用于袋式包装机的生产工艺参数处理方法与流程
本发明涉及数据处理,具体涉及用于袋式包装机的生产工艺参数处理方法。
背景技术:
1、使用袋式包装机对产品进行自动包装,只需要操作人员一次性将包装的袋子按照要求放置在袋式包装机的取袋部,袋式包装机的可自动完成取袋、列印日期、开袋、给计量装置信号计量并落料、封口、输出等工序。同时,也可以根据产品包装的需求为袋式包装机增设开门急停、自动投卡、异常排出等细节功能,实现包装过程的自动化,为企业提高生产效率、节约人工费用及管理费用、降低成本。但是,在使用袋式包装机对产品进行自动包装之前,需要根据产品包装的需求设定袋式包装机的生产工艺参数。
2、在生产工艺参数设定的过程中,往往因生产工艺参数的多次调整变化触发袋式包装机生产工艺参数的异常检测,将生产工艺参数因调整产生的波动误判为袋式包装机工作异常,影响袋式包装机的正常工作。所以,需要一种用于袋式包装机的生产工艺参数处理方法,解决现有的生产工艺参数调整过程中出现的袋式包装机工作异常误判的问题,实现袋式包装机生产过程中生产工艺参数的自动调节。
技术实现思路
1、本发明提供用于袋式包装机的生产工艺参数处理方法,以解决现有的生产工艺参数调整过程中出现的袋式包装机工作异常误判的问题,所采用的技术方案具体如下:
2、本发明一个实施例提供了用于袋式包装机的生产工艺参数处理方法,该方法包括以下步骤:
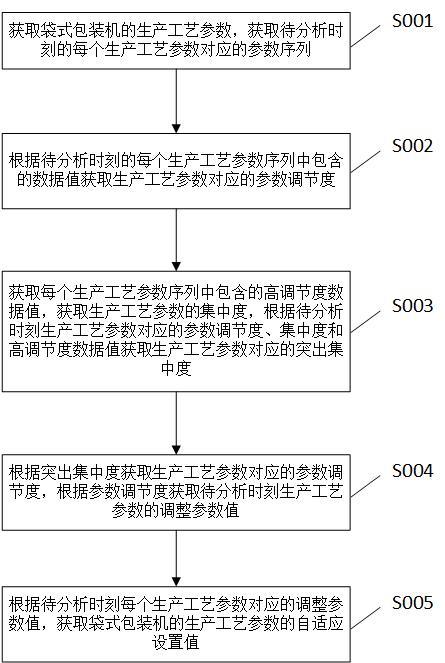
3、获取袋式包装机的生产工艺参数,获取待分析时刻的每个生产工艺参数对应的参数序列;
4、根据待分析时刻的每个生产工艺参数序列中包含的数据值获取生产工艺参数对应的参数调节度;
5、获取每个生产工艺参数序列中包含的高调节度数据值,获取生产工艺参数的集中度,根据待分析时刻生产工艺参数对应的参数调节度、集中度和高调节度数据值获取生产工艺参数对应的突出集中度;
6、根据突出集中度获取生产工艺参数对应的参数调节度,根据参数调节度获取待分析时刻生产工艺参数的调整参数值;
7、根据待分析时刻每个生产工艺参数对应的调整参数值,获取袋式包装机的生产工艺参数的自适应设置值。
8、进一步,所述袋式包装机的生产工艺参数包括但不限于落料质量、包装速度、压力、封口温度、主机运行频率、电机运行频率、包装速度。
9、进一步,所述获取待分析时刻的每个生产工艺参数对应的参数序列,包括的具体方法为:
10、每间隔第一预设阈值时间获取一次所有生产工艺参数的数据值;
11、分别将每个获取生产工艺参数的时刻记为待分析时刻,将待分析时刻前第二预设阈值次参数获取时刻的生产工艺参数记为待分析时刻的前时刻生产工艺参数,将待分析时刻后第三预设阈值次参数获取时刻的生产工艺参数记为待分析时刻的后时刻生产工艺参数;
12、分别获取待分析时刻每个生产工艺参数对应的前时刻生产工艺参数和后时刻生产工艺参数包含的所有数据值,将每个生产工艺参数对应的所有数据值按照数据值的获取时间进行排序,获取每个生产工艺参数对应的时间序列;
13、将生产工艺参数对应的时间序列记为生产工艺参数对应的生产工艺参数序列。
14、进一步,所述根据待分析时刻的每个生产工艺参数序列中包含的数据值获取生产工艺参数对应的参数调节度,包括的具体方法为:
15、获取待分析时刻生产工艺参数序列的信息熵;
16、获取待分析时刻生产工艺参数对应的生产工艺参数序列内包含的所有数据值的均值;
17、将待分析时刻生产工艺参数序列内每个数据值与生产工艺参数序列内包含的所有数据值的均值的差值的绝对值记为数据值的绝对差值;
18、将生产工艺参数序列内所有数据值的绝对差值的和记为第一和值;
19、将待分析时刻的数据值的绝对差值与第一和值的比值记为第一比值;
20、将第一比值与生产工艺参数序列的信息熵的乘积记为待分析时刻生产工艺参数对应的参数调节度。
21、进一步,所述获取每个生产工艺参数序列中包含的高调节度数据值,包括的具体方法为:
22、生产工艺参数序列内包含的所有数据值进行异常检测,获取每个数据值对应的异常值;
23、对所有数据值的异常值使用聚类算法,将异常值聚类为两个簇;
24、分别获取每个簇内包含的所有异常值的均值,标记均值最大的簇内包含的所有异常值对应的数据值为高调节度数据值。
25、进一步,所述获取生产工艺参数的集中度,包括的具体方法为:
26、判断高调节度数据值内是否包含当前时刻的数据值;
27、当高调节度数据值内包含当前时刻的数据值时,统计高调节度数据值内与当前时刻的数据值的获取时刻连续相邻的所有数据值的总个数,将统计的总个数记为数据值对应的生产工艺参数的集中度;
28、当高调节度数据值内不包含当前时刻的数据值时,将集中度赋值为第四预设阈值。
29、进一步,所述根据待分析时刻生产工艺参数对应的参数调节度、集中度和高调节度数据值获取生产工艺参数对应的突出集中度,包括的具体方法为:
30、将生产工艺参数对应的生产工艺参数序列内所有高调节度数据值对应的参数调节度的均值记为第一均值;
31、将生产工艺参数的集中度与生产工艺参数序列内包含的高调节度数据值的总个数之比记为第二比值;
32、将生产工艺参数的集中度、第一均值和第二比值的乘积记为生产工艺参数对应的突出集中度。
33、进一步,所述根据突出集中度获取生产工艺参数对应的参数调节度,包括的具体方法为:
34、对待分析时刻所有生产工艺参数对应的突出集中度进行线性归一化,将突出集中度的归一化值记为生产工艺参数对应的参数调节度。
35、进一步,所述根据参数调节度获取待分析时刻生产工艺参数的调整参数值,包括的具体方法为:
36、当生产工艺参数对应的参数调节度大于等于第五预设阈值时,则认为该生产工艺参数不合适,需要进行调整;
37、当生产工艺参数对应的参数调节度小于第五预设阈值时,认为工艺参数合适;
38、当生产工艺参数不合适,需要进行调整时,将待分析时刻的前时刻生产工艺参数的数据值作为预测模型的输入,获取待分析时刻的预测值,将待分析时刻的预测值作为待分析时刻生产工艺参数的调整参数值;
39、当工艺参数合适时,将待分析时刻的数据值作为待分析时刻生产工艺参数的调整参数值。
40、进一步,所述根据待分析时刻每个生产工艺参数对应的调整参数值,获取袋式包装机的生产工艺参数的自适应设置值,包括的具体方法为:
41、将待分析时刻的生产工艺参数调整参数值输入模糊pid控制器,获取待分析时刻的矫正参数值,将待分析时刻的矫正参数值记为待分析时刻的下一时刻时,袋式包装机的生产工艺参数的自适应设置值;
42、将待分析时刻的矫正参数值和待分析时刻下一时刻的调整参数值输入模糊pid控制器,获取待分析时刻下一时刻的矫正参数值,待分析时刻下一时刻的矫正参数值即为待分析时刻的之后两个时刻时,袋式包装机的生产工艺参数的自适应设置值;
43、获取每个待分析时刻时,袋式包装机的生产工艺参数的自适应设置值。
44、本发明的有益效果是:本发明通过袋式包装机每个待分析时刻的每个生产工艺参数对应的参数序列进行分析,实现袋式包装机生产过程中生产工艺参数的自动调节,解决现有的生产工艺参数调整过程中出现的袋式包装机工作异常误判的问题,具体为:首先,根据每个待分析时刻对应的生产工艺参数序列内包含所有数据值差异和数值分布的离散程度,获取待分析时刻的每个生产工艺参数对应的参数调节度,初步评价生产工艺参数对应的调节幅度;其次,结合生产工艺参数对应的参数序列内数据值的异常程度,获取生产工艺参数的集中度,根据待分析时刻生产工艺参数对应的参数调节度和集中度获取生产工艺参数对应的突出集中度,获取生产工艺参数对应调节幅度的准确评价;根据突出集中度获取生产工艺参数对应的参数调节度,进而确定待分析时刻生产工艺参数的调整参数值,根据待分析时刻每个生产工艺参数对应的调整参数值,获取袋式包装机的生产工艺参数的自适应设置值,解决现有的生产工艺参数调整过程中出现的袋式包装机工作异常误判的问题,实现袋式包装机生产过程中生产工艺参数的自动调节。
- 还没有人留言评论。精彩留言会获得点赞!