一种基于流程智能优化的高效供料控制方法及装置与流程
本发明涉及物联网供料,尤其涉及一种基于流程智能优化的高效供料控制方法及装置。
背景技术:
1、随着物联网技术的发展,基于流程智能优化的高效供料控制方法具有广阔的应用前景,它可以在制造业、物流与供应链管理、食品加工和医药制造、能源与环境领域,以及智能家居和物联网等领域中发挥重要作用;高效供料控制方法主要利用传感器技术、实时数据处理、自动化和机器人技术、优化算法等技术来实现。
2、现有的基于流程智能优化的高效供料控制方法具体实施步骤涉及以下方面:分析和评估,对供料过程进行全面的分析和评估;设计和规划,根据分析结果,设计和规划高效供料控制方法的方案;选型和采购,选择合适的供料设备和相关控制系统;安装和调试,将供料设备安装到现有工艺流程中,并进行初步的调试和测试;集成和控制,将供料设备与控制系统进行集成,建立相应的控制逻辑和控制准确;测试和优化,进行供料系统的全面测试,验证供料控制方法的有效性和稳定性;培训和操作,培训操作人员了解供料设备的操作和维护要求;监控和维护,建立供料系统的监控机制,监测供料过程中的关键参数和指标。
3、例如公开号为:cn110876992a的发明专利申请公开的一种材料供应装置、材料供应系统及材料供应方法,材料供应装置包括:存储装置,其上设置信息存储部件,记录有存储装置中供应材料的追踪信息;相连通的缓冲装置、抽取装置及喷涂装置;信息识别部件,识别信息存储部件内的追踪信息;控制装置,获取信息存储部件的追踪信息并和目标供应材料的目标信息进行比较,判断二者是否匹配。
4、例如公告号为:cn113228842a的发明专利公告的供料器决定方法及供料器决定装置,具备以下步骤:实际作业数据登记步骤,将实际作业数据登记于数据库中,其中所述实际作业数据是将在实施完毕的装配作业中使用的元件的尺寸或种类与供给了元件的供料器的识别信息建立对应而得到的;实际作业数据检索步骤,检索候补数据是否与数据库内的某一个实际作业数据一致,其中所述候补数据是将在预定实施的所述装配作业中使用的所述元件的所述尺寸或所述种类与作为供给所述元件的候补的所述供料器的所述识别信息进行组合而得到的;作业数据依据决定步骤,在候补数据与实际作业数据一致时,基于供料器的供给作业数据,来决定元件的尺寸或种类与供料器的组合;及性能依据决定步骤,在候补数据与实际作业数据不一致时,基于供料器的供给性能,来决定元件的尺寸或种类与供料器的组合。
5、但本技术发明人在实现本技术实施例中发明技术方案的过程中,发现上述技术至少存在如下技术问题:
6、现有技术中,由于对于高效供料方法的生产工艺流程智能优化主要根据既往经验来确定,存在智能优化评估准确度不足使得无法确定最佳的供料控制方法的问题。
技术实现思路
1、本技术实施例通过提供一种基于流程智能优化的高效供料控制方法及装置,解决了现有技术中,存在智能优化评估准确度不足使得无法确定最佳的供料控制方法的问题,实现了根据综合评估高效供料控制方法中各工艺流程因素的结果对控制流程的细节调整再确定以大大提高调整优化高效供料控制方法准确性的效果。
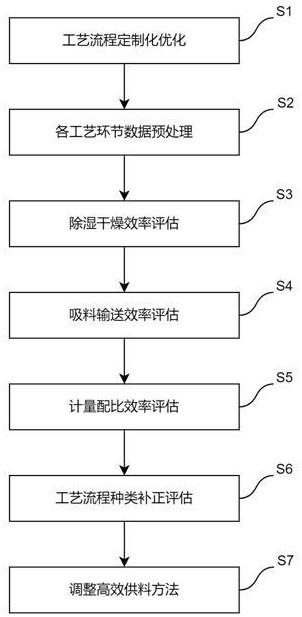
2、本技术实施例提供了一种基于流程智能优化的高效供料控制方法,用于服务器,包括以下步骤:s1,获取流程优化各环节数据;s2,对所述流程优化各环节数据做预处理,得到除湿干燥子数据组、吸料输送子数据组、计量配比子数据组和工艺流程种类补正子数据组;s3,根据所述除湿干燥子数据对流程优化除湿干燥环节处理效率进行评估,得到除湿干燥效率系数;s4,根据所述吸料输送子数据组对流程优化吸料输送环节处理效率进行评估,得到吸料输送效率系数;s5,根据所述计量配比子数据组对流程优化计量配比环节处理效率进行评估,得到计量配比效率系数;s6,根据所述工艺流程种类补正子数据组对流程优化不同的工艺流程补充修正进行评估,得到料件种类补正系数和工艺流程补正系数;s7,根据除湿干燥效率系数、吸料输送效率系数、计量配比效率系数、料件种类补正系数和工艺流程补正系数对流程优化各环节整体效果进行综合评估,得到高效供料综合评估系数,根据高效供料综合评估系数对高效供料控制方法进行调整。
3、进一步的,所述获取流程优化各环节数据的具体步骤为:s11,获取对具体工厂现场考察结果做综合调研而得到的工艺流程整体优化技术方案;s12,获取对工艺流程整体优化技术方案而得到的模块化功能设计的自动化生产设备;s13,获取所有自动化生产设备的原始数据。
4、进一步的,所述对流程优化各环节数据做预处理的具体步骤为:对所有流程优化原始数据采集得到流程优化原始数据组,流程优化原始数据组数据类别记为,为流程优化原始数据组数据类别总数,流程优化原始数据组数据第类的数据记为为流程优化原始数据组第类数据数量总数,则第类第个流程优化原始数据组数据记为并据此通过计算公式得到则第个流程优化原始数据组白噪声评估值,具体计算公式为其中表示第类第个设定流程优化原始数据组数据白噪音阈值标准值,表示流程优化原始数据组数据噪音值读取误差因子,表示第类第个设定流程优化原始数据组数据白噪音差值标准值表示第类第个预定义流程优化原始数据组数据白噪音修正系数;将第类第个流程优化原始数据组白噪声评估值与设定流程优化原始数据组白噪声评估值对比,在误差允许范围之内的保留对应的流程优化原始数据组原始数据,对所有流程优化原始数据组数据重复此步骤,将所有保留的数据记为有效流程优化数据组;对有效主系统数据组按供料控制应用类型分类得到四个分类子数据组,分别记为除湿干燥子数据组、吸料输送子数据组、计量配比子数据组和工艺流程种类补正子数据组。
5、进一步的,所述得到除湿干燥效率系数的具体步骤为:由除湿干燥子数据组得到除湿效率干燥效率干燥温度清洁效率并据此通过具体计算公式得到除湿干燥效率系数具体计算公式为其中表示设定除湿效率对应的影响匹配因子,表示设定干燥效率对应的影响匹配因子,表示设定干燥温度对应的影响匹配因子,表示预定义除湿效率、干燥效率和干燥温度相互叠加影响系数,表示预定义清洁效率标准值。
6、进一步的,所述得到吸料输送效率系数的具体步骤为:由吸料输送子数据组得到输送能力转运距离输送效率摩擦损失效力并据此通过具体计算公式得到吸料输送效率系数具体计算公式为其中表示设定输送能力对应的影响匹配因子,表示设定输送效率对应的影响匹配因子,表示设定转运距离对应的影响匹配因子,表示预定义基础管道输送效力,表示预定义管道实际输送效力,表示预定义管道材料性质和气动布局修正因子,表示预定义输送能力、转运距离、输送效率和摩擦损失效力相互叠加影响修正系数,表示自然常数。
7、进一步的,所述得到计量配比效率系数的具体步骤为:由计量配比子数据组得到实际综合精度流量范围最大实时计算速率稳定适应系数并据此通过具体计算公式得到计量配比效率系数具体计算公式为,其中和分别表示最大流量范围和最小流量范围,表示设定流量范围对应的差值影响匹配因子,表示设定最大实时计算速率与最大流量范围对应的联合影响匹配因子表示预定义实际综合精度标准值表示预定义实际综合精度、流量范围、最大实时计算速率和稳定适应系数相互叠加影响修正系数。
8、进一步的,所述得到料件种类补正系数的具体步骤为:由工艺流程种类补正子数据组获取预定义料件表面性质系数预定义料件热性质系数预定义料件可加工性质系数预定义料件特殊性质系数并据此通过计算公式得到料件种类补正系数,具体计算公式为,其中和分别表示预定义料件表面性质系数、预定义热性质系数和预定义可加工性质系数对应的权重因子,表示预定义料件表面性质系数、热性质系数和可加工性质系数的叠加影响系数,表示设定预定义料件特殊性质系数对应的修正因子。
9、进一步的,所述工艺流程补正系数的具体获取步骤为:由工艺流程种类补正子数据组获取预定义模块化可扩展性系数实际最大生产效率实际最大能源利用效率和实际占用空间大小,并据此通过计算公式得到工艺流程补正系数,具体计算公式为其中和分别表示设定标准最大生产效率、设定标准最大能源利用效率和设定标准占用空间大小,和分别表示最大生产效率比值、最大能源利用效率比值和占用空间大小比值对应的权重因子,表示预定义模块化可扩展性系数的影响匹配因子,表示预定义模块化可扩展性系数、实际最大生产效率、实际最大能源利用效率和实际占用空间大小的叠加效果系数,表示预定义定制化工艺补正因子。
10、进一步的,所述得到高效供料综合评估系数的具体步骤为:获取从s3到s6所有数据评估系数,将s3中除湿干燥效率系数记为依次遍历从s3到s6的所有步骤,则s6中工艺流程补正系数记为表示从s3到s6步骤中依次评估的5个评估系数,从s3到s6的所有步骤数据处理总时间为并据此通过计算公式得到高效供料综合评估系数具体计算公式为其中表示确定时对应的准确性权重因子,表示所有步骤处理总用时标准值,将高效供料综合评估系数与预定义高效供料综合评估系数阈值对比,若高效供料综合评估系数在预定义误差允许范围内,则将高效供料综合评估系数对应的高效供料控制方法记为有效高效供料控制方法,否则依次将对除湿干燥效率系数、吸料输送效率系数、计量配比效率系数、料件种类补正系数和工艺流程补正系数分别进行计算,若计算后的值超过各自对应的最大预定义系数阈值,则依次遍历对应子数据组中用于效率评估的各因素数据,当因素数据超过阈值时,将重新优化对应效率具体因素,直到得到有效高效供料控制方法。
11、本技术实施例提供了一种基于流程智能优化的高效供料控制装置,包括工艺流程定制化优化模块、各工艺环节数据预处理模块、除湿干燥效率评估模块、吸料输送效率评估模块、计量配比效率评估模块、工艺流程种类补正评估模块和调整高效供料方法模块:所述工艺流程定制化优化模块,用于获取流程优化各环节数据;所述各工艺环节数据预处理模块,用于对所述流程优化各环节数据做预处理,得到除湿干燥子数据组、吸料输送子数据组、计量配比子数据组和工艺流程种类补正子数据组;所述除湿干燥效率评估模块,用于根据所述除湿干燥子数据对流程优化除湿干燥环节处理效率进行评估,得到除湿干燥效率系数;所述吸料输送效率评估模块,用于根据所述吸料输送子数据组对流程优化吸料输送环节处理效率进行评估,得到吸料输送效率系数;所述计量配比效率评估模块,用于根据所述计量配比子数据组对流程优化计量配比环节处理效率进行评估,得到计量配比效率系数;所述工艺流程种类补正评估模块,用于根据所述工艺流程种类补正子数据组对流程优化不同的工艺流程补充修正进行评估,得到料件种类补正系数和工艺流程补正系数;所述调整高效供料方法模块,用于根据除湿干燥效率系数、吸料输送效率系数、计量配比效率系数、料件种类补正系数和工艺流程补正系数对流程优化各环节整体效果进行综合评估,得到高效供料综合评估系数,根据高效供料综合评估系数对高效供料控制方法进行调整。
12、本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
13、1、通过工艺流程定制化优化得到流程智能优化的控制方法,对控制方法的各工艺流程环节做全面评估以得到各工艺流程的评估系数,依次对除湿干燥效率评估、吸料输送效率评估、计量配比效率评估和工艺流程种类补正评估,从而根据各个评估结果调整控制流程的细节,并确定得出最后的控制方法,进而实现了大大提高调整优化高效供料控制方法准确性的效果,有效解决了现有技术中,存在智能优化评估准确度不足使得无法确定最佳的供料控制方法的问题。
14、2、根据所述工艺流程种类补正子数据组对流程优化不同的工艺流程补充修正进行评估,得到料件种类补正系数和工艺流程补正系数,对于具体的生产工艺,不同种类料件的性质和不同工艺流程定制化的要求都会对流程智能优化的方向有具体的影响,进而影响各生产流程的效率评估,所以必须做修正评估,从而提高整体工艺流程优化的科学性,进而实现了进一步提高供料控制方法的整体效率。
15、3、通过对流程优化各环节整体效果做综合评估,先对整体高效供料工艺流程综合评估,若不是有效高效供料控制方法,再依次将对除湿干燥效率系数、吸料输送效率系数、计量配比效率系数、料件种类补正系数和工艺流程补正系数分别进行计算,若超过对应的阈值,则将重新优化对应效率具体因素,从而对于具体的生产工艺流程确立有效的高效供料控制方法,保证评估各生产工艺流程各因素的全面性,进而实现了高效供料控制方法可行性。
- 还没有人留言评论。精彩留言会获得点赞!