车床模式与铣床模式的切换方法、系统及数控机床与流程
本发明属于数控机床,更具体地,涉及一种车床模式与铣床模式的切换方法、系统及数控机床。
背景技术:
1、车铣复合中心机床是在标准车床基础上,通过增配c轴、yb模块、刀库模块、高压内冷模块等配置实现机床的五轴加工需求。
2、为实现复合机床在铣削时主轴输出更大的扭矩及c轴更高的分度精度,通常的复合机床带有独立的c轴传动机构,以前c轴的啮合只是通过plc控制油缸做伸出与退回动作来拉动c轴传动机构与主轴进行啮合,但这样的操作容易出现故障,且在大多数情况下c轴传动机构与主轴是啮合不上的。
3、现有技术采用了很多方法来实现c轴传动机构与主轴的啮合。一种方法是在c轴传动机构与主轴齿轮啮合时先去掉主轴与c轴电机的使能,使这两个轴无扭矩输出处于自由旋转状态,然后增加啮合油缸的压力, 通过更大的咬合力量带动主轴和c轴转动实现c轴传动机构与主轴的完全啮合,但这种方法也可能出现c轴齿轮与主轴齿轮顶齿的情况,即使输出再大的力量也是不能使c轴齿轮与主轴齿轮完全啮合的,另外太大的压力还可能使齿轮损坏;另一种方法是在c 轴传动机构与主轴啮合之前先让主轴与c 轴定位,定位的位置为每次c轴齿轮与主轴齿轮啮合时的位置,这种方法大大提高c轴传动机构与主轴啮合的成功率,但如果主轴有不同的挡位,当主轴在低挡定位或在高挡定位时,与c轴啮合的主轴的啮合齿轮所处的位置是不同的,这样就有可能出现啮合不成功的情况,无法做到无故障啮合,并且主轴后端安装有外装编码器,该编码器分别作为主轴与c轴的位置反馈,如果plc程序与nc程序配合不好,还会出现报警。
4、公开于本发明背景技术部分的信息仅仅旨在加深对本发明的一般背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现思路
1、本发明的目的是提出一种车床模式与铣床模式的切换方法、系统及数控机床,实现c 轴传动机构与主轴无故障啮合,保证机床在铣削时主轴能够输出更大的扭矩,同时提高了c 轴的分度精度,且降低了成本。
2、为实现上述目的,本发明提出了一种车床模式与铣床模式的切换方法、系统及数控机床。
3、根据本发明的第一方面,提出了一种车床模式与铣床模式的切换方法,包括:
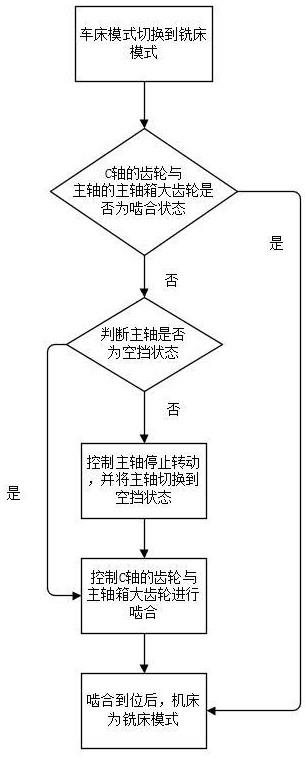
4、车床模式切换到铣床模式:
5、判断c轴的齿轮与主轴的主轴箱大齿轮是否为啮合状态,若是,则此时机床为所述铣床模式;
6、若否,判断所述主轴是否为空挡状态,若是所述空挡状态,则控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合;
7、若否,则控制所述主轴停止转动,并将所述主轴切换到所述空挡状态,进而控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合;
8、所述啮合到位后,所述机床为所述铣床模式;
9、所述铣床模式切换到所述车床模式:
10、判断所述c轴的齿轮与所述主轴箱大齿轮是否为啮合状态,若否,则此时所述机床为所述车床模式;
11、若是,控制所述c轴的齿轮与所述主轴箱大齿轮脱离,所述脱离到位后,所述机床为所述车床模式。
12、可选地,所述控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合具体包括:
13、控制第一伺服电机驱动第一c轴齿轮从第一初始位置向所述主轴箱大齿轮移动,所述第一c轴齿轮的侧面相对所述主轴箱大齿轮的侧面,同时控制第一c轴电机驱动所述第一c轴齿轮转动;
14、所述第一c轴齿轮与所述主轴箱大齿轮啮合到位后,控制第二伺服电机驱动第二c轴齿轮从第二初始位置向所述主轴箱大齿轮移动,所述第二c轴齿轮的侧面相对所述主轴箱大齿轮的侧面,同时第二c轴电机驱动所述第二c轴齿轮转动,直到所述第二c轴齿轮与所述主轴箱大齿轮啮合到位;
15、所述啮合到位后,控制所述第一c轴电机和所述第二c轴电机停止转动;
16、其中,所述第一c轴齿轮与所述第二c轴齿轮为同向转动。
17、可选地,所述控制所述c轴的齿轮与所述主轴箱大齿轮脱离具体包括:
18、控制所述第一伺服电机驱动所述第一c轴齿轮脱离所述主轴箱大齿轮,退回到所述第一初始位置;同时控制所述第二伺服电机驱动所述第二c轴齿轮脱离所述主轴箱大齿轮,退回到所述第二初始位置。
19、可选地,还包括:
20、在所述车床模式切换到所述铣床模式的过程中,将测量所述主轴运动的外装编码器切换到测量所述c轴的运动。
21、可选地,在所述铣床模式切换到所述车床模式的过程中,将测量所述c轴运动的所述外装编码器切换到测量所述主轴的运动。
22、可选地,在所述铣床模式进行铣削工作时,所述第一c轴电机和所述第二c轴电机为主从驱动消隙控制模式。
23、根据本发明的第二方面,提出了一种车床模式与铣床模式的切换系统,用于执行第一方面任一项所述的车床模式与铣床模式的切换方法,包括:
24、控制模块,用于在车床模式切换到铣床模式时,判断c轴的齿轮与主轴箱大齿轮是否为啮合状态,若否,判断主轴是否为空挡状态,若是所述空挡状态,则控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合,若否,则控制所述主轴停止转动,并将所述主轴切换到所述空挡状态,进而控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合;
25、在所述铣床模式切换到所述车床模式时,判断所述c轴的齿轮与所述主轴箱大齿轮是否为啮合状态,若否,则此时所述机床为所述车床模式;若是,控制所述c轴的齿轮与所述主轴箱大齿轮脱离,所述脱离到位后,所述机床为所述车床模式;
26、所述c轴,用于所述机床通过所述c轴进行铣削工作;
27、所述主轴,用于所述机床通过所述主轴进行车削工作。
28、可选地,还包括:
29、外装编码器,用于在所述车床模式中,测量所述主轴的运动;在所述铣床模式中,测量所述c轴的运动。
30、可选地,所述控制模块包括:
31、plc模块,用于在所述车床模式切换到所述铣床模式时,将测量所述主轴运动的所述外装编码器切换到测量所述c轴的运动;
32、在所述铣床模式切换到所述车床模式时,将测量所述c轴运动的所述外装编码器切换到测量所述主轴的运动;
33、nc模块,用于在所述车床模式切换到所述铣床模式时,判断c轴的齿轮与主轴的主轴箱大齿轮是否为啮合状态,若是,则此时机床为所述铣床模式;若否,判断所述主轴是否为空挡状态,若是所述空挡状态,则控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合;若否,则控制所述主轴停止转动,并将所述主轴切换到所述空挡状态,进而控制所述c轴的齿轮与所述主轴箱大齿轮进行啮合;所述啮合到位后,删除所述c轴旋转剩余行程;
34、在所述铣床模式切换到所述车床模式时,判断所述c轴的齿轮与所述主轴箱大齿轮是否为啮合状态,若否,则此时所述机床为所述车床模式;若是,控制所述c轴的齿轮与所述主轴箱大齿轮脱离,所述脱离到位后,所述机床为所述车床模式。
35、根据本发明的第三方面,提出了一种数控机床,所述数控机床包括第二方面任一项所述的车床模式与铣床模式的切换系统。
36、本发明的有益效果在于:在车床模式切换到铣床模式时,在nc程序的控制下,使主轴停机并挂空挡,通过伺服电机驱动c轴齿轮向主轴箱齿轮运动,c轴电机驱动c轴齿轮旋转,实现c轴齿轮与主轴箱齿轮的无故障啮合,即使主轴有变挡的情况也可做到无故障的啮合,实现车床模式到铣床模式的无故障切换;在铣床模式下是通过c轴的两个电机分别作为主驱动电机和从驱动电机带动两个c轴,进而带动主轴,实现了主从电机消隙控制,而且比普通单电机结构实现扭矩更大,使机床在铣削时主轴能够输出更大的扭矩,提高了加工效率;同时在plc程序的控制下,将主轴的外装编码器切换到c轴实现了全闭环控制,提高了c轴的分度精度;在铣床模式切换到车床模式时,在nc程序的控制下,c轴电机不需要工作,控制伺服电机驱动c轴齿轮回退到初始位置,实现铣床模式到车床模式的无故障切换,同时在plc程序的控制下,将c轴的外装编码器切换到主轴实现了全闭环控制;通过严谨的plc程序和nc程序配合控制,实现了车床模式与铣床模式无故障、无报警的切换。
37、本发明的系统具有其它的特性和优点,这些特性和优点从并入本文中的附图和随后的具体实施方式中将是显而易见的,或者将在并入本文中的附图和随后的具体实施方式中进行详细陈述,这些附图和具体实施方式共同用于解释本发明的特定原理。
- 还没有人留言评论。精彩留言会获得点赞!