一种产品加工机台控制方法、系统、设备及存储介质与流程
本发明涉及自动控制领域,具体而言,涉及一种产品加工机台控制方法、系统、设备及存储介质。
背景技术:
1、在工厂全自动化管理中,自动化派工是实现物流自动化和生产自动化的主要内容,通过对机台状态的实时监控,当设备需要生产产品时,全自动化管理系统会发起自动派工流程,对用于执行本次加工任务的加工机台进行控制,以实现产品加工。
2、现有技术中,当能够用于执行加工任务的可选择的加工机台较多时,全自动化系统通常是利用随机选择的方式确定出用于执行加工任务的目标加工机台,通过目标加工机台实现产品加工。
3、发明人在研究中发现,若通过随机选择的方式确定出用于执行加工任务的目标加工机台,会出现将加工性能较差或者是运行状态不适合执行当前加工的任务的加工机台作为执行加工任务的目标加工机台进行产品加工,而使用加工性能较差或者是运行状态不适合执行当前加工的任务的加工机台在进行产品加工时,会出现加工得到的产品出现损坏或者是加工速度下降的情况,从而降低了使用加工机台进行产品加工时的效率。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种产品加工机台控制方法、系统、设备及存储介质,以提高使用加工机台进行产品加工时的效率。
2、第一方面,本技术实施例提供了一种产品加工机台控制方法,应用于产品加工机台控制系统,所述产品加工机台控制系统包括生产管理子系统、加工机台子系统和机台派工子系统,所述加工机台子系统中包括至少一个加工机台,所述方法包括:
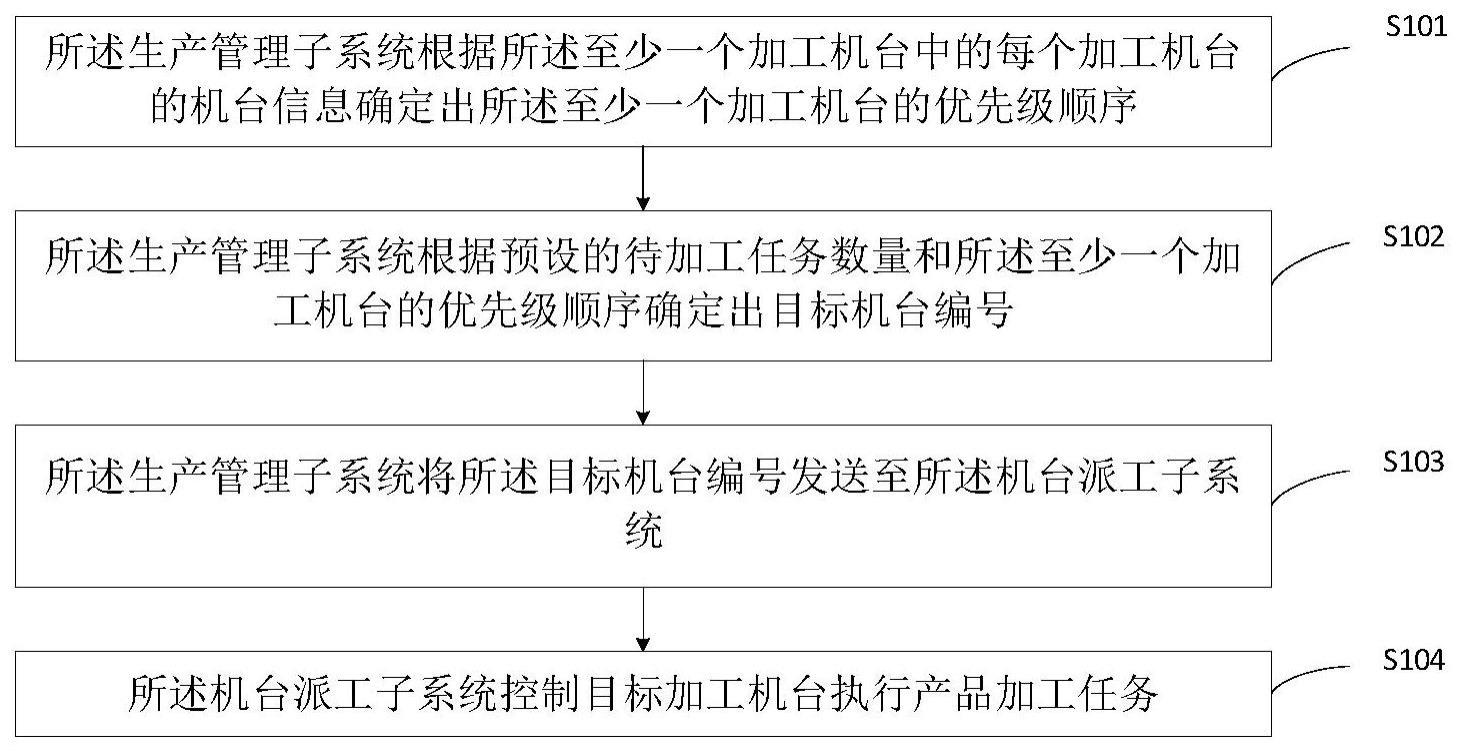
3、所述生产管理子系统根据所述至少一个加工机台中的每个加工机台的机台信息确定出所述至少一个加工机台的优先级顺序;
4、所述生产管理子系统根据预设的待加工任务数量和所述至少一个加工机台的优先级顺序确定出目标机台编号,其中,所述目标机台编号为用于执行当前加工任务的加工机台的机台编号;
5、所述生产管理子系统将所述目标机台编号发送至所述机台派工子系统;
6、所述机台派工子系统控制目标加工机台执行产品加工任务,其中,所述目标加工机台为所述目标机台编号所指示的加工机台。
7、可选地,所述机台信息包括机台加工等级、机台运行状态和任务完成时间;
8、所述机台加工等级为预设的机台在执行加工任务时的参考优先级;
9、所述机台运行状态包括闲置状态和非闲置状态;
10、所述任务完成时间为机台当前所执行加工任务的预计完成时间。
11、可选地,所述生产管理子系统根据所述至少一个加工机台中的每个加工机台的机台信息确定出所述至少一个加工机台的优先级顺序,包括:
12、所述生产管理子系统根据每个所述加工机台的机台加工等级由高到低的顺序,对每个所述加工机台进行优先级由高到低的排序;
13、当存在具有相同机台加工等级的同等级加工机台时,所述生产管理子系统根据每个同等级加工机台的机台运行状态对每个所述同等级加工机台进行优先级由高到低的排序,其中,机台运行状态为闲置状态的加工机台的优先级高于机台运行状态为非闲置状态的加工机台;
14、当存在具有相同机台加工等级,且具有相同运行状态的同状态加工机台时,所述生产管理子系统根据每个所述同状态加工机台的任务完成时间对每个同状态加工机台进行优先级由高到低的排序,其中,任务完成时间早的加工机台的优先级高于任务完成时间晚的加工机台;
15、当存在具有相同机台加工等级,具有相同运行状态,且具有相同任务完成时间的同时间加工机台时,所述生产管理子系统将每个所述同时间加工机台进行优先级的随机排序。
16、可选地,所述生产管理子系统根据预设的待加工任务数量和所述至少一个加工机台的优先级顺序确定出目标机台编号,包括:
17、所述生产管理子系统根据所述待加工任务数量和预设的最大同时加工线程数量确定出需要启动的加工机台的目标加工机台数量;
18、所述生产管理子系统根据每个所述加工机台的优先级由高到低的顺序,将满足所述目标加工机台数量的加工机台的机台编号确定为所述目标机台编号。
19、第二方面,本技术实施例提供了一种产品加工机台控制系统,所述产品加工机台控制系统包括生产管理子系统、加工机台子系统和机台派工子系统,所述加工机台子系统中包括至少一个加工机台;
20、所述生产管理子系统,用于根据所述至少一个加工机台中的每个加工机台的机台信息确定出所述至少一个加工机台的优先级顺序;
21、所述生产管理子系统,用于根据预设的待加工任务数量和所述至少一个加工机台的优先级顺序确定出目标机台编号,其中,所述目标机台编号为用于执行当前加工任务的加工机台的机台编号;
22、所述生产管理子系统,用于将所述目标机台编号发送至所述机台派工子系统;
23、所述机台派工子系统,用于控制目标加工机台执行产品加工任务,其中,所述目标加工机台为所述目标机台编号所指示的加工机台。
24、可选地,所述机台信息包括机台加工等级、机台运行状态和任务完成时间;
25、所述机台加工等级为预设的机台在执行加工任务时的参考优先级;
26、所述机台运行状态包括闲置状态和非闲置状态;
27、所述任务完成时间为机台当前所执行加工任务的预计完成时间。
28、可选地,所述生产管理子系统在用于根据所述至少一个加工机台中的每个加工机台的机台信息确定出所述至少一个加工机台的优先级顺序时,具体用于:
29、所述生产管理子系统根据每个所述加工机台的机台加工等级由高到低的顺序,对每个所述加工机台进行优先级由高到低的排序;
30、当存在具有相同机台加工等级的同等级加工机台时,所述生产管理子系统根据每个同等级加工机台的机台运行状态对每个所述同等级加工机台进行优先级由高到低的排序,其中,机台运行状态为闲置状态的加工机台的优先级高于机台运行状态为非闲置状态的加工机台;
31、当存在具有相同机台加工等级,且具有相同运行状态的同状态加工机台时,所述生产管理子系统根据每个所述同状态加工机台的任务完成时间对每个同状态加工机台进行优先级由高到低的排序,其中,任务完成时间早的加工机台的优先级高于任务完成时间晚的加工机台;
32、当存在具有相同机台加工等级,具有相同运行状态,且具有相同任务完成时间的同时间加工机台时,所述生产管理子系统将每个所述同时间加工机台进行优先级的随机排序。
33、可选地,所述生产管理子系统在用于根据预设的待加工任务数量和所述至少一个加工机台的优先级顺序确定出目标机台编号时,具体用于:
34、根据所述待加工任务数量和预设的最大同时加工线程数量确定出需要启动的加工机台的目标加工机台数量;
35、根据每个所述加工机台的优先级由高到低的顺序,将满足所述目标加工机台数量的加工机台的机台编号确定为所述目标机台编号。
36、本技术提供的技术方案包括但不限于以下有益效果:
37、所述生产管理子系统根据所述至少一个加工机台中的每个加工机台的机台信息确定出所述至少一个加工机台的优先级顺序;通过上述步骤,能够根据可选择的加工机台的加工信息确定出用于描述加工机台进行产品加工的适合程度的优先级顺序,以为后续进行加工机台选择提供参考数据。
38、所述生产管理子系统根据预设的待加工任务数量和所述至少一个加工机台的优先级顺序确定出目标机台编号,其中,所述目标机台编号为用于执行当前加工任务的加工机台的机台编号;通过上述步骤,能够根据加工机台的优先级顺序确定出更适合执行加工任务的加工机台。
39、所述生产管理子系统将所述目标机台编号发送至所述机台派工子系统;所述机台派工子系统控制目标加工机台执行产品加工任务,其中,所述目标加工机台为所述目标机台编号所指示的加工机台;通过上述步骤,能够实现控制适合执行加工任务的加工机台进行产品加工。
40、采用上述方法,根据加工机台的机台信息确定出机台的优先级顺序后,根据优先级顺序确定出用于执行产品加工任务的目标加工机台,并使用目标加工顺序执行加工任务,以提高使用加工机台进行产品加工时的效率。
41、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!