一种电芯生产工序的纠偏控制方法、装置及设备与流程
本技术涉及加工纠偏,尤其涉及一种电芯生产工序的纠偏控制方法、装置及设备。
背景技术:
1、激光模切分切一体机与视觉检测的融合,是现代制造业中一项重要的技术创新。激光模切分切一体机能够凭借其高精度、高效率的激光切割技术,已成为众多行业不可或缺的设备,尤其在锂电池制造、精密电子元件加工等领域展现出巨大潜力。而视觉检测系统,则通过先进的图像识别与处理算法,实现对生产过程的实时监测与质量控制。例如:电芯制造产线中的激光模切分切一体机的工艺流程包括:包含纠偏的放卷模块-张力检测-过程纠偏-激光切割极耳-牵引主驱-风刀除尘-ccd检测-分切前纠偏-极片分切-极片除尘-不良贴标-收卷模块。
2、现有的视觉检测方法无法满足在激光切割极耳的纠偏过程和极片分切前纠偏的纠偏精度不够高,影响激光模切后的极耳质量和极片分切后的极片质量。
技术实现思路
1、本技术提供了一种电芯生产工序的纠偏控制方法、装置及设备,用于解决现有采用激光模切机加工电池极耳在高速场景下检测的数据处理得到纠偏数据精确度不高,导致极耳激光成型出现质量差的技术问题。
2、为了实现上述目的,本技术提供如下技术方案:
3、一方面,提供了一种电芯生产工序的纠偏控制方法,包括以下步骤:
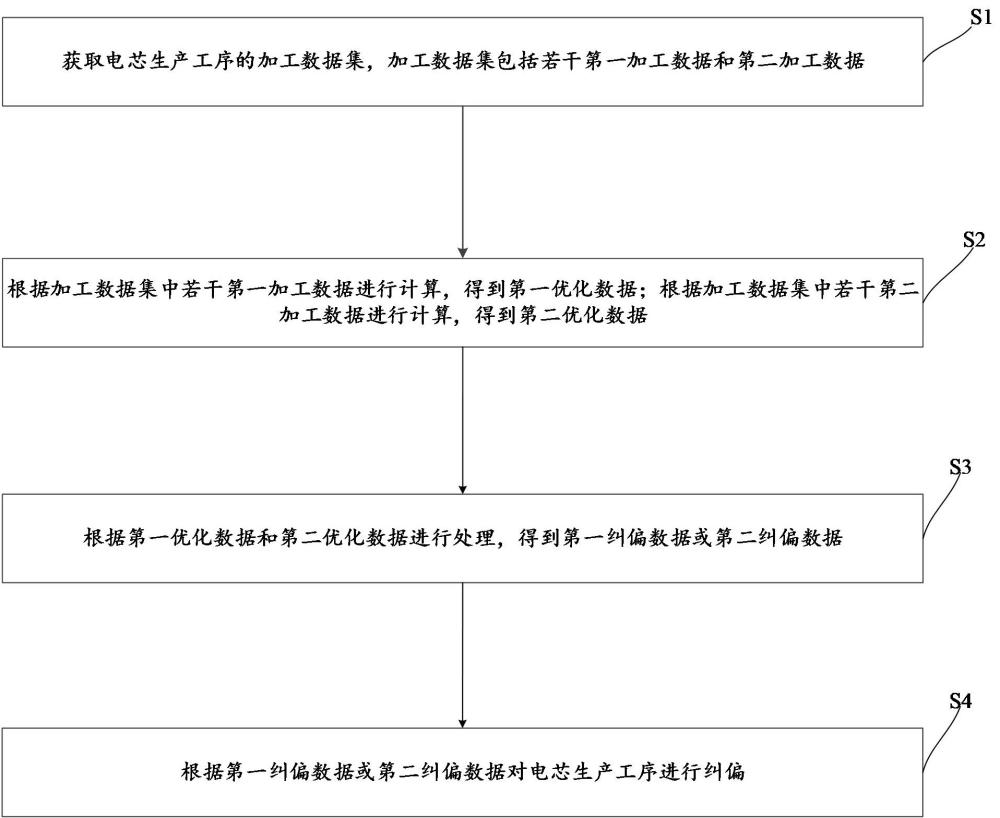
4、获取电芯生产工序的加工数据集,所述加工数据集包括若干第一加工数据和第二加工数据;
5、根据所述加工数据集中若干所述第一加工数据进行计算,得到第一优化数据;根据所述加工数据集中若干所述第二加工数据进行计算,得到第二优化数据;
6、根据所述第一优化数据和所述第二优化数据进行处理,得到第一纠偏数据或第二纠偏数据;
7、根据所述第一纠偏数据或所述第二纠偏数据对所述电芯生产工序进行纠偏;
8、其中,若所述加工数据集为极耳切入深度数据集,则所述第一加工数据为第一极耳切入深度,所述第二加工数据为第二极耳切入深度;若所述加工数据集为极片分条宽度数据集,则所述第一加工数据为第一分条极片宽度,所述第二加工数据为第二分条极片宽度。
9、优选地,根据所述第一优化数据和所述第二优化数据进行处理,得到第一纠偏数据或第二纠偏数据包括:
10、根据所述第一优化数据和所述第二优化数据进行纠偏数据处理,得到第一处理数据或第二处理数据;
11、对所述第一处理数据进行限幅滤波处理得到与所述第一处理数据对应的第一纠偏数据,或对所述第二处理数据进行限幅滤波处理得到与所述第二处理数据对应的第二纠偏数据。
12、优选地,根据所述第一优化数据和所述第二优化数据进行纠偏数据处理,得到第一处理数据或第二处理数据包括:
13、根据所述第一优化数据和所述第二优化数据计算,得到第一处理数据;或,
14、获取纠偏数据标准值,根据所述第一优化数据、所述第二优化数据和所述纠偏数据标准值计算,得到第二处理数据。
15、优选地,该电芯生产工序的纠偏控制方法包括:将所述第一优化数据与所述第二优化数据进行差计算,得到第一差值并将二分之一的所述第一差值作为第一处理数据;或,
16、将所述第一优化数据与所述第二优化数据进行差计算得到第二差值,将二分之一的所述第二差值与所述纠偏数据标准值进行差计算,得到第三差值并将二分之一的所述第三差值作为第二处理数据。
17、优选地,根据所述加工数据集中若干所述第一加工数据进行计算,得到第一优化数据;根据所述加工数据集中若干所述第二加工数据进行计算,得到第二优化数据包括:
18、对所述加工数据集中若干所述第一加工数据或若干所述第二加工数据进行数据量判断,得到第一判断结果;
19、根据所述第一判断结果为满足数据量,对所述加工数据集中若干所述第一加工数据或若干所述第二加工数据采用中位数滤波算法进行过滤、提取,得到与所述第一加工数据对应的第一有效数据集或与所述第二加工数据对应的第二有效数据集;
20、对所述第一有效数据集或所述第二有效数据集进行数据量判断,得到第二判断结果;
21、根据所述第二判断结果为满足数据量,对所述第一有效数据集或所述第二有效数据集进行平均数计算,得到与所述第一有效数据集对应的第一优化数据或与所述第二有效数据集对应的第二优化数据。
22、又一方面,提供了一种电芯生产工序的纠偏控制装置包括数据获取模块、优化计算模块、数据处理模块和纠偏执行模块;
23、所述数据获取模块,用于获取电芯生产工序的加工数据集,所述加工数据集包括若干第一加工数据和第二加工数据;
24、所述优化计算模块,用于根据所述加工数据集中若干所述第一加工数据进行计算,得到第一优化数据;根据所述加工数据集中若干所述第二加工数据进行计算,得到第二优化数据;
25、所述数据处理模块,用于根据所述第一优化数据和所述第二优化数据进行处理,得到第一纠偏数据或第二纠偏数据;
26、所述纠偏执行模块,用于根据所述第一纠偏数据或所述第二纠偏数据对所述电芯生产工序进行纠偏;
27、其中,若所述加工数据集为极耳切入深度数据集,则所述第一加工数据为第一极耳切入深度,所述第二加工数据为第二极耳切入深度;若所述加工数据集为极片分条宽度数据集,则所述第一加工数据为第一分条极片宽度,所述第二加工数据为第二分条极片宽度。
28、优选地,所述数据处理模块包括第一处理子模块和第二处理子模块;
29、所述第一处理子模块,用于根据所述第一优化数据和所述第二优化数据进行纠偏数据处理,得到第一处理数据或第二处理数据;
30、所述第二处理子模块,用于对所述第一处理数据进行限幅滤波处理得到与所述第一处理数据对应的第一纠偏数据,或对所述第二处理数据进行限幅滤波处理得到与所述第二处理数据对应的第二纠偏数据。
31、优选地,所述第一处理子模块还用于根据所述第一优化数据和所述第二优化数据计算,得到第一处理数据;或,获取纠偏数据标准值,根据所述第一优化数据、所述第二优化数据和所述纠偏数据标准值计算,得到第二处理数据。
32、优选地,所述优化计算模块包括第一判断子模块、有效提取子模块、第二判断子模块和计算子模块;
33、所述第一判断子模块,用于对所述加工数据集中若干所述第一加工数据或若干所述第二加工数据进行数据量判断,得到第一判断结果;
34、所述有效提取子模块,用于根据所述第一判断结果为满足数据量,对所述加工数据集中若干所述第一加工数据或若干所述第二加工数据采用中位数滤波算法进行过滤、提取,得到与所述第一加工数据对应的第一有效数据集或与所述第二加工数据对应的第二有效数据集;
35、所述第二判断子模块,用于对所述第一有效数据集或所述第二有效数据集进行数据量判断,得到第二判断结果;
36、所述计算子模块,用于根据所述第二判断结果为满足数据量,对所述第一有效数据集或所述第二有效数据集进行平均数计算,得到与所述第一有效数据集对应的第一优化数据或与所述第二有效数据集对应的第二优化数据。
37、再一方面,提供了一种终端设备,包括处理器以及存储器;
38、所述存储器,用于存储程序代码,并将所述程序代码传输给所述处理器;
39、所述处理器,用于根据所述程序代码中的指令执行上述所述的电芯生产工序的纠偏控制方法。
40、该电芯生产工序的纠偏控制方法、装置及设备,该电芯生产工序的纠偏控制方法包括获取电芯生产工序的加工数据集,加工数据集包括若干第一加工数据和第二加工数据;根据加工数据集中若干第一加工数据进行计算,得到第一优化数据;根据加工数据集中若干第二加工数据进行计算,得到第二优化数据;根据第一优化数据和第二优化数据进行处理,得到第一纠偏数据或第二纠偏数据;根据第一纠偏数据或第二纠偏数据对电芯生产工序进行纠偏;其中,若加工数据集为极耳切入深度数据集,则第一加工数据为第一极耳切入深度,第二加工数据为第二极耳切入深度;若加工数据集为极片分条宽度数据集,则第一加工数据为第一分条极片宽度,第二加工数据为第二分条极片宽度。
41、从以上技术方案可以看出,本技术具有以下优点:该电芯生产工序的纠偏控制方法通过检测的电芯生产工序的加工数据集依次进行数据优化、纠偏处理、限幅滤波得到纠偏数据,之后根据纠偏数据对对应的工序进行纠偏,提高产品加工质量,解决了现有采用激光模切机加工电池极耳在高速场景下检测的数据处理得到纠偏数据精确度不高,导致极耳激光成型出现质量差的技术问题。
42、该电芯生产工序的纠偏控制装置通过数据获取模块、优化计算模块、数据处理模块和纠偏执行模块这四个模块实现对工序的加工产品进行纠偏,提高加工精度以提高加工产品的加工质量。
- 还没有人留言评论。精彩留言会获得点赞!