塑顶盖广泛应用于动力电池领域,其通常具有良好的气密性。
3.然而,在现有的电池生产过程中,通常对动力电池的极柱和转接片或极耳进行焊接,在高温激光焊或超声焊顶盖时容易出现pps开裂的情况,而pps上塑胶开裂会造成整个电池的浪费,并且,行业内没有合适的温度可调的器具模拟对注塑顶盖的高温加热焊接。为此,亟需提出一种新型的技术方案以解决上述问题。
技术实现要素:
4.本实用新型的目的在于:针对现有技术的不足,提供一种电池注塑顶盖的温控器具,其加热效果好,并具有稳定可靠的温控效果,能够模拟对注塑顶盖的高温焊接。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种电池注塑顶盖的温控器具,包括:
7.本体部,所述本体部的一侧具有发热端头,所述发热端头设置有加热件;
8.温度调控器,设置于所述本体部,所述加热件通讯连接于所述温度调控器。
9.优选的,所述通讯连接的方式包括电连接和无线连接。
10.优选的,所述本体部的一侧具有至少两个所述发热端头,每个所述发热端头分别设置有所述加热件。
11.优选的,所述加热件的最高发热温度为450℃~550℃。
12.优选的,所述温度调控器包括温度调节开关和恒温控制单元,所述加热件和所述温度调节开关分别通讯连接于所述恒温控制单元,所述恒温控制单元具有恒温控制芯片和恒温控制电路。
13.优选的,所述温度调控器包括定时单元,所述定时单元通讯连接于所述加热件,所述定时单元用于调节所述加热件的发热时间。
14.优选的,所述温控器具还包括支架,所述支架设置有导轨,所述本体部安装于所述导轨,所述本体部可以沿所述导轨自由滑动。
15.优选的,所述支架的一侧设置有与所述本体部对应的驱动器,所述本体部连接于所述驱动器的输出端,所述驱动器用于驱动所述本体部下压加热电池的注塑顶盖。
16.优选的,所述支架设置有控制器,所述温度调控器和所述驱动器分别通讯连接于所述控制器,所述控制器用于控制所述温度调控器和所述驱动器的运行。
等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
32.以下结合附图1~5和具体的实施方式对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
33.实施方式一
34.下面结合附图1~2描述实施方式一
35.一种电池注塑顶盖的温控器具,包括:
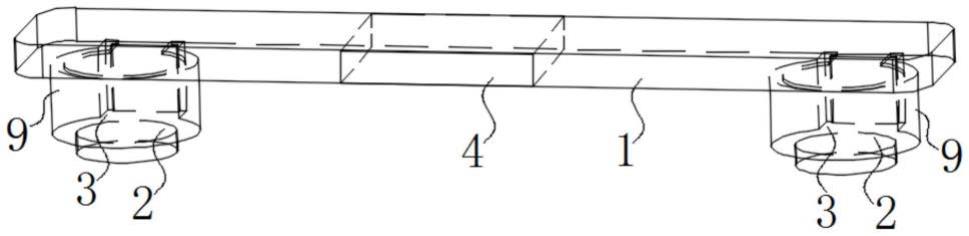
36.本体部1,本体部1的一侧具有发热端头2,发热端头2设置有加热件3;
37.温度调控器4,设置于本体部1,加热件3通讯连接于温度调控器4。
38.其中,本体部1采用耐高温材质,发热端头2兼具导热系数高和耐高温的特性,加热件3设置于发热端头2的内部,加热件3与温度调控器4电连接,加热件3在温度调控器4的调控下对发热端头2进行传热,使得发热端头2达到对顶盖的极柱进行热测试的热量,若套设在极柱的上塑胶在极柱加热之后,上塑胶的表面没有开裂的情况,则表明注塑顶盖的加工品质优良,并且,温度调控器4具有一定的温控特性,能够安全调节加热件3的发热温度,从而可以握住本体部1使发热端头2安全地在顶盖上方正对极柱进行热测试。
39.优选的,本体部1的一侧具有至少两个发热端头2,每个发热端头2分别设置有加热件3,参见图3,两个发热端头2分别与顶盖10的两个极柱对应,两个发热端头2之间的间距可以按需设置,两个发热端头2的水平高度相等。
40.优选的,加热件3的最高发热温度为450℃~550℃,其中,在温度调控器4对加热件3的调控下,加热件3的发热温度可以从30℃逐渐升高到所需的温度,然后将其发热温度恒定在一定的范围,并且,加热件3的最高发热温度还可以为450℃~475℃、475℃~500℃、500℃~525℃、525℃~550℃。
41.优选的,参见图2和图4,温度调控器4包括温度调节开关41和恒温控制单元42,加热件3和温度调节开关41分别通讯连接于恒温控制单元42,其中,温度调节开关41用于调节加热件3的最高发热温度,该开关可以为按键式调节件或旋钮式调节件,恒温控制单元42具有恒温控制芯片和恒温控制电路,恒温控制芯片可以为dsp芯片,具体可以为atc系列芯片,用户可以从温度调节开关41向恒温控制单元42输入所要设定的最高发热温度,恒温控制单元42根据温度调节开关41输入的电信号控制调节加热件3的最高发热温度。
42.其中,温度调控器4嵌设于本体部1,温度调节开关41位于本体部1的侧部,握住本体部1时可以同时启动温度调节开关41调节加热件3的最高发热温度。
43.优选的,温度调控器4还包括定时单元43,定时单元43通讯连接于加热件3,其中,定时单元43中具有定时控制电路,定时单元43用于灵活调节加热件3的发热时间,使得加热件3的发热时间可以设定为3s~5s、5s~8s、8s~10s、10s~15s之间,并且,温度调节开关41和定时单元43分别电连接于恒温控制单元42,在实际应用中,可以设置定时调节开关来灵活调节定时单元43的设定时间。
44.优选的,发热端头2的周侧套设有隔热套9,发热端头2的至少部分外露于隔热套9,从而使得发热端头2的外部有隔热套9进行绝热防护,只外露部分进行加热工作的部位。
45.优选的,本体部1呈板状结构,发热端头2呈柱状结构,本体部1和发热端头2的耐受温度分别为800℃~1800℃,发热端头2的材质可以为不锈钢或铜。
46.实施方式二
47.与实施方式一不同的是,参见图5,本实施方式的温控器具还包括支架5,支架5设置有导轨6,本体部1安装于导轨6。
48.优选的,支架5的一侧设置有与本体部1对应的驱动器7,驱动器7安装于本体部1的上方,本体部1连接于驱动器7的输出端。其中,驱动器7可以为电机或气缸。在温控器具对顶盖10的极柱的热测试过程中,驱动器7可以带动本体部1实现10mm~40mm的下压动作及弹起动作,本体部1可以沿导轨6的表面滑动,以控制发热端头2与极柱的加热距离。
49.其他结构均与实施方式一相同,这里不再赘述。
50.实施方式三
51.与实施方式二不同的是,本实施方式的支架5设置有控制器8,温度调控器4和驱动器7分别通讯连接于控制器8。
52.其中,控制器8可以为plc控制器,在控制器8的控制下,可以使温度调控器4正常控制加热件3工作使发热端头2达到预设温度(例如大于150℃并小于等于380℃之间)后,接着使温度调控器4控制加热件3在恒定的温度发热,然后,控制器8控制驱动器7驱动本体部1下压,使得发热端头2接触极柱一定的时间,极柱热传递以对上塑胶进行高温热测试,测试结束后,控制器8控制驱动器7驱动本体部1上升,再检测上塑胶是否出现开裂的情况。
53.其他结构均与实施方式二相同,这里不再赘述。
54.显然,本实用新型的温控器具能够稳定高效地对注塑顶盖进行热测试,从而解决了行业内没有合适的温度灵活可调的器具模拟对注塑顶盖的高温加热的问题。
55.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1