本发明提出了基于酿酒车间的数字化中央控制方法和系统,属于数字化中央控制。
背景技术:
1、酿酒车间数字化中央控制系统技术领域的发展,可以说是工业数字化与智能化浪潮中的一股重要力量。随着信息技术的快速发展,特别是物联网、大数据、人工智能等技术的广泛应用,酿酒车间的数字化中央控制系统得到了显著的提升和完善。
2、在过去,酿酒车间的生产过程主要依赖人工操作和传统控制方式,这种方式不仅效率低下,而且难以保证产品质量的稳定性和一致性。然而,随着数字化中央控制系统的引入,酿酒车间的生产方式发生了革命性的变化。
3、酿酒车间数字化中央控制系统技术领域的发展是工业数字化与智能化进程中的重要一环。它不仅提升了酿酒车间的生产效率和产品质量,也为酿酒行业的可持续发展提供了有力支持。未来,随着技术的不断进步和应用场景的不断拓展,这一领域的发展将更加广阔和深入。然而,现有技术中的酿酒车间数字化中央控制系统仍然存在酿酒车间控制的及时性和准确性较差的问题。
技术实现思路
1、本发明提供了基于酿酒车间的数字化中央控制方法和系统,用以解决现有技术中的上述技术问题,所采取的技术方案:
2、基于酿酒车间的数字化中央控制方法,所述基于酿酒车间的数字化中央控制方法包括:
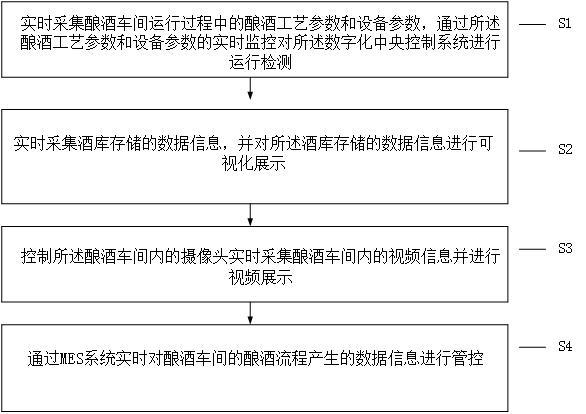
3、实时采集酿酒车间运行过程中的酿酒工艺参数和设备参数,通过所述酿酒工艺参数和设备参数的实时监控对所述数字化中央控制系统进行运行检测;
4、实时采集酒库存储的数据信息,并对所述酒库存储的数据信息进行可视化展示;
5、控制所述酿酒车间内的摄像头实时采集酿酒车间内的视频信息并进行视频展示;
6、通过mes系统实时对酿酒车间的酿酒流程产生的数据信息进行管控。
7、进一步地,实时采集数字化中央控制系统运行过程中的酿酒工艺参数和设备参数,通过所述酿酒工艺参数和设备参数的实时监控对所述数字化中央控制系统进行运行检测,包括:
8、通过scada系统实时收集并监控酿酒车间运行过程中的酿酒工艺参数和酿酒设备的设备参数;其中,所述酿酒工艺参数包括温湿度和压力;所述设备参数包括酿酒设备的电机频率、电压等设备运行参数;
9、通过酿酒设备的设备参数对所述酿酒设备进行设备运行监控,进行故障预警和设备故障报警操作;
10、通过所述酿酒工艺参数对酿酒车间当前的酿酒状态进行稳定性评估,获得评估结果;
11、当当前酿酒状态处于不稳定状态时,则进行酿酒异常报警;
12、当当前酿酒状态处于不稳定状态时,调取所述设备参数,并根据所述设备参数对酿酒设备进行故障检测和故障报警。
13、进一步地,通过所述酿酒工艺参数对酿酒车间当前的酿酒状态进行稳定性评估,获得评估结果,包括:
14、根据所述温湿度对应数据信息获取所述第一酿酒状态参数;其中,所述第一酿酒状态参数通过如下公式获取:
15、
16、其中,
k01表示第一酿酒状态参数;
n表示温度调节次数;
m表示湿度调节次数;
t
i表示第
i次温度调节稳定后对应的实际温度数值;
t
mi表示第
i次温度调节对应的目标温度;
w
i表示第
i次湿度调节稳定后对应的实际湿度数值;
w
mi表示第
i次湿度调节对应的目标湿度;
r01和
r02分别表示第一评价参量和第二评价参量,并且,所述第一评价参量和第二评价参量通过如下公式获取:
17、
18、其中,
t
i表示第
i次温度调节的调节过渡时长;
t
mi表示第
i次温度调节对应的标注调节过渡时长;
w
i表示第
i次湿度调节的调节过渡时长;
w
mi表示第
i次湿度调节对应的标注调节过渡时长;
d01和
d02分别表示第一过渡参数和第二过渡参数,并且,第一过渡参数和第二过渡参数通过如下公式获取:
19、
20、其中,
e表示单次温度调节过程中所经历的调节阶段的数量;
d
ti表示第
i个温度调节阶段对应的理论温度调节梯度;
d
sti表示第
i个温度调节阶段对应的实际温度调节梯度;
r表示单次湿度调节过程中所经历的调节阶段的数量;
d
wi表示第
i个湿度调节阶段对应的理论湿度调节梯度;
d
swi表示第
i个湿度调节阶段对应的实际湿度调节梯度;
21、根据所述压力对应的数据信息获取第二酿酒状态参数,其中,所述第二酿酒状态参数通过如下公式获取:
22、
23、其中,
k02表示第二酿酒状态参数;
k表示压力调节次数;
f
i表示第
i次压力调节稳定后对应的实际压力数值;
f
mi表示第
i次压力调节对应的目标压力;
24、利用所述第一酿酒状态参数和第二酿酒状态参数获取稳定性综合评价参数,其中,所述稳定性综合评价参数通过如下公式获取:
25、
26、其中,
k表示稳定性综合评价参数;
k01表示第一酿酒状态参数;
k02表示第二酿酒状态参数;
27、当所述稳定性综合评价参数低于预设的参数阈值时,则判定所述酿酒状态处于不稳定状态。
28、进一步地,实时采集酒库存储的数据信息,并对所述酒库存储的数据信息进行可视化展示,包括:
29、通过酒库的液位计实时采集酒库的液位数据,并将所述液位数据进行可视化展示;
30、实时监控酒库存储的存储状态的液位动态变化信息;
31、通过所述液位动态变化信息判断是否存在酒体泄露状态,当发生酒体泄露时进行预警或报警。
32、建立企业实时库存查询及报表分析平台,帮助管理者进行库存管理和决策分析。
33、进一步地,通过mes系统实时对酿酒车间的酿酒流程产生的数据信息进行管控,包括:
34、控制所述mes系统实时接收工艺运维人员下发的生产指令和批次信息;
35、所述mes系统根据接收到的生产指令和批次信息进行酿酒车间的运行流程管控。
36、基于酿酒车间的数字化中央控制系统,所述基于酿酒车间的数字化中央控制系统包括:
37、第一实时采集模块,用于实时采集酿酒车间运行过程中的酿酒工艺参数和设备参数,通过所述酿酒工艺参数和设备参数的实时监控对所述数字化中央控制系统进行运行检测;
38、第二实时采集模块,用于实时采集酒库存储的数据信息,并对所述酒库存储的数据信息进行可视化展示;
39、控制模块,用于控制所述酿酒车间内的摄像头实时采集酿酒车间内的视频信息并进行视频展示;
40、管控模块,用于通过mes系统实时对酿酒车间的酿酒流程产生的数据信息进行管控。
41、进一步地,所述第一实时采集模块包括:
42、设备参数收集模块,用于通过scada系统实时收集并监控酿酒车间运行过程中的酿酒工艺参数和酿酒设备的设备参数;其中,所述酿酒工艺参数包括温湿度和压力;所述设备参数包括酿酒设备的电机频率、电压等设备运行参数;
43、故障预警模块,用于通过酿酒设备的设备参数对所述酿酒设备进行设备运行监控,进行故障预警和设备故障报警操作;
44、稳定性评估模块,用于通过所述酿酒工艺参数对酿酒车间当前的酿酒状态进行稳定性评估,获得评估结果;
45、异常报警模块,用于当当前酿酒状态处于不稳定状态时,则进行酿酒异常报警;
46、故障报警模块,用于当当前酿酒状态处于不稳定状态时,调取所述设备参数,并根据所述设备参数对酿酒设备进行故障检测和故障报警。
47、进一步地,所述稳定性评估模块包括:
48、第一酿酒状态参数获取模块,用于根据所述温湿度对应数据信息获取所述第一酿酒状态参数;其中,所述第一酿酒状态参数通过如下公式获取:
49、
50、其中,
k01表示第一酿酒状态参数;
n表示温度调节次数;
m表示湿度调节次数;
t
i表示第
i次温度调节稳定后对应的实际温度数值;
t
mi表示第
i次温度调节对应的目标温度;
w
i表示第
i次湿度调节稳定后对应的实际湿度数值;
w
mi表示第
i次湿度调节对应的目标湿度;
r01和
r02分别表示第一评价参量和第二评价参量,并且,所述第一评价参量和第二评价参量通过如下公式获取:
51、
52、其中,
t
i表示第
i次温度调节的调节过渡时长;
t
mi表示第
i次温度调节对应的标注调节过渡时长;
w
i表示第
i次湿度调节的调节过渡时长;
w
mi表示第
i次湿度调节对应的标注调节过渡时长;
d01和
d02分别表示第一过渡参数和第二过渡参数,并且,第一过渡参数和第二过渡参数通过如下公式获取:
53、
54、其中,
e表示单次温度调节过程中所经历的调节阶段的数量;
d
ti表示第
i个温度调节阶段对应的理论温度调节梯度;
d
sti表示第
i个温度调节阶段对应的实际温度调节梯度;
r表示单次湿度调节过程中所经历的调节阶段的数量;
d
wi表示第
i个湿度调节阶段对应的理论湿度调节梯度;
d
swi表示第
i个湿度调节阶段对应的实际湿度调节梯度;
55、第二酿酒状态参数获取模块,用于根据所述压力对应的数据信息获取第二酿酒状态参数,其中,所述第二酿酒状态参数通过如下公式获取:
56、
57、其中,
k02表示第二酿酒状态参数;
k表示压力调节次数;
f
i表示第
i次压力调节稳定后对应的实际压力数值;
f
mi表示第
i次压力调节对应的目标压力;
58、稳定性综合评价参数获取模块,用于利用所述第一酿酒状态参数和第二酿酒状态参数获取稳定性综合评价参数,其中,所述稳定性综合评价参数通过如下公式获取:
59、
60、其中,
k表示稳定性综合评价参数;
k01表示第一酿酒状态参数;
k02表示第二酿酒状态参数;
61、稳定状态判定模块,用于当所述稳定性综合评价参数低于预设的参数阈值时,则判定所述酿酒状态处于不稳定状态。
62、进一步地,所述第二实时采集模块包括:
63、液位数据采集模块,用于通过酒库的液位计实时采集酒库的液位数据,并将所述液位数据进行可视化展示;
64、变化信息监控模块,用于实时监控酒库存储的存储状态的液位动态变化信息;
65、泄漏预警模块,用于通过所述液位动态变化信息判断是否存在酒体泄露状态,当发生酒体泄露时进行预警或报警。
66、建立企业实时库存查询及报表分析平台,帮助管理者进行库存管理和决策分析。
67、进一步地,所述管控模块包括:
68、系统控制模块,用于控制所述mes系统实时接收工艺运维人员下发的生产指令和批次信息;
69、运行流程管控模块,用于所述mes系统根据接收到的生产指令和批次信息进行酿酒车间的运行流程管控。
70、本发明有益效果:
71、本发明提出的基于酿酒车间的数字化中央控制方法有益效果主要体现在以下几个方面,这些效果也是判断发明具有进步性的重要依据:
72、1、通过引入物联网技术、大数据技术、mes制造执行系统和scada监控与数据采集系统等先进技术,本发明实现了酿酒车间生产过程的全面数字化控制和智能化管理。这不仅提升了生产效率,减少了人为干预带来的误差,而且使得生产过程更加精细、高效和可靠。因此,本发明的应用可以显著提高酿酒车间的生产效率和产品质量。
73、2、本发明通过实时监控和数据分析,能够及时发现生产过程中的异常情况,如设备故障、参数异常等,并自动触发预警机制。这有助于企业快速响应并解决问题,减少生产中断的风险,提高生产稳定性。同时,通过数据的挖掘和分析,企业可以深入了解生产过程中的瓶颈和问题,为优化生产流程、提升产品质量提供有力支持。
74、3、本发明还提供了用户友好的界面和交互方式,使得用户可以方便地操作和监控生产过程。通过多平台访问和远程监控功能,用户可以随时随地进行生产管理,提高了管理的便捷性和灵活性。
75、4、从环保和可持续性的角度来看,本发明通过优化能源利用、减少废水排放、使用可再生资源等手段,降低了生产对环境的影响。同时,智能化控制系统还可以实现对废弃物的自动处理和回收,实现资源的循环利用,为企业的绿色发展和可持续发展做出贡献。
76、综上所述,本发明技术方案带来的有益效果不仅体现在提升生产效率和产品质量上,还体现在提高生产稳定性、优化管理流程、降低环境影响等多个方面。这些效果共同证明了本发明具有显著的进步性和创新性,对于推动酿酒行业的数字化转型和智能化升级具有重要意义。