基于涂胶工艺的五轴机构轨迹规划方法、系统及介质与流程
本技术涉及轨迹规划,具体而言,涉及一种基于涂胶工艺的五轴机构轨迹规划方法、系统及介质。
背景技术:
1、利用五轴数控机床对不规则物料切削、打磨很常见。但是利用机床对不规则物料的涂胶很容易出现拐角处反复加减速且速度过分降低等问题,导致胶量堆积,五轴数控机床整装价格昂贵,几十万到数百万人民币不等,工业加工批量成本高,五轴数控机床加工算法一般分为几何曲线拟合、前瞻轨迹规划、路径插值三个步骤,比较点对点运动,前瞻方法大大减少总加工时间,但该方法在回溯和前瞻时需要一次性计算完成才能确定规划参数,该过程计算消耗系统周期数与窗口大小有关,影响整体加工时间,针对上述问题,目前亟待有效的技术解决方案。
技术实现思路
1、本技术实施例的目的在于提供一种基于涂胶工艺的五轴机构轨迹规划方法、系统及介质,通过刀尖滤波参数与刀轴滤波参数计算刀尖与刀轴之间的位姿同步信息,根据位姿同步信息进行实时轨迹规划调整,既能满足不规则物料切削、打磨等数控机床常见工艺,又能满足不规则物体涂胶工艺高速、高精要求。
2、本技术实施例还提供了一种基于涂胶工艺的五轴机构轨迹规划方法,包括:
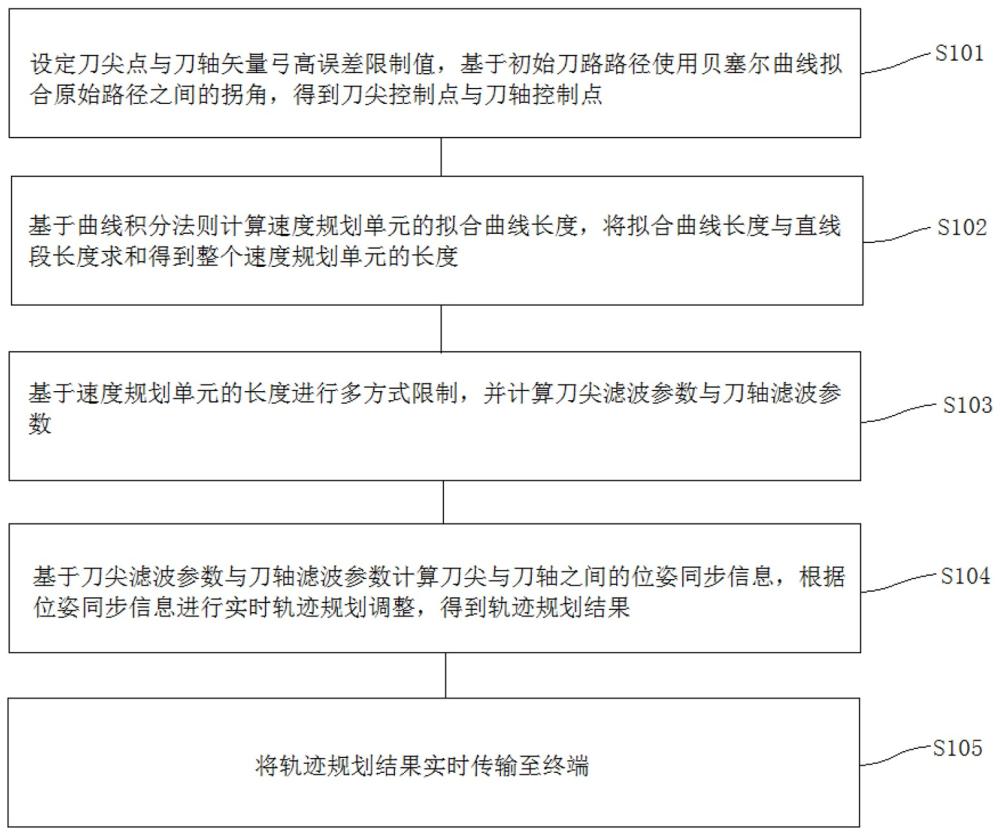
3、设定刀尖点与刀轴矢量弓高误差限制值,基于初始刀路路径使用贝塞尔曲线拟合原始路径之间的拐角,得到刀尖控制点与刀轴控制点;
4、基于曲线积分法则计算速度规划单元的拟合曲线长度,根据拟合曲线长度得到整个速度规划单元的长度;
5、基于速度规划单元的长度进行多方式限制,并计算刀尖滤波参数与刀轴滤波参数;
6、基于刀尖滤波参数与刀轴滤波参数计算刀尖与刀轴之间的位姿同步信息,根据位姿同步信息进行实时轨迹规划调整,得到刀尖与刀轴的轨迹规划结果;
7、将轨迹规划结果实时传输至终端。
8、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划方法中,基于初始刀路路径使用5次贝塞尔曲线拟合原始路径之间的拐角,计算得到刀尖控制点与刀轴控制点,其中,刀尖控制点与刀轴控制点的计算公式如下:
9、,
10、式中,ps,,pe为三维空间中刀尖点的三个位置点,和为单位向量;c与d是计算控制点的中间参数,c与d具有比例关系。
11、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划方法中,基于速度规划单元数据进行笛卡尔空间限制、关节空间限制与几何限制分别计算刀尖滤波参数与刀轴滤波参数;
12、所述关节空间限制包括各轴最大速度、最小速度、最大加速度、最小加速度、最大加加速度与最小加加速度,基于关节空间限制计算有限脉冲响应滤波器的第一阶滤波延迟时间和第二阶滤波延迟时间;
13、所述几何限制条件包括曲率与弓高误差;
14、所述笛卡尔空间限制包括最大速度、最大加速度与最大加加速度。
15、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划方法中,基于笛卡尔空间约束计算最大进给速度,计算路径长度;
16、若+等于,则判定当前规划拐角速度为0;
17、若小于+,当接近于0,则判定当前规划拐角处速度接近最大进给速度;
18、若当前速度规划单元达到进给速度vmax与后一个速度规划单元的重叠时间+时,则根据最大进给速度推测需要路径长度lmin。
19、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划方法中,基于刀尖滤波参数与刀轴滤波参数计算刀尖与刀轴之间的位姿同步信息,根据位姿同步信息进行实时轨迹规划调整,得到刀尖与刀轴的轨迹规划结果,具体包括:
20、将速度规划单元长度作为轨迹规划的输入参数,对速度规划单元长度进行笛卡尔空间限制、关节空间限制与几何限制,得到刀尖滤波参数与刀轴滤波参数;
21、基于刀尖滤波参数与刀轴滤波参数通过有限滤波响应滤波器进行信号滤波,并获取刀尖与刀轴位姿信息;
22、分析刀尖与刀轴位姿是否同步;
23、若同步,则生成轨迹规划结果;
24、若不同步,则重新调整规划策略,基于新的规划策略对速度、位置、加速度与加加速度进行重新规划,生成轨迹规划结果。
25、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划方法中,基于初始刀路路径使用贝塞尔曲线拟合原始路径之间的拐角,得到刀尖控制点与刀轴控制点,之前还包括:
26、将三轴机器人与二轴机器人进行整合,形成五轴机器人;
27、根据五轴机器人建立五轴移动方向,并生成每一轴的移动方向与移动长度;
28、基于每一轴的移动方向与移动长度对建立空间坐标系,基于空间坐标系建立机器人各轴零点坐标;
29、将零点坐标作为刀轴与刀尖的复位点,生成刀尖与刀轴的复位坐标。
30、第二方面,本技术实施例提供了一种基于涂胶工艺的五轴机构轨迹规划系统,该系统包括:存储器及处理器,所述存储器中包括基于涂胶工艺的五轴机构轨迹规划方法的程序,所述基于涂胶工艺的五轴机构轨迹规划方法的程序被所述处理器执行时实现以下步骤:
31、设定刀尖点与刀轴矢量弓高误差限制值,基于初始刀路路径使用贝塞尔曲线拟合原始路径之间的拐角,得到刀尖控制点与刀轴控制点;
32、基于曲线积分法则计算速度规划单元的拟合曲线长度,根据拟合曲线长度得到整个速度规划单元的长度;
33、基于速度规划单元的长度进行多方式限制,并计算刀尖滤波参数与刀轴滤波参数;
34、基于刀尖滤波参数与刀轴滤波参数计算刀尖与刀轴之间的位姿同步信息,根据位姿同步信息进行实时轨迹规划调整,得到刀尖与刀轴的轨迹规划结果;
35、将轨迹规划结果实时传输至终端。
36、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划系统中,基于初始刀路路径使用5次贝塞尔曲线拟合原始路径之间的拐角,计算得到刀尖控制点与刀轴控制点,其中,刀尖控制点与刀轴控制点的计算公式如下:
37、,
38、式中,,,,为三维空间中刀尖点的三个位置点,和为单位向量;c与d是计算控制点的中间参数,c与d具有比例关系。
39、可选地,在本技术实施例所述的基于涂胶工艺的五轴机构轨迹规划系统中,基于速度规划单元数据进行笛卡尔空间限制、关节空间限制与几何限制分别计算刀尖滤波参数与刀轴滤波参数;
40、所述关节空间限制包括各轴最大速度、最小速度、最大加速度、最小加速度、最大加加速度与最小加加速度,基于关节空间限制计算有限脉冲响应滤波器的第一阶滤波延迟时间和第二阶滤波延迟时间;
41、所述几何限制条件包括曲率与弓高误差;
42、所述笛卡尔空间限制包括最大速度、最大加速度与最大加加速度。
43、第三方面,本技术实施例还提供了一种计算机可读存储介质,所述计算机可读存储介质中包括基于涂胶工艺的五轴机构轨迹规划方法程序,所述基于涂胶工艺的五轴机构轨迹规划方法程序被处理器执行时,实现如上述任一项所述的基于涂胶工艺的五轴机构轨迹规划方法的步骤。
44、由上可知,本技术实施例提供的一种基于涂胶工艺的五轴机构轨迹规划方法、系统及介质,通过设定刀尖点与刀轴矢量弓高误差限制值,基于初始刀路路径使用贝塞尔曲线拟合原始路径之间的拐角,得到刀尖控制点与刀轴控制点;基于曲线积分法则计算速度规划单元的拟合曲线长度,根据拟合曲线长度得到整个速度规划单元的长度;基于速度规划单元的长度进行多方式限制,并计算刀尖滤波参数与刀轴滤波参数;基于刀尖滤波参数与刀轴滤波参数计算刀尖与刀轴之间的位姿同步信息,根据位姿同步信息进行实时轨迹规划调整,得到刀尖与刀轴的轨迹规划结果;将轨迹规划结果实时传输至终端;本发明既能满足不规则物料切削、打磨等数控机床常见工艺,又能满足不规则物体涂胶工艺高速、高精要求。
- 还没有人留言评论。精彩留言会获得点赞!