一种保持有效安全距离成型智能控制系统及方法与流程
本发明涉及冲压成型控制的,具体为一种保持有效安全距离成型智能控制系统及方法。
背景技术:
1、成形智能控制系统即冲压加工自动化系统,其中冲压加工自动化系统包括原材料的输送,冲压工艺过程及检测,冲压模具的更换与安装,废料的输送及处理等各个环节。在进行冲压加工自动化系统设计时,应依据加工产品的形状、尺寸、精度要求、生产批量和加工所用原材料形式等要素,确定一个合理的自动化冲压加工系统。根据加工产品的形状、尺寸、精度要求、生产批量和加工所用原材料形式要素,确定送料装置的方式、自动化方式和自动化程度等。其中送料装置依据不同原料采用不同类型的送料装置,对于卷料、条料及板料:被加工原材料为卷料、条料和板料时,可选择一次加工送料装置。一次加工送料装置有滚轴式、夹持式和钩式等形式。其附属装置有供料装置、矫正装置等,包括托架、卷料机、矫正机等装置。对于毛坯及半成品坯件:被加工原材料为落料后的毛坯或半成品坯件时,可选择二次加工送料装置。二次加工的送料一般采用料匣和料斗,在一定的时间间隔内,按一定的工作节拍,把坯料送到模具的加工位置。坯料在送入模具前,还需要配备整理、定向等附加机构进行前置处理。二次加工送装置有闸门式、转盘式、摆杆式、振动式等多种形式。在冲压加工结束后,还应设置出件装置和退料装置,使冲压件和废料从模具中及时清除出来。这些清除功能通常利用冲压件自身的重量、机械排屑装置、气压或液压装置以及机械手来实现。在压力机滑块上下往复运动中,加工原材料或单个毛坯应在一定的时间内,送到模具确定的工作位置上,才能完成零件的加工和取出,整个工程的供料、送料和取件等动作,要求完全协调同步。现有的成型智能控制系统在进行冲压成型加工过程中只能采用固定冲压成型距离执行冲压作业,不能依据需要冲压成型产品规格在线实时动态控制冲压成型距离制造不同规格的冲压产品,也不能在线对冲压成型产品冲压质量在线监测评估;也降低了冲压成型加工控制系统的适用性。
2、公开号为cn106020143b的中国发明专利公开了一种玻镁板生产线分布式控制系统及其控制方法,玻镁板生产线分布式控制系统包括上位机ipc,模板上线控制单元,板材输送控制单元,配料搅拌控制单元,板材成型控制单元,板材切割控制单元,以及板材入笼控制单元。上位机ipc作为modbus的主站,各控制单元作为modbus的从站,共同组成了玻镁板生产线分布式控制系统。上位机ipc负责各控制单元之间的数据交换,保证各控制单元协调工作;各控制单元包括一台plc和一台触摸屏,在上位机ipc的协调下,实现对各自单元控制。本发明采用分布式控制,并将工业总线技术、先进传感器技术、pid技术和远程监控等技术集成到控制系统中,自动化程度高。以上技术方案在玻镁板板材成型加工过程不能在线对不同规格的玻镁板板材进行动态在线成型加工,只能对相同规格的玻镁板板材进行成型加工。
技术实现思路
1、(一)解决的技术问题
2、为解决上述现有的成型智能控制系统在进行冲压成型加工过程中只能采用固定冲压成型距离执行冲压作业,不能依据需要冲压成型产品规格在线实时动态控制冲压成型距离制造不同规格的冲压产品,也不能在线对冲压成型产品冲压质量在线监测评估;也降低了冲压成型加工控制系统的适用性的问题,实现以上在线采集冲压成型产品规格参数、科学分析冲压成型距离参数、动态控制冲压成型加工中冲压成型设备的冲压成型距离、在线采集冲压成型成品规格,智能评估冲压成型成品质量的目的。
3、(二)技术方案
4、本发明通过以下技术方案予以实现:一种保持有效安全距离成型智能控制方法,所述方法包括如下步骤:
5、s1、采集客户所需冲压成型产品规格数据;
6、s2、对所述客户所需冲压成型产品规格数据进行数据预处理生成标准客户所需冲压成型产品规格数据并输出;
7、s3、将所述标准客户所需冲压成型产品规格数据与冲压成型设备空载冲压作业动作总行程数据进行数值处理计量生成冲压成型设备冲压作业动作距离数据;
8、s4、依据所述标准客户所需冲压成型产品规格数据和所述冲压成型设备冲压作业动作距离数据执行产品冲压成型作业;
9、s5、当执行产品冲压成型作业完成时,采集冲压成型成品冲压厚度数据;
10、s6、将所述冲压成型成品冲压厚度数据与所述标准客户所需冲压成型产品规格数据进行数值作差计量生成冲压成型成品冲压厚度误差数据;
11、s7、采用数据识别算法将所述冲压成型成品冲压厚度误差数据与标准冲压成型成品冲压厚度误差数据区间进行冲压成型成品的冲压厚度误差数值匹配,依据冲压成型成品的冲压厚度误差数值匹配结果,生成冲压成型成品质量分析结果数据,将所述冲压成型成品质量分析结果数据推送反馈到冲压成型成品质量监控中心。
12、优选的,所述采集客户所需冲压成型产品规格数据的操作步骤如下:
13、s11、通过erp管理平台在线采集客户需要的冲压成型产品规格数据并收集生成客户所需冲压成型产品规格数据集合,所述客户所需冲压成型产品规格数据表示客户所需冲压成型产品经过冲压加工后成品冲压厚度数据。
14、优选的,对所述客户所需冲压成型产品规格数据进行数据预处理生成标准客户所需冲压成型产品规格数据并输出的操作步骤如下:
15、s21、采用小波变换法对所述客户所需冲压成型产品规格数据集合中客户所需冲压成型产品规格数据进行数据降噪处理后生成标准客户所需冲压成型产品规格数据集合,;其中表示第个标准客户所需冲压成型产品对应的标准客户所需冲压成型产品规格数据,表示标准客户所需冲压成型产品数量的最大值;
16、s22、对所述标准客户所需冲压成型产品规格数据集合进行数据输出。
17、优选的,将所述标准客户所需冲压成型产品规格数据与冲压成型设备空载冲压作业动作总行程数据进行数值处理计量生成冲压成型设备冲压作业动作距离数据的操作步骤如下:
18、s31、建立冲压成型设备空载冲压作业动作总行程数据;所述冲压成型设备空载冲压作业动作总行程数据表示冲压成型设备在空载状态下动态冲压模具端冲压作业动作的最大行程;
19、s32、将所述标准客户所需冲压成型产品规格数据集合中标准客户所需冲压成型产品规格数据按照标准客户所需冲压成型产品数量编号与所述冲压成型设备空载冲压作业动作总行程数据进行数值作差和取绝对值处理计量生成冲压成型设备冲压作业动作距离数据集合,其中表示所述标准客户所需冲压成型产品规格数据对应的冲压成型设备冲压作业动作距离数据,;所述冲压成型设备冲压作业动作距离数据表示冲压成型设备执行冲压成型作业中动态冲压模具端冲压作业的最大动作距离。
20、优选的,依据所述标准客户所需冲压成型产品规格数据和所述冲压成型设备冲压作业动作距离数据执行产品冲压成型作业的操作步骤如下:
21、s41、冲压成型设备依据所述标准客户所需冲压成型产品规格数据集合中所述标准客户所需冲压成型产品规格数据和所述冲压成型设备冲压作业动作距离数据集合中所述冲压成型设备冲压作业动作距离数据按照标准客户所需冲压成型产品数量编号有序执行产品冲压成型作业。
22、优选的,当执行产品冲压成型作业完成时,采集冲压成型成品冲压厚度数据的操作步骤如下:
23、s51、当执行产品冲压成型作业完成时,通过超声波测厚仪在线采集冲压成型加工完成的冲压成型成品的冲压厚度数据并生成冲压成型成品冲压厚度数据集合,其中表示标准客户所需冲压成型产品规格数据对应的冲压成型成品冲压厚度数据。
24、优选的,将所述冲压成型成品冲压厚度数据与所述标准客户所需冲压成型产品规格数据进行数值作差计量生成冲压成型成品冲压厚度误差数据的操作步骤如下:
25、s61、将所述冲压成型成品冲压厚度数据集合中所述冲压成型成品冲压厚度数据按照标准客户所需冲压成型产品数量编号与所述标准客户所需冲压成型产品规格数据集合中所述标准客户所需冲压成型产品规格数据进行数值作差计量生成冲压成型成品冲压厚度误差数据集合,其中表示所述冲压成型成品冲压厚度数据与标准客户所需冲压成型产品规格数据对应的冲压成型成品冲压厚度误差数据;
26、所述冲压成型成品冲压厚度误差数据取值为负数、零和正数;当所述冲压成型成品冲压厚度误差数据取值为负数表示所述冲压成型成品冲压厚度数据小于所述标准客户所需冲压成型产品规格数据;
27、当所述冲压成型成品冲压厚度误差数据取值为零表示所述冲压成型成品冲压厚度数据等于所述标准客户所需冲压成型产品规格数据;
28、当所述冲压成型成品冲压厚度误差数据取值为正数表示所述冲压成型成品冲压厚度数据大于所述标准客户所需冲压成型产品规格数据。
29、优选的,所述采用数据识别算法将所述冲压成型成品冲压厚度误差数据与标准冲压成型成品冲压厚度误差数据区间进行冲压成型成品的冲压厚度误差数值匹配,依据冲压成型成品的冲压厚度误差数值匹配结果,生成冲压成型成品质量分析结果数据,将所述冲压成型成品质量分析结果数据推送反馈到冲压成型成品质量监控中心的操作步骤如下:
30、s71、建立标准冲压成型成品冲压厚度误差数据区间,其中表示所述标准冲压成型成品冲压厚度误差数据区间中的标准冲压成型成品冲压厚度误差数据的最小值,表示所述标准冲压成型成品冲压厚度误差数据区间中的标准冲压成型成品冲压厚度误差数据的最大值;
31、s72、采用数据识别算法将所述冲压成型成品冲压厚度误差数据集合中冲压成型成品冲压厚度误差数据与所述标准冲压成型成品冲压厚度误差数据区间的标准冲压成型成品冲压厚度误差数据进行冲压成型成品的冲压厚度误差数值匹配,数据识别算法执行所述冲压成型成品冲压厚度误差数据与所述标准冲压成型成品冲压厚度误差数据区间的标准冲压成型成品冲压厚度误差数据进行冲压成型成品的冲压厚度误差数值匹配的具体操作步骤如下:
32、s721、初始化,设在维的冲压成型成品冲压厚度误差数据集合搜索空间中,误差数值搜索猎豹初始化位置描述为:
33、,式中为第i头误差数值搜索猎豹在冲压成型成品冲压厚度误差数据集合搜索空间中的第j维位置,、分别为第j维搜索空间上限值、下限值,rand为介于0和1之间的随机数,r为最大迭代次数;
34、s722、完成初始化执行搜索策略搜索猎物,误差数值搜索猎豹在其领地或周围区域进行全范围扫描或主动搜索,以找到猎物,即误差数值搜索猎豹在冲压成型成品冲压厚度误差数据集合搜索空间中搜索出冲压成型成品冲压厚度误差数据并与标准冲压成型成品冲压厚度误差数据区间进行数值匹配;搜索策略数学描述为,式中为第i头误差数值搜索猎豹第r+1次迭代第j维位置,即在冲压成型成品冲压厚度误差数据集合搜索空间中位置,为第i头误差数值搜索猎豹第r迭代第j维位置,即在冲压成型成品冲压厚度误差数据集合搜索空间中位置,为第i头误差数值搜索猎豹第j维呈正态分布的随机数,为第i头误差数值搜索猎豹第r迭代第j维的搜索步长,r为算法最大迭代次数;
35、s723、搜索猎物使用坐等策略执行,在搜索模式下,猎物可能会暴露在误差数值搜索猎豹视野中,即在冲压成型成品冲压厚度误差数据集合搜索空间中不能搜索出冲压成型成品冲压厚度误差数据与标准冲压成型成品冲压厚度误差数据区间进行数值匹配,误差数值搜索猎豹的每一个动作都可能会导致猎物逃跑,误差数值搜索猎豹采取坐等伏击策略,以接近猎物,所述坐等伏击策略包括躺在地上或躲进灌木丛,该策略数学描述为;
36、s724、执行坐等策略接近猎物对猎物按照攻击策略攻击,算法中每头误差数值搜索猎豹都可以根据逃跑猎物、领头误差数值搜索猎豹或附近误差数值搜索猎豹的位置来调整自己的位置,以获得最佳攻击位置,即在冲压成型成品冲压厚度误差数据集合搜索空间中搜索出不同的冲压成型成品冲压厚度误差数据并与标准冲压成型成品冲压厚度误差数据区间进行数值匹配,攻击策略数学描述为,式中为第i头误差数值搜索猎豹第j维转向因子;为第i头误差数值搜索猎豹第r迭代第j维交互因子,反映误差数值搜索猎豹之间或误差数值搜索猎豹与领头误差数值搜索猎豹之间的互动;
37、s725、执行s722、s723、s724直至满足最大迭代次数,输出冲压成型成品冲压厚度误差数据与标准冲压成型成品冲压厚度误差数据区间进行数值匹配结果;
38、s73、依据所述s725步骤中输出冲压成型成品冲压厚度误差数据与标准冲压成型成品冲压厚度误差数据区间进行数值匹配结果,生成冲压成型成品质量分析结果数据集合,其中表示所述冲压成型成品冲压厚度数据对应冲压成型成品的冲压成型成品质量分析结果数据;
39、当∈,表示冲压成型成品符合标准冲压厚度误差要求,则输出冲压成型成品质量分析结果数据为合格;
40、当∉,表示冲压成型成品不符合标准冲压厚度误差要求,则输出冲压成型成品质量分析结果数据为不合格;
41、s74、将所述冲压成型成品质量分析结果数据集合通过物联网通信网络推送反馈到冲压成型成品质量监控中心。
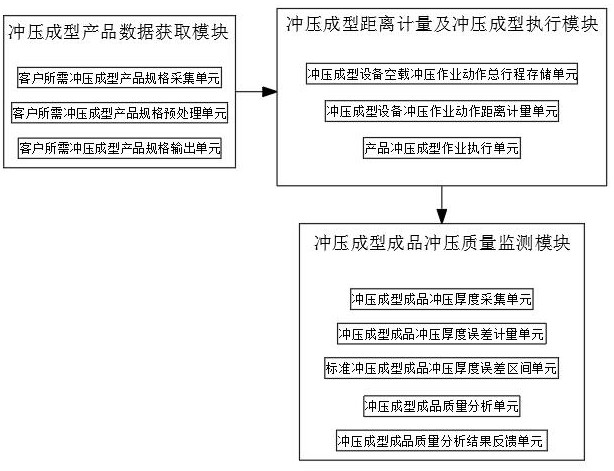
42、实现所述一种保持有效安全距离成型智能控制方法的一种保持有效安全距离成型智能控制系统,所述系统包括冲压成型产品数据获取模块、冲压成型距离计量及冲压成型执行模块、冲压成型成品冲压质量监测模块;
43、所述冲压成型产品数据获取模块包括客户所需冲压成型产品规格采集单元、客户所需冲压成型产品规格预处理单元、客户所需冲压成型产品规格输出单元;
44、所述客户所需冲压成型产品规格采集单元,通过erp管理平台采集客户所需冲压成型产品规格数据;所述客户所需冲压成型产品规格预处理单元,对所述客户所需冲压成型产品规格数据进行数据预处理生成标准客户所需冲压成型产品规格数据;所述客户所需冲压成型产品规格输出单元,用于输出标准客户所需冲压成型产品规格数据;
45、所述冲压成型距离计量及冲压成型执行模块包括冲压成型设备空载冲压作业动作总行程存储单元、冲压成型设备冲压作业动作距离计量单元、产品冲压成型作业执行单元;
46、所述冲压成型设备空载冲压作业动作总行程存储单元,用于存储冲压成型设备空载冲压作业动作总行程数据;所述冲压成型设备冲压作业动作距离计量单元,将所述标准客户所需冲压成型产品规格数据与冲压成型设备空载冲压作业动作总行程数据进行数值处理计量生成冲压成型设备冲压作业动作距离数据;所述产品冲压成型作业执行单元,依据所述标准客户所需冲压成型产品规格数据和所述冲压成型设备冲压作业动作距离数据执行产品冲压成型作业;
47、所述冲压成型成品冲压质量监测模块包括冲压成型成品冲压厚度采集单元、冲压成型成品冲压厚度误差计量单元、标准冲压成型成品冲压厚度误差区间单元、冲压成型成品质量分析单元、冲压成型成品质量分析结果反馈单元;
48、所述冲压成型成品冲压厚度采集单元,通过超声波测厚仪采集冲压成型成品冲压厚度数据;所述冲压成型成品冲压厚度误差计量单元,将所述冲压成型成品冲压厚度数据与所述标准客户所需冲压成型产品规格数据进行数值作差计量生成冲压成型成品冲压厚度误差数据;所述标准冲压成型成品冲压厚度误差区间单元,用于存储标准冲压成型成品冲压厚度误差数据区间;所述冲压成型成品质量分析单元,采用数据识别算法将所述冲压成型成品冲压厚度误差数据与标准冲压成型成品冲压厚度误差数据区间进行冲压成型成品的冲压厚度误差数值匹配,依据冲压成型成品的冲压厚度误差数值匹配结果,生成冲压成型成品质量分析结果数据;所述冲压成型成品质量分析结果反馈单元,将所述冲压成型成品质量分析结果数据推送反馈到冲压成型成品质量监控中心。
49、(三)有益效果
50、本发明提供了一种保持有效安全距离成型智能控制系统及方法。具备以下有益效果:
51、一、通过客户所需冲压成型产品规格采集单元,采用erp管理平台在线准确采集客户所需冲压成型产品规格参数,为动态科学控制冲压成型设备冲压成型距离提供数据支撑;客户所需冲压成型产品规格预处理单元和客户所需冲压成型产品规格输出单元相互配合,对客户所需冲压成型产品规格参数进行数据降噪预处理,提高了采集客户所需冲压成型产品规格参数的真实性,对生成标准客户所需冲压成型产品规格参数自动输出,提高了冲压成型控制作业过程数字化参数采集。
52、二、通过冲压成型设备空载冲压作业动作总行程存储单元和冲压成型设备冲压作业动作距离计量单元相互配合,科学预设冲压成型设备空载冲压作业动作总行程参数与标准客户所需冲压成型产品规格参数进行数值处理,精确计量出冲压成型设备冲压作业动作距离参数,从而实现依据冲压成型产品规格灵活控制冲压成型作业动作距离,提高了冲压成型作业的安全性和适用性;产品冲压成型作业执行单元,依据不同冲压成型产品规格科学、自主执行产品冲压作业,提高了冲压成型控制系统的功能多样性和生产效率。
53、三、通过冲压成型成品冲压厚度采集单元和冲压成型成品冲压厚度误差计量单元相互配合,采用超声波测厚仪在线采集冲压成型成品冲压厚度参数,实现冲压成型成品规格参数在线获取;同时冲压成型成品冲压厚度参数与标准客户所需冲压成型产品规格参数进行数值作差,准确统计出冲压成型成品冲压厚度误差参数,实现冲压成型成品规格误差精确计量;标准冲压成型成品冲压厚度误差区间单元和冲压成型成品质量分析单元相互配合,预设标准冲压成型成品冲压厚度误差数据区间结合智能识别算法与冲压成型成品冲压厚度误差数据进行数值匹配,智能生成冲压成型成品质量分析结果参数,实现准确智能评估冲压成型成品的质量;冲压成型成品质量分析结果反馈单元,对冲压成型成品质量分析结果数据通过物联网通信网络即时反馈到冲压成型成品质量监控中心,实现冲压成型成品高效、科学的质量监测,提高了冲压成型控制系统的智能化和可靠性。
- 还没有人留言评论。精彩留言会获得点赞!