回退控制方法、装置、CNC设备、数控系统及存储介质与流程
本技术实施例涉及数控,具体涉及一种回退控制方法、装置、cnc设备、数控系统及存储介质。
背景技术:
1、cnc(computer numerical control,计算机数字控制)设备是一种根据存储器中存储的控制程序,执行部分或全部数字控制功能的计算机设备,cnc设备通过配备接口电路和伺服驱动装置,可以形成用于数字控制的计算机系统。例如,cnc设备可应用于数控加工领域,作为数控机床等数控系统中用于数字控制的计算机设备。
2、在数控领域,需要通过回退动作来使得加工的工件移动到安全位置,然而,不同的加工可能需要匹配不同的回退动作,因此如何提供回退控制方案,以使得回退动作适应于加工的工件,从而提升回退控制方案的适用性,成为了本领域技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于此,本技术实施例提供一种回退控制方法、装置、cnc设备、数控系统及存储介质,以使得回退动作适应于加工的工件,提升回退控制方案的适用性。
2、第一方面,本技术实施例提供一种回退控制方法,包括:
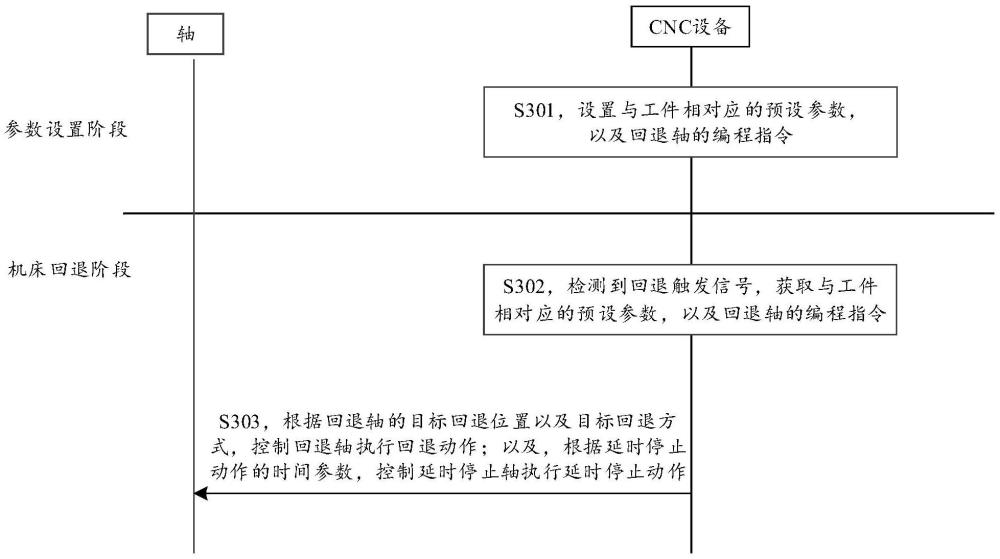
3、在加工工件的过程中,响应于检测的回退触发信号,获取与所述工件相对应的预设参数;其中,所述预设参数至少包括轴选参数和延时停止控制参数;所述轴选参数定义回退轴和延时停止轴,所述延时停止控制参数定义控制延时停止轴执行延时停止动作的时间参数;
4、以及,获取所述回退轴的编程指令,根据所述回退轴的编程指令确定所述回退轴的目标回退位置以及目标回退方式;
5、根据所述回退轴的目标回退位置以及目标回退方式,控制所述回退轴执行回退动作;以及,根据所述延时停止动作的时间参数,控制所述延时停止轴执行延时停止动作。
6、可选的,所述回退轴的编程指令包括:所述回退轴的回退位置编程指令,和所述回退轴的至少一种回退方式编程指令;其中,所述回退轴的回退位置编程指令指示回退轴的目标回退位置,回退轴的一种回退方式编程指令指示回退轴的一种回退方式。
7、可选的,所述根据所述回退轴的编程指令确定所述回退轴的目标回退方式包括:
8、从所述回退轴的至少一种回退方式编程指令指示的回退方式中,确定所述回退轴的目标回退方式。
9、可选的,所述回退轴的至少一种回退方式编程指令包括:
10、所述回退轴的第一回退方式编程指令,所述回退轴的第一回退方式编程指令指示回退轴的回退方式为独立回退;
11、和/或,所述回退轴的第二回退方式编程指令,所述回退轴的第二回退方式编程指令指示回退轴的回退方式为线性关联回退。
12、可选的,所述从所述回退轴的至少一种回退方式编程指令指示的回退方式中,确定所述回退轴的目标回退方式包括:
13、如果所述回退轴的回退方式编程指令为第一回退方式编程指令,则确定所述回退轴的目标回退方式为独立回退;
14、如果所述回退轴的回退方式编程指令为第二回退方式编程指令,则确定所述回退轴的目标回退方式为线性关联回退,其中,线性关联回退的回退轴之间以线性方式协同的进行回退;
15、如果所述回退轴的回退方式编程指令包含第一回退方式编程指令和第二回退方式编程指令,则将后编程的回退方式编程指令所指示的回退方式,确定为所述回退轴的目标回退方式。
16、可选的,所述延时停止动作的时间参数包括:
17、延时时间,所述延时时间为检测到回退触发信号之后,所述延时停止轴沿加工轨迹继续运行的时间;
18、减速时间,所述减速时间为所述延时时间结束之后,延时停止轴允许进行减速的最大时间。
19、可选的,所述根据所述延时停止动作的时间参数,控制所述延时停止轴执行延时停止动作包括:
20、在检测到回退触发信号之后,控制延时停止轴沿加工轨迹继续运行;
21、在延时停止轴沿加工轨迹继续运行所述延时时间之后,控制延时停止轴进行减速,直至延时停止轴减速至停止运行,或者,直至延时停止轴进行减速的时间达到所述减速时间时,控制延时停止轴停止运行。
22、可选的,所述根据所述回退轴的目标回退位置以及目标回退方式,控制所述回退轴执行回退动作包括:
23、在检测到回退触发信号之后,根据所述回退轴的目标回退位置以及目标回退方式,在回退时间内,控制所述回退轴执行回退动作;其中,回退时间的时间长度与延时时间和减速时间的总时间长度相对应。
24、可选的,所述回退控制方法,还包括:
25、如果在回退时间内,所述回退轴未回退到目标回退位置,则控制所述回退轴停止运行。
26、可选的,所述回退轴的数量为多个,多个回退轴中的至少部分回退轴对应同一控制通道;所述方法还包括:
27、如果同一控制通道中存在至少两个回退轴,且所述至少两个回退轴中目标回退方式为线性关联回退的回退轴的数量为一个,则配置允许所述至少两个回退轴中目标回退方式为独立回退的轴,与目标回退方式为线性关联回退的回退轴进行并行回退。
28、第二方面,本技术实施例还提供一种回退控制装置,包括:
29、预设参数获取模块,用于在加工工件的过程中,响应于检测的回退触发信号,获取与所述工件相对应的预设参数;其中,所述预设参数至少包括轴选参数和延时停止控制参数;所述轴选参数定义回退轴和延时停止轴,所述延时停止控制参数定义控制延时停止轴执行延时停止动作的时间参数;
30、编程指令获取模块,用于获取所述回退轴的编程指令;
31、回退确定模块,用于根据所述回退轴的编程指令确定所述回退轴的目标回退位置以及目标回退方式;
32、回退控制模块,用于根据所述回退轴的目标回退位置以及目标回退方式,控制所述回退轴执行回退动作;以及,根据所述延时停止动作的时间参数,控制所述延时停止轴执行延时停止动作。
33、第三方面,本技术实施例还提供一种cnc设备,所述cnc设备包括存储器和处理器;其中,所述存储器存储一条或多条计算机可执行指令,所述处理器调用所述一条或多条计算机可执行指令,以执行如上述第一方面所述的回退控制方法。
34、第四方面,本技术实施例还提供一种存储介质,所述存储介质存储有一条或多条计算机可执行指令,所述一条或多条计算机可执行指令被执行时,实现如上述第一方面所述的回退控制方法。
35、第五方面,本技术实施例还提供一种数控系统,包括:如上述第三方面所述的cnc设备。
36、基于本技术实施例提供的回退控制方法,在加工工件的过程中,cnc设备可以响应于检测的回退触发信号,获取与所述工件相对应的预设参数;其中,所述预设参数至少包括轴选参数和延时停止控制参数;所述轴选参数定义回退轴和延时停止轴,所述延时停止控制参数定义控制延时停止轴执行延时停止动作的时间参数;并且,cnc设备可以获取所述回退轴的编程指令,根据所述回退轴的编程指令确定所述回退轴的目标回退位置以及目标回退方式;进而,cnc设备可以根据所述回退轴的目标回退位置以及目标回退方式,控制所述回退轴执行回退动作;以及,根据所述延时停止动作的时间参数,控制所述延时停止轴执行延时停止动作。
37、可见,在本技术实施例提供的回退控制方法中,回退动作可以由回退触发信号进行触发,并且,cnc设备可以响应于回退触发信号,获取与加工的工件相对应的预设参数,所述预设参数至少包括轴选参数和延时停止控制参数,其中,轴选参数定义回退轴和延时停止轴,延时停止控制参数定义控制延时停止轴执行延时停止动作的时间参数。也就是说,在进行回退时,回退轴和延时停止轴是与加工的工件相对应的,是按照加工的工件的情况预设的回退轴和延时停止轴,从而进行回退的回退轴和延时停止轴能够匹配工件的情况。
38、进一步的,cnc设备可以获取所述回退轴的编程指令,根据所述回退轴的编程指令确定所述回退轴的目标回退位置以及目标回退方式;进而,cnc设备可以根据所述回退轴的目标回退位置以及目标回退方式,控制所述回退轴执行回退动作,以及,根据所述延时停止动作的时间参数,控制所述延时停止轴执行延时停止动作。也就是说,在预设与工件相对应的回退轴和延时停止轴的情况下,可以通过回退轴的编程指令,实现回退轴的目标回退位置以及目标回退方式的事先编程,从而通过回退轴的目标回退位置以及目标回退方式,控制所述回退轴执行回退动作,使得回退轴的回退动作匹配工件的情况;同时,基于与工件相对应的延时停止控制参数所指示的时间参数,控制延时停止轴执行延时停止动作,能够使得延时停止轴的延时停止动作匹配工件的情况。
39、综上,本技术实施例提供的方案能够为不同的工件设置预设参数,并且为不同的工件设置的回退轴事先进行编程指令的编辑,可以在回退时使得不同的工件具有相匹配的回退动作和延时停止动作,满足不同工件需要匹配不同的回退动作的需求,因此本技术实施例提供的回退控制方案所控制的回退动作能够适应于加工的工件,提升回退控制方案的适用性,并且满足不同工件对于回退的需求,扩展回退控制方案的使用场景。
- 还没有人留言评论。精彩留言会获得点赞!