一种机械设备的涂抹部件控制系统的制作方法
本发明涉及纤膏涂抹控制系统,具体涉及一种机械设备的涂抹部件控制系统。
背景技术:
1、纤膏涂抹设备是一种新型的加强材料表面的涂抹设备,通常应用于工业制造、建筑等领域,纤膏涂抹设备的作用是在需要加强的材料表面涂抹一层纤维膏,以增强其力学性能、耐磨性、抗冲击性等,纤膏涂抹设备广泛应用于航空航天、汽车、船舶、建筑、道路等领域,是实现材料强度提升的重要手段之一,在船舶领域中,通常需要对船舶锚链涂抹纤膏,船舶锚链承载着船只的锚,涂抹纤膏后可以有效提高锚链的强度和耐用性,纤膏涂抹设备运行时,通过控制系统控制涂抹部件运行。
2、为了实现大批量船舶锚链的纤膏涂抹加工,现有的纤膏涂抹设备通常会设置若干个涂抹部件投入使用,现有的控制系统在纤膏涂抹设备使用时,对涂抹部件没有健康状态评估处理,存在以下缺陷:
3、1、若涂抹部件在加工船舶锚链的过程中出现故障时,则会导致加工工序停止,涂抹纤膏后的船舶锚链在涂抹部件维修时长时间暴露在空气中,容易导致纤膏表面的挥发物质逸出,从而影响其粘附力,使得纤膏附着性能降低;
4、2、当加工少量的船舶锚链时,控制系统无法选择性能最佳的涂抹部件加工船舶锚链,不仅降低船舶锚链的加工效率,而且还降低船舶锚链的加工质量。
技术实现思路
1、本发明的目的是提供一种机械设备的涂抹部件控制系统,以解决背景技术中不足。
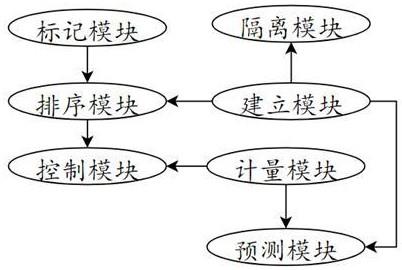
2、为了实现上述目的,本发明提供如下技术方案:一种机械设备的涂抹部件控制系统,包括标记模块、计量模块、建立模块、隔离模块、排序模块、控制模块以及预测模块;
3、标记模块:用于操作人员输入涂抹部件的编号,标记模块依据涂抹部件的输入顺序对涂抹部件进行初始化标记;
4、计量模块:用于操作人员录入船舶锚链的加工量;
5、建立模块:在船舶锚链加工前,采集与涂抹部件相关的若干数据,为涂抹部件建立评估指数;
6、隔离模块:依据评估指数生成隔离机制,将不支持运行的涂抹部件划入隔离区并生成警示信号;
7、排序模块:结合初始化标记将未划入隔离区的涂抹部件依据评估指数由小到大进行排序,生成排序表;
8、控制模块:在分析锚链加工量信息后,依据排序表正序选择涂抹部件的使用数量,并控制纤膏涂抹设备运行;
9、预测模块:结合评估指数以及锚链加工量信息预测纤膏涂抹设备加工船舶锚链的时间。
10、在一个优选的实施方式中,所述建立模块包括采集单元以及计算单元;
11、所述采集单元用于在船舶锚链加工前,采集与涂抹部件相关的若干数据,若干数据包括设备参数与导管参数,设备参数又包括喷嘴头与喷嘴座连接部位的阻力增加率、喷嘴头出入口压力比值,导管参数包括纤膏流量浮动系数。
12、在一个优选的实施方式中,所述计算单元将喷嘴头与喷嘴座连接部位的阻力增加率、喷嘴头出入口压力比值以及纤膏流量浮动系数做无量纲处理,去除单位后综合分析,通过公式:;计算得到评估指数,式中,为喷嘴头与喷嘴座连接部位的阻力增加率,为喷嘴头出入口压力比值,为纤膏流量浮动系数,分别为喷嘴头与喷嘴座连接部位的阻力增加率、喷嘴头出入口压力比值以及纤膏流量浮动系数的比例系数,且均大于0。
13、在一个优选的实施方式中,所述喷嘴头与喷嘴座连接部位的阻力增加率的计算表达式为:;式中,为喷嘴头与喷嘴座连接部位的实时阻力,为喷嘴头与喷嘴座连接部位的初始阻力,喷嘴头与喷嘴座连接部位的初始阻力以及实时阻力通过安装在驱动设备传动轴上的扭矩传感器获取。
14、在一个优选的实施方式中,所述喷嘴头出入口压力比值的获取逻辑为:在喷嘴头的出口端以及入口端均设置压力传感器,则喷嘴头出入口压力比值的计算表达式为:;式中,为喷嘴头出口压力值,为喷嘴头入口压力值。
15、在一个优选的实施方式中,所述纤膏流量浮动系数的计算表达式为:;为导管的实时纤膏流量,为导管内壁腐蚀预警的时段,为导管内壁结垢预警的时段。
16、在一个优选的实施方式中,所述隔离模块包括对比单元以及隔离单元;
17、所述对比单元在获取评估指数后,将评估指数与评估阈值进行对比生成隔离机制;
18、若所述涂抹部件的评估指数评估阈值,隔离单元判断涂抹部件支持运行,无需进行管理,且评估指数用于后续的分析使用;
19、若所述涂抹部件的评估指数评估阈值,隔离单元判断涂抹部件不支持运行,将该涂抹部件划入隔离区中并生成预警信号。
20、在一个优选的实施方式中,所述预测模块结合评估指数以及锚链加工量信息预测纤膏涂抹设备加工船舶锚链的时间的处理逻辑为:
21、设锚链加工量信息中加工锚链的数量为m条,涂抹设备装配的涂抹部件数量为z台,每台涂抹部件初始加工1条锚链的时间为,获取每台涂抹部件的评估指数后,通过评估指数修正涂抹部件初始加工时间,获取校正时间,表达式为:;为校正时间,为台涂抹部件初始加工1条锚链的时间,为评估指数。
22、在一个优选的实施方式中,所述预测模块预测纤膏涂抹设备加工船舶锚链的预测时间计算表达式为:;式中,为预测时间,第台涂抹部件加工一条锚链的时间为(i=1、2、3、...、z),是指z台涂抹部件中加工一条锚链所需时间最长的涂抹部件加工时间,是指m除以z的整数部分,表示每台设备都要加工m//z个产品,是指z台涂抹部件加工一条锚链的时间之和,是指m除以z的余数,表示需要额外加工一条锚链的涂抹部件。
23、在上述技术方案中,本发明提供的技术效果和优点:
24、1、本发明在加工船舶锚链之前,通过建立模块采集与涂抹部件相关的若干数据后,为涂抹部件建立评估指数,隔离模块依据评估指数生成隔离机制,将不支持运行的涂抹部件划入隔离区并生成警示信号,划入隔离区的涂抹部件不投入使用,从而将健康状态差的涂抹部件隔离,避免因为涂抹部件加工过程中故障导致船舶锚链中断加工,保障船舶锚链加工的连续性,从而提高船舶锚链的加工质量,并且,通过排序模块结合初始化标记将未划入隔离区的涂抹部件依据评估指数由小到大进行排序,生成排序表,排序表信息发送至控制模块,控制模块分析锚链加工量信息,依据排序表正序选择涂抹部件的使用数量后,控制纤膏涂抹设备运行,有效提高对船舶锚链的加工效率;
25、2、本发明通过预测模块结合评估指数以及锚链加工量信息预测纤膏涂抹设备加工船舶锚链的时间,大大缩小对船舶锚链加工时间的预测误差,从而便于下一批次船舶锚链加工方案的制定;
26、3、本发明通过计算单元将喷嘴头与喷嘴座连接部位的阻力增加率、喷嘴头出入口压力比值以及纤膏流量浮动系数做无量纲处理,去除单位后综合分析,计算得到评估指数,将多源参数综合分析,从而有效获取涂抹部件的健康状况,不仅提高了数据的处理效率,而且还将涂抹部件的健康状况进行数值化体现,便于控制系统的后续处理;
27、4、本技术通过预测模块结合评估指数以及锚链加工量信息预测纤膏涂抹设备加工船舶锚链的时间,能够预测同一批次锚链的加工总时长,进而便于操作人员设定后续的加工方案,有效提高车间的加工效率。
- 还没有人留言评论。精彩留言会获得点赞!